Você também pode gostar
- WinNC Fanuc21T Apostila de Treinamento SimuladorDocumento16 páginasWinNC Fanuc21T Apostila de Treinamento SimuladorLuiz NogueiraAinda não há avaliações
- Maquinagem Fresadora BoxfordDocumento24 páginasMaquinagem Fresadora BoxfordMARSILFERAinda não há avaliações
- CNC ExerciciosDocumento6 páginasCNC ExerciciosMário Sérgio da SilvaAinda não há avaliações
- WinNC Fanuc 21M Apostila de Treinamento PDFDocumento18 páginasWinNC Fanuc 21M Apostila de Treinamento PDFProfessor Aires, Jeferson Fernando PereiraAinda não há avaliações
- INTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucDocumento50 páginasINTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucEduardo ReisAinda não há avaliações
- Estudo para ProvaDocumento5 páginasEstudo para ProvaRafael MaronezAinda não há avaliações
- Exercicio 5Documento3 páginasExercicio 5Nathália RozaAinda não há avaliações
- Apostila Torno CNCDocumento23 páginasApostila Torno CNCfabioarnobio100% (3)
- Aula Remota 07 - Ciclo de Acabamento - TorneamentoDocumento5 páginasAula Remota 07 - Ciclo de Acabamento - TorneamentoJunior GuedesAinda não há avaliações
- Programacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSDocumento44 páginasProgramacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSRenan RibeiroAinda não há avaliações
- 02 - Caderno de Exercicios MACH 9Documento77 páginas02 - Caderno de Exercicios MACH 9Luiz NogueiraAinda não há avaliações
- TMF Iv 5Documento12 páginasTMF Iv 5Rafael StangeAinda não há avaliações
- Ciclo DesbasteDocumento2 páginasCiclo DesbasteIsaias Zavala ArevaloAinda não há avaliações
- Avc 2023 Maquinas CNCDocumento3 páginasAvc 2023 Maquinas CNCLAinda não há avaliações
- Caderno de Exercicios - CNCDocumento34 páginasCaderno de Exercicios - CNCPedro FrancoAinda não há avaliações
- CNC - Bem ExplicadoDocumento12 páginasCNC - Bem ExplicadoLilian Couto CoutoAinda não há avaliações
- Caderno de Exercícios Do Aluno TORNO CNCDocumento11 páginasCaderno de Exercícios Do Aluno TORNO CNCPaulo de Queiroz100% (1)
- Programa - o Do Comando Mach 9Documento15 páginasPrograma - o Do Comando Mach 9Leandro Luís67% (3)
- Actividades FresadoraDocumento20 páginasActividades FresadoraAldape Robles MtyAinda não há avaliações
- 03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Documento26 páginas03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Henrique ReisAinda não há avaliações
- Ejercicio RoscadoDocumento6 páginasEjercicio RoscadoFelo OnofaAinda não há avaliações
- Aula 3 - 4 Programação CNCDocumento51 páginasAula 3 - 4 Programação CNCTecnologia Manutenção MecânicaAinda não há avaliações
- Caderno de Exercícios Do ProfessorDocumento13 páginasCaderno de Exercícios Do ProfessorAnonymous KuhiFcRKi100% (1)
- Programação CNC Do ParafusoDocumento2 páginasProgramação CNC Do ParafusoNelson L CumbeAinda não há avaliações
- Aula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoDocumento5 páginasAula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoJunior GuedesAinda não há avaliações
- Aula 3 CNC MINICURSO 2021Documento96 páginasAula 3 CNC MINICURSO 2021Kleyphide Pereira da SilvaAinda não há avaliações
- Aula7 - Programação CNC - TorneamentoDocumento28 páginasAula7 - Programação CNC - TorneamentoAdriano MenegonAinda não há avaliações
- Resolvido - 10 11 12 13Documento4 páginasResolvido - 10 11 12 13Etec Rubens de Faria100% (1)
- DDD111Documento1 páginaDDD111Benjamín GuzmánAinda não há avaliações
- 2 - Fanuc - Funções de Interpolação Linerar e CircularDocumento3 páginas2 - Fanuc - Funções de Interpolação Linerar e CircularM&F MaximoAinda não há avaliações
- Obradaprorezasakompenyacijomr TAPDocumento2 páginasObradaprorezasakompenyacijomr TAPggggAinda não há avaliações
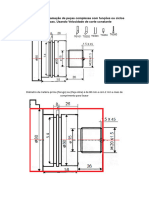
- Exemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasDocumento3 páginasExemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasTecnologia Manutenção MecânicaAinda não há avaliações
- Operações MecânicasDocumento4 páginasOperações Mecânicasjhonnata rodriguesAinda não há avaliações
- Manual-D800-Romi 03Documento20 páginasManual-D800-Romi 03Raul AlayoAinda não há avaliações
- Tecnologia de Controle Numérico Programação CNCDocumento74 páginasTecnologia de Controle Numérico Programação CNCEnoque ReisAinda não há avaliações
- Formativa 1Documento4 páginasFormativa 1mhte1232Ainda não há avaliações
- Exercícios Aluno FanucDocumento35 páginasExercícios Aluno FanucsaltielAinda não há avaliações
- 04 - Aula - CNC3 - Programa CNC Com Compensação de RaioDocumento12 páginas04 - Aula - CNC3 - Programa CNC Com Compensação de RaioHenrique ReisAinda não há avaliações
- TesteDocumento8 páginasTesteWilson R SilvaAinda não há avaliações
- Afiação 58 e CNC 40Documento2 páginasAfiação 58 e CNC 40Alexander LuthorAinda não há avaliações
- Exemplos de Programas em CNCDocumento26 páginasExemplos de Programas em CNCDeon CruzAinda não há avaliações
- Prda Tarea3Documento3 páginasPrda Tarea3Pérez Romero Kevin LeonardoAinda não há avaliações
- Usinagem - CNC-Circular - 20130602004108Documento8 páginasUsinagem - CNC-Circular - 20130602004108LAURO AUGUSTOAinda não há avaliações
- Aula 1 - 2 Programação CNCDocumento90 páginasAula 1 - 2 Programação CNCTecnologia Manutenção MecânicaAinda não há avaliações
- So 3333333333 ApdfDocumento2 páginasSo 3333333333 ApdfBRENO AUGUSTO MATIAS PIMENTAAinda não há avaliações
- p2 FeiDocumento4 páginasp2 FeiGabriel MarianoAinda não há avaliações
- Exercícios de Torno CNC Mach 9Documento8 páginasExercícios de Torno CNC Mach 9Rogerio Medeiros da SilvaAinda não há avaliações
- Atividade 2Documento4 páginasAtividade 2Gustavo PalmasAinda não há avaliações
- Relatorio CNCDocumento8 páginasRelatorio CNCPOSTO FEITORIAAinda não há avaliações
- Aula 2 - Torno CNCDocumento20 páginasAula 2 - Torno CNCVianei Martins de SousaAinda não há avaliações
- Torno CNC - Romi Comando MachDocumento37 páginasTorno CNC - Romi Comando Machjosezumino100% (1)
- 03 Aula CNC3 Inicialização de Programa Torno Romi Rev 1 2023Documento38 páginas03 Aula CNC3 Inicialização de Programa Torno Romi Rev 1 2023Henrique ReisAinda não há avaliações
- DownloadDocumento1 páginaDownloadMarcilio gomesAinda não há avaliações
- Contrato 2023 RNDocumento1 páginaContrato 2023 RNRafael PachecoAinda não há avaliações
- Semanal 3 6 Fev 2023 WebDocumento4 páginasSemanal 3 6 Fev 2023 WebRafael PachecoAinda não há avaliações
- SPE EI G41 Passo A Passo PortfolioDocumento10 páginasSPE EI G41 Passo A Passo PortfolioRafael PachecoAinda não há avaliações
- Semanal 3 6 Fev 2023 WebDocumento4 páginasSemanal 3 6 Fev 2023 WebRafael PachecoAinda não há avaliações
- Contrato de Uso de ImagemDocumento3 páginasContrato de Uso de ImagemAngelica ViannaAinda não há avaliações
- Prompt Book Do Curso - ChatGPT e ChatGPT Plus O Guia CompletoDocumento63 páginasPrompt Book Do Curso - ChatGPT e ChatGPT Plus O Guia Completocassiano.ricardo.francaAinda não há avaliações
- Landing Page Alta ConversãoDocumento3 páginasLanding Page Alta ConversãoGis TroczynskiAinda não há avaliações
- 2825-Texto Do Artigo-17257-1-10-20170410Documento22 páginas2825-Texto Do Artigo-17257-1-10-20170410Takeshi TomobeAinda não há avaliações
- Compensada 60CV-380 PivotDocumento2 páginasCompensada 60CV-380 PivotEric SousaAinda não há avaliações
- Amora Vai À EscolaDocumento9 páginasAmora Vai À EscolaNaiara Francele100% (1)
- Reg b8r76jZgWXDocumento1 páginaReg b8r76jZgWXWagner BarbosaAinda não há avaliações
- Projeto de PesquisaDocumento9 páginasProjeto de PesquisaREINALDO LUCAS KALINOSKI TAVRESAinda não há avaliações
- E Book 10 Dicas para Se Tornar Um Afiliado de SucessoDocumento33 páginasE Book 10 Dicas para Se Tornar Um Afiliado de Sucessomiriam souzaAinda não há avaliações
- Atividade 01 - Documento de ApoioDocumento3 páginasAtividade 01 - Documento de ApoiosofiaAinda não há avaliações
- Regula Men ToDocumento6 páginasRegula Men Tochrystian ramosAinda não há avaliações
- FICHAMENTO de ResumoDocumento3 páginasFICHAMENTO de ResumoGleyson LimaAinda não há avaliações
- Faturamento Mensal: Janeiro Fevereiro Março Abril Maio Junho Julho Agosto Setembro Outubro Novembro DezembroDocumento7 páginasFaturamento Mensal: Janeiro Fevereiro Março Abril Maio Junho Julho Agosto Setembro Outubro Novembro DezembroLucas BarretoAinda não há avaliações
- Aula 03 - Filtros e ConceitosDocumento67 páginasAula 03 - Filtros e ConceitosVivyane MarquesAinda não há avaliações
- Trabalho de Fim Do Curso Actualizado 15.06.20Documento7 páginasTrabalho de Fim Do Curso Actualizado 15.06.20leodiniohihaluaAinda não há avaliações
- Ganho-Logica-Medo (1) .En - PTDocumento4 páginasGanho-Logica-Medo (1) .En - PTFernando SantosAinda não há avaliações
- Arquivo 653cef0b63bccDocumento1 páginaArquivo 653cef0b63bcclukassantoa519Ainda não há avaliações
- 4 5933555228468055296Documento12 páginas4 5933555228468055296Manuel Costa MoreiraAinda não há avaliações
- Ficha de Hospedagem TEMPORARIA DUAS FICHAS EM UM IMPRIMIR ESSADocumento1 páginaFicha de Hospedagem TEMPORARIA DUAS FICHAS EM UM IMPRIMIR ESSAeliane de limaAinda não há avaliações
- 2 - G. Conflito de Terra (Direito Agrario) ) ZDocumento23 páginas2 - G. Conflito de Terra (Direito Agrario) ) ZZünëÿdÿ Jülïäö Dös MüchängäAinda não há avaliações
- Paolo Bacigalupi - Faca de Agua (Oficial)Documento712 páginasPaolo Bacigalupi - Faca de Agua (Oficial)Alexandre José DevoglioAinda não há avaliações
- Anuncios Publicitarios ImpressosDocumento15 páginasAnuncios Publicitarios ImpressosDiegoMaltaAinda não há avaliações
- Boleto PanDocumento1 páginaBoleto PanDeyvison FerreiraAinda não há avaliações
- Ebook Whatsapp UpDocumento54 páginasEbook Whatsapp UpReison TestiAinda não há avaliações
- Apresentação Diagramação e Produção GráficaDocumento25 páginasApresentação Diagramação e Produção GráficaDaniela Marques daniAinda não há avaliações
- ChatDocumento56 páginasChatnobruschriefer2Ainda não há avaliações
- Globaltime Cartao 16-07-2021Documento108 páginasGlobaltime Cartao 16-07-2021Léo MaiaAinda não há avaliações
- Releitura de Giuseppe ArcimboldoDocumento4 páginasReleitura de Giuseppe ArcimboldoAna Paula Schnaider SchnaiderAinda não há avaliações
- Interpretação de Texto (19) ENEMDocumento17 páginasInterpretação de Texto (19) ENEMNatalia MenezesAinda não há avaliações
- Scanners and Videodrome PDFDocumento1 páginaScanners and Videodrome PDFMacheteAinda não há avaliações