Você também pode gostar
- 03 Aula CNC3 Inicialização de Programa Torno Romi Rev 1 2023Documento38 páginas03 Aula CNC3 Inicialização de Programa Torno Romi Rev 1 2023Henrique ReisAinda não há avaliações
- 03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Documento26 páginas03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Henrique ReisAinda não há avaliações
- Exercícios de Torno CNC Mach 9Documento8 páginasExercícios de Torno CNC Mach 9Rogerio Medeiros da SilvaAinda não há avaliações
- Tarea 2Documento3 páginasTarea 2Juan Esteban Herrera OspinaAinda não há avaliações
- 04 - Aula - CNC3 - Programa CNC Com Compensação de RaioDocumento12 páginas04 - Aula - CNC3 - Programa CNC Com Compensação de RaioHenrique ReisAinda não há avaliações
- Programacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSDocumento44 páginasProgramacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSRenan RibeiroAinda não há avaliações
- Estudo para ProvaDocumento5 páginasEstudo para ProvaRafael MaronezAinda não há avaliações
- Aula7 - Programação CNC - TorneamentoDocumento28 páginasAula7 - Programação CNC - TorneamentoAdriano MenegonAinda não há avaliações
- Torno CNC - Romi Comando MachDocumento37 páginasTorno CNC - Romi Comando Machjosezumino100% (1)
- FANUCDocumento29 páginasFANUCJorgeKovacsAinda não há avaliações
- Manual Fanuc Series Oi TornoDocumento50 páginasManual Fanuc Series Oi Tornodeisonlrf94% (17)
- Manual Pratico de Programação e Processo de UsinagemDocumento24 páginasManual Pratico de Programação e Processo de UsinagematilapaixaoAinda não há avaliações
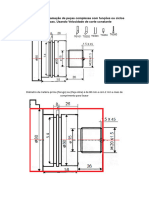
- Exemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasDocumento3 páginasExemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasTecnologia Manutenção MecânicaAinda não há avaliações
- INTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucDocumento50 páginasINTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucEduardo ReisAinda não há avaliações
- CNC - Bem ExplicadoDocumento12 páginasCNC - Bem ExplicadoLilian Couto CoutoAinda não há avaliações
- O7777 (A4 CNC 059-1lado)Documento3 páginasO7777 (A4 CNC 059-1lado)Américo CostaAinda não há avaliações
- Caderno de Exercicios - CNCDocumento34 páginasCaderno de Exercicios - CNCPedro FrancoAinda não há avaliações
- Ciclo DesbasteDocumento2 páginasCiclo DesbasteIsaias Zavala ArevaloAinda não há avaliações
- Atividade ProgramaçãoDocumento2 páginasAtividade ProgramaçãoEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Programacao - 4 Eixos PDFDocumento12 páginasProgramacao - 4 Eixos PDFDarli RodriguesAinda não há avaliações
- Programação Com CiclosDocumento16 páginasProgramação Com CiclosGeison BarrosoAinda não há avaliações
- TDocumento2 páginasTb.mallikarjunarockAinda não há avaliações
- Programa Pieza Aparato DivisorDocumento2 páginasPrograma Pieza Aparato DivisorHugo Alcalde TeruelAinda não há avaliações
- Maquinagem Fresadora BoxfordDocumento24 páginasMaquinagem Fresadora BoxfordMARSILFERAinda não há avaliações
- TMF Iv 5Documento12 páginasTMF Iv 5Rafael StangeAinda não há avaliações
- Guia Prático de Programação CNC Masc 9Documento87 páginasGuia Prático de Programação CNC Masc 9zanon02Ainda não há avaliações
- FSTDocumento2 páginasFSTb.mallikarjunarockAinda não há avaliações
- Máquinas Com CNC - Introdução À Tecnologia (2022)Documento19 páginasMáquinas Com CNC - Introdução À Tecnologia (2022)Thiago AfonsoAinda não há avaliações
- DDD111Documento1 páginaDDD111Benjamín GuzmánAinda não há avaliações
- Programa Pieza 3 Aparato DivisorDocumento3 páginasPrograma Pieza 3 Aparato DivisorHugo Alcalde TeruelAinda não há avaliações
- WinNC Fanuc21T Apostila de Treinamento SimuladorDocumento16 páginasWinNC Fanuc21T Apostila de Treinamento SimuladorLuiz NogueiraAinda não há avaliações
- Aula 3 - 4 Programação CNCDocumento51 páginasAula 3 - 4 Programação CNCTecnologia Manutenção MecânicaAinda não há avaliações
- Torneado EsfericoDocumento4 páginasTorneado EsfericoReivaj ZaidAinda não há avaliações
- p2 FeiDocumento4 páginasp2 FeiGabriel MarianoAinda não há avaliações
- Manual Cura 4.0 S3Documento14 páginasManual Cura 4.0 S3Gabriel TavaresAinda não há avaliações
- Aula 01 CNC - EasyDocumento39 páginasAula 01 CNC - Easyzzzz15Ainda não há avaliações
- Manual de Programação Ray FengDocumento36 páginasManual de Programação Ray FengThiago SantosAinda não há avaliações
- CNC 3Documento12 páginasCNC 3Ítalo CaetanoAinda não há avaliações
- Ejercicio RoscadoDocumento6 páginasEjercicio RoscadoFelo OnofaAinda não há avaliações
- G CodeDocumento11 páginasG CodeRikeu AprilianeuAinda não há avaliações
- Exemplo de Programação CNC Mach9Documento4 páginasExemplo de Programação CNC Mach9Pedro HenriqueAinda não há avaliações
- Aula Remota 07 - Ciclo de Acabamento - TorneamentoDocumento5 páginasAula Remota 07 - Ciclo de Acabamento - TorneamentoJunior GuedesAinda não há avaliações
- Treinamento e Programa - o TNG FANUC 0i-Mate TCDocumento17 páginasTreinamento e Programa - o TNG FANUC 0i-Mate TCfedox100% (7)
- Actividades FresadoraDocumento20 páginasActividades FresadoraAldape Robles MtyAinda não há avaliações
- Afiação 58 e CNC 40Documento2 páginasAfiação 58 e CNC 40Alexander LuthorAinda não há avaliações
- Aula 3 CNC MINICURSO 2021Documento96 páginasAula 3 CNC MINICURSO 2021Kleyphide Pereira da SilvaAinda não há avaliações
- Exercicio 8.5 - Rafael PachecoDocumento6 páginasExercicio 8.5 - Rafael PachecoRafael PachecoAinda não há avaliações
- La TormentaDocumento6 páginasLa TormentaJuan Camilo Reyes GonzalezAinda não há avaliações
- Programa - o Do Comando Mach 9Documento15 páginasPrograma - o Do Comando Mach 9Leandro Luís67% (3)
- GeneraalDocumento6 páginasGeneraalFrancisca SousaAinda não há avaliações
- Aula 1 - Processos de UsinagemDocumento28 páginasAula 1 - Processos de UsinagemEvandro LuisAinda não há avaliações
- ME - PereiraDocumento8 páginasME - PereiraDavi MarquesAinda não há avaliações
- Metal Mecânica Itinerário SenaiDocumento1 páginaMetal Mecânica Itinerário SenaiDavid Aguiar FelicinoAinda não há avaliações
- Fresagem Convencional Passo A PassoDocumento14 páginasFresagem Convencional Passo A PassoMarcos Paulo Barreto100% (1)
- Aula1 - IntroduçãoDocumento30 páginasAula1 - IntroduçãoEmerson JuniorAinda não há avaliações
- Centros de Usinagem CNC AvançadasDocumento46 páginasCentros de Usinagem CNC Avançadasalmeida10Ainda não há avaliações
- Fabricação Da MorsaDocumento42 páginasFabricação Da MorsaCris WinchesterAinda não há avaliações
- NBR 05869 Pontas de Rosca e Partes Sobressalentes de Parafusos Formas e Dimensoespdf CompressDocumento5 páginasNBR 05869 Pontas de Rosca e Partes Sobressalentes de Parafusos Formas e Dimensoespdf CompressCLAUDIA YANARA MEIRA DA COSTAAinda não há avaliações
- APR Analise Preliminar de RiscosDocumento15 páginasAPR Analise Preliminar de RiscosAfonso BuenoAinda não há avaliações
- MSE 75-01-177 - Parts List - PT - BRDocumento66 páginasMSE 75-01-177 - Parts List - PT - BRCentrifugal SeparatorAinda não há avaliações
- 331-1822 LINHAS GP-FILTRO DE COMBUSTÍVEL Type 1 C32 B2CDocumento5 páginas331-1822 LINHAS GP-FILTRO DE COMBUSTÍVEL Type 1 C32 B2CCarlos ParanhosAinda não há avaliações
- 3.10 - Lista de Peças - Nordberg B6150SE S N 128166Documento128 páginas3.10 - Lista de Peças - Nordberg B6150SE S N 128166dseletricaeautomacaoAinda não há avaliações
- Check List de Ferramentas e Dispositivo 01-OKDocumento4 páginasCheck List de Ferramentas e Dispositivo 01-OKMIller LessaAinda não há avaliações
- Catalogo de Pecas Plataforma Milho Serie 200 PC9194P Mai 11 PortuguesDocumento60 páginasCatalogo de Pecas Plataforma Milho Serie 200 PC9194P Mai 11 PortuguesErich Alves Carneiro100% (1)
- Exercicios RoscasDocumento5 páginasExercicios Roscastiago beloAinda não há avaliações
- FRESAMENTODocumento61 páginasFRESAMENTOchiodi26Ainda não há avaliações
- Aula - 2-Grandezas Físicas No Processo de UsinagemDocumento33 páginasAula - 2-Grandezas Físicas No Processo de UsinagemMarcio SilveiraAinda não há avaliações
- DR-25 Tabela Referência para Conexões - Roscas Especiais - Rev00!17!02-15Documento6 páginasDR-25 Tabela Referência para Conexões - Roscas Especiais - Rev00!17!02-15Rudiney Trombetta100% (1)
- Catalogo - Lbfix - FixaçãoDocumento93 páginasCatalogo - Lbfix - FixaçãoMarcelo LimaAinda não há avaliações
- Apostila de Centro de Usinagem A CNC Versao Abril2011Documento81 páginasApostila de Centro de Usinagem A CNC Versao Abril2011Ellen SegatelliAinda não há avaliações
- 6catalogo 201617Documento80 páginas6catalogo 201617Ana Sophya Camelo RochaAinda não há avaliações
- #17 - Aula - Tec. Usinagem 2 - Calculo VCDocumento9 páginas#17 - Aula - Tec. Usinagem 2 - Calculo VCISRAEL FERRAZ DE TORRESAinda não há avaliações
- Rosca PosticaDocumento2 páginasRosca Posticapaulorp78Ainda não há avaliações
- Lista de Exercícios Usinagem Tópicos de Fabricação 2020 2Documento3 páginasLista de Exercícios Usinagem Tópicos de Fabricação 2020 2Harrison SoaresAinda não há avaliações
- Catalogo 201959111546Documento4 páginasCatalogo 201959111546Marcelo CardosoAinda não há avaliações
- Exercicio de Consolidacao (Processos de Fabricacao II)Documento3 páginasExercicio de Consolidacao (Processos de Fabricacao II)Zeca Boaventura NhachungueAinda não há avaliações
- Roscas Unificadas - Metalurgica Vera - Pagina 2Documento3 páginasRoscas Unificadas - Metalurgica Vera - Pagina 2selmardiegoAinda não há avaliações
- ZM Catalogo FixadoresDocumento59 páginasZM Catalogo FixadoresFlavioAinda não há avaliações
- Catalogo de Peças Herbiplus G3 - Versão 02 - 130410-1Documento24 páginasCatalogo de Peças Herbiplus G3 - Versão 02 - 130410-1Henrique BritoAinda não há avaliações