Código G Sanzio Pinto Barata RA4374304
Conforme foi pedido todas as cotas foram multiplicadas pelo RA 4374304 desta forma
O final (04) 0 + 4 = 4 multiplicando por todos os valores das cotas obtemos os seguintes valores
30*4 =120 raio de10*4 = 40 40*4=160 chanfros de 5*4=20 35*4=140 40*4=160 50*4=200.
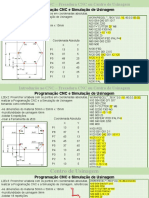
Código de programação: O0001 RA4374304
N10 G17 G90 G40 N20
G53 G00 Z0 H0N30
T0101
N40 S2500 M03 N50
G54 X-20 Y-20N60
G43 H1 D1 Z5N70
G01 Z-5 F800 N80
G41 X0 Y0 N90 X70
N100 G02 X0
N100 G02 X0
N1100 X160
N120 X24
N130 X20 Y140
N140 X200 N150
G01
N160 G40 G00 X-20 Y -20
20
140
R40
sanzio RA4374304 deverar
160
ser usinad na inscrição
140
4374304
120
200
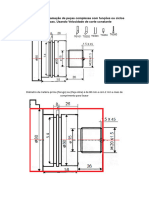
Plano de trabalho x y z RA 4374304 O0001
Programação em coordenadas absolutas N10 G17 G90 G40
Programação em mm
Código G Sanzio Pinto Barata RA4374304
Cancelar compensação do raio da ferramenta
Ativar sistema de referência maquina76 N20 G53 G00 Z0 H0
Afastar eixo z com coordenadas z0 h0
Carregar ferramenta T0101 (fresa de topo D16) N30 T0101
Definir velocidade de rotação do eixo arvore em 2500rpm N40 S2500 M03
Ligar rotação do eixo arvore em sentido horário
Ativar sistema de referência zero peça N50 G54 X-20 Y-20
Aproximar eixos da peça com coordenadas x-20 y-20
Código G Sanzio Pinto Barata RA4374304
Ativar compensação da altura da ferramenta (h1 d1) N60 G43 H1 D1 Z5
Aproximar eixo z da peça com coordenadas z5
Descer ferramenta até z-2 com avanço controlado de 800 mm/min N70 G01 Z-5 F800
Ativar compensação do raio da ferramenta e N80 G41 X0 Y0
Coordenadas de contorno da peça N90 X70 N100
G02 X0
Y210R70
Ao finalizar o contorno cancelar compensação do raio da ferramenta
N1100 X245
N120 X245 N130
X35 Y245N140
X350
N150 G01 X0
N160 G40 G00 X-20 Y -20
Você também pode gostar
- Tabelas Com Indices de Montagem EletromecânicaDocumento26 páginasTabelas Com Indices de Montagem EletromecânicaAntonioMarcosBrunellideAraújo87% (15)
- AVI - Ferramentas Da QualidadeDocumento5 páginasAVI - Ferramentas Da QualidadeLAinda não há avaliações
- CNC - Bem ExplicadoDocumento12 páginasCNC - Bem ExplicadoLilian Couto CoutoAinda não há avaliações
- Fresadora ISODocumento22 páginasFresadora ISOAmérico Costa100% (1)
- As Considerações de GUIDO BONATUS - para MariliaDocumento48 páginasAs Considerações de GUIDO BONATUS - para MariliaMarilia Lacerda Guimarães100% (1)
- Exercícios de Torno CNCDocumento22 páginasExercícios de Torno CNCdiego juan dos santos100% (1)
- Programa - o Do Comando Mach 9Documento15 páginasPrograma - o Do Comando Mach 9Leandro Luís67% (3)
- Estudo e Pratica Da Mediunidade - IIDocumento248 páginasEstudo e Pratica Da Mediunidade - IIJulia Duque100% (1)
- Resolvido - 10 11 12 13Documento4 páginasResolvido - 10 11 12 13Etec Rubens de Faria100% (1)
- Controladores MetalfrioDocumento11 páginasControladores MetalfrioWillhams Tavares73% (11)
- WinNC Fanuc 21M Apostila de Treinamento PDFDocumento18 páginasWinNC Fanuc 21M Apostila de Treinamento PDFProfessor Aires, Jeferson Fernando PereiraAinda não há avaliações
- Programacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSDocumento44 páginasProgramacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSRenan RibeiroAinda não há avaliações
- Aula7 - Programação CNC - TorneamentoDocumento28 páginasAula7 - Programação CNC - TorneamentoAdriano MenegonAinda não há avaliações
- Fundações 1 - Problemas Especiais em Fundações ProfundasDocumento21 páginasFundações 1 - Problemas Especiais em Fundações ProfundasRhuan SantanaAinda não há avaliações
- PROGRAMADOR (Apresentação Fanuc)Documento136 páginasPROGRAMADOR (Apresentação Fanuc)Cnc Page100% (2)
- Guia Prático de Programação CNC Masc 9Documento87 páginasGuia Prático de Programação CNC Masc 9zanon02Ainda não há avaliações
- Experimento 5Documento11 páginasExperimento 5JoanaAinda não há avaliações
- Tecnologia de Controle Numérico Programação CNCDocumento74 páginasTecnologia de Controle Numérico Programação CNCEnoque ReisAinda não há avaliações
- Manual de Programação e Operação Siemens 802D SL Serie SKT KitDocumento32 páginasManual de Programação e Operação Siemens 802D SL Serie SKT KitLuiz Vicente Neto100% (1)
- Exercicio 5Documento3 páginasExercicio 5Nathália RozaAinda não há avaliações
- Exercicio 8.5 - Rafael PachecoDocumento6 páginasExercicio 8.5 - Rafael PachecoRafael PachecoAinda não há avaliações
- Apostila Torno CNCDocumento23 páginasApostila Torno CNCfabioarnobio100% (3)
- INTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucDocumento50 páginasINTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucEduardo ReisAinda não há avaliações
- Maquinagem Fresadora BoxfordDocumento24 páginasMaquinagem Fresadora BoxfordMARSILFERAinda não há avaliações
- 02 - Caderno de Exercicios MACH 9Documento77 páginas02 - Caderno de Exercicios MACH 9Luiz NogueiraAinda não há avaliações
- Estudo para ProvaDocumento5 páginasEstudo para ProvaRafael MaronezAinda não há avaliações
- Actividades FresadoraDocumento20 páginasActividades FresadoraAldape Robles MtyAinda não há avaliações
- DDD111Documento1 páginaDDD111Benjamín GuzmánAinda não há avaliações
- TMF Iv 5Documento12 páginasTMF Iv 5Rafael StangeAinda não há avaliações
- CNC ExerciciosDocumento6 páginasCNC ExerciciosMário Sérgio da SilvaAinda não há avaliações
- 2 - Fanuc - Funções de Interpolação Linerar e CircularDocumento3 páginas2 - Fanuc - Funções de Interpolação Linerar e CircularM&F MaximoAinda não há avaliações
- Aula 3 - 4 Programação CNCDocumento51 páginasAula 3 - 4 Programação CNCTecnologia Manutenção MecânicaAinda não há avaliações
- Programa 12 CarcaçaDocumento3 páginasPrograma 12 CarcaçaIsrael DieguêzAinda não há avaliações
- Aula 3 CNC MINICURSO 2021Documento96 páginasAula 3 CNC MINICURSO 2021Kleyphide Pereira da SilvaAinda não há avaliações
- Aula 2 - Torno CNCDocumento20 páginasAula 2 - Torno CNCVianei Martins de SousaAinda não há avaliações
- Ciclo DesbasteDocumento2 páginasCiclo DesbasteIsaias Zavala ArevaloAinda não há avaliações
- Tutorial Programação Centro de UsinagemDocumento61 páginasTutorial Programação Centro de UsinagemFelipe VilaniAinda não há avaliações
- 03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Documento26 páginas03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Henrique ReisAinda não há avaliações
- Aula Remota 07 - Ciclo de Acabamento - TorneamentoDocumento5 páginasAula Remota 07 - Ciclo de Acabamento - TorneamentoJunior GuedesAinda não há avaliações
- Caderno de Exercicios - CNCDocumento34 páginasCaderno de Exercicios - CNCPedro FrancoAinda não há avaliações
- Programacao CNCDocumento35 páginasProgramacao CNCpeixepeixepeixe1Ainda não há avaliações
- Catalogo RealmaqqqDocumento15 páginasCatalogo Realmaqqqzacarias e filhosAinda não há avaliações
- Aula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoDocumento5 páginasAula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoJunior GuedesAinda não há avaliações
- Operações MecânicasDocumento4 páginasOperações Mecânicasjhonnata rodriguesAinda não há avaliações
- Ejercicio RoscadoDocumento6 páginasEjercicio RoscadoFelo OnofaAinda não há avaliações
- Estudo Prumada Com Chuveiro Ùnico Obra 252-YT-SERRINHA - R01cDocumento1 páginaEstudo Prumada Com Chuveiro Ùnico Obra 252-YT-SERRINHA - R01cTiago Pedroso FonsecaAinda não há avaliações
- Usinagem - CNC-Circular - 20130602004108Documento8 páginasUsinagem - CNC-Circular - 20130602004108LAURO AUGUSTOAinda não há avaliações
- Exemplos de Programas em CNCDocumento26 páginasExemplos de Programas em CNCDeon CruzAinda não há avaliações
- TesteDocumento8 páginasTesteWilson R SilvaAinda não há avaliações
- Programação em Máquinas CNCDocumento45 páginasProgramação em Máquinas CNCvanio_souzaAinda não há avaliações
- WinNC Fanuc21T Apostila de Treinamento SimuladorDocumento16 páginasWinNC Fanuc21T Apostila de Treinamento SimuladorLuiz NogueiraAinda não há avaliações
- Calcul Rigle de CuplareDocumento1 páginaCalcul Rigle de CuplareBogdan FocsaneanuAinda não há avaliações
- Exemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasDocumento3 páginasExemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasTecnologia Manutenção MecânicaAinda não há avaliações
- So 3333333333 ApdfDocumento2 páginasSo 3333333333 ApdfBRENO AUGUSTO MATIAS PIMENTAAinda não há avaliações
- Aula 1 - 2 Programação CNCDocumento90 páginasAula 1 - 2 Programação CNCTecnologia Manutenção MecânicaAinda não há avaliações
- ITM Catalogo Construção (2) - 10-11Documento2 páginasITM Catalogo Construção (2) - 10-11Marcos HenriqueAinda não há avaliações
- Examen Parcial 2 PDFDocumento10 páginasExamen Parcial 2 PDFFABIÁN DIAZAinda não há avaliações
- Programação CNC Do ParafusoDocumento2 páginasProgramação CNC Do ParafusoNelson L CumbeAinda não há avaliações
- Exercícios Aluno FanucDocumento35 páginasExercícios Aluno FanucsaltielAinda não há avaliações
- AVC CartografiaDocumento3 páginasAVC CartografiaLAinda não há avaliações
- AVC Balanço de Massas e Energia AVIDocumento4 páginasAVC Balanço de Massas e Energia AVILAinda não há avaliações
- AVC - Engenharia de TransportesDocumento5 páginasAVC - Engenharia de TransportesLAinda não há avaliações
- AVI Projeto Auxiliado Por CompDocumento2 páginasAVI Projeto Auxiliado Por CompLAinda não há avaliações
- AVI Cálculo Numérico - EADDocumento2 páginasAVI Cálculo Numérico - EADLAinda não há avaliações
- Pericia de EmpreendimentoDocumento3 páginasPericia de EmpreendimentoLAinda não há avaliações
- Abordagens SocioantropológicasDocumento3 páginasAbordagens SocioantropológicasLAinda não há avaliações
- Automação de SistemasDocumento4 páginasAutomação de SistemasLAinda não há avaliações
- MetodologiaDocumento3 páginasMetodologiaLAinda não há avaliações
- Avaliações de BensDocumento3 páginasAvaliações de BensLAinda não há avaliações
- Avaliação - Avaliação Pericial de Máquinas, Equipamentos e Instalações IndustriaisDocumento3 páginasAvaliação - Avaliação Pericial de Máquinas, Equipamentos e Instalações IndustriaisLAinda não há avaliações
- Avaliação - Avaliação Pericial Dos Recursos Naturais e Ambientais 7.0Documento3 páginasAvaliação - Avaliação Pericial Dos Recursos Naturais e Ambientais 7.0LAinda não há avaliações
- Lista 1Documento1 páginaLista 1Edson BritoAinda não há avaliações
- Uso de Sensores Kinect® Na Reconstrução Estereoscópica de Imagens Com ProfundidadeDocumento115 páginasUso de Sensores Kinect® Na Reconstrução Estereoscópica de Imagens Com ProfundidadeMaikon Lucian LenzAinda não há avaliações
- Saponificação Docx-4Documento8 páginasSaponificação Docx-4Alice SayuriAinda não há avaliações
- Min Agric Agrotóxicos Ingred Ativos e FamíliasDocumento134 páginasMin Agric Agrotóxicos Ingred Ativos e FamíliasdigoneiAinda não há avaliações
- Análise de Viabildiade Do Emrpego de Lama Abrasiva de Marmoraria em Argamassa de RevestimentoDocumento15 páginasAnálise de Viabildiade Do Emrpego de Lama Abrasiva de Marmoraria em Argamassa de RevestimentoThiago BarradasAinda não há avaliações
- Klee o Clérigo de Nimb TormentaRPGDocumento6 páginasKlee o Clérigo de Nimb TormentaRPGPedro Costa100% (1)
- Relatório 5 - Determinação de Glicose Pelo Método Da Glicose-OxidaseDocumento6 páginasRelatório 5 - Determinação de Glicose Pelo Método Da Glicose-OxidaseAna CamilaAinda não há avaliações
- Foco Auxiliar - AsclepiosDocumento46 páginasFoco Auxiliar - AsclepiosBrunoAinda não há avaliações
- Eletricidade Geral Pratica 72 - 101111 PDFDocumento265 páginasEletricidade Geral Pratica 72 - 101111 PDFvaldir_dos_santos100% (2)
- 1 Lista de ExercíciosDocumento9 páginas1 Lista de ExercíciosDanilo Cp0% (1)
- A Astronomia em Portugal No Século XviiiDocumento120 páginasA Astronomia em Portugal No Século XviiiWendell MonteiroAinda não há avaliações
- 01 - Aula Alginatos 2015Documento12 páginas01 - Aula Alginatos 2015Railson FreitasAinda não há avaliações
- Relatório Transf. de CalorDocumento8 páginasRelatório Transf. de CalorNatali Alcântara BrandãoAinda não há avaliações
- Materiais Odontológicos AlginatoDocumento42 páginasMateriais Odontológicos AlginatoCléssia PedrogaAinda não há avaliações
- Ficha de Teorias e Exercícios Elétrostática Do EliteDocumento25 páginasFicha de Teorias e Exercícios Elétrostática Do ElitelagostinhaAinda não há avaliações
- QuiV249 92Documento26 páginasQuiV249 92Bruno Henrique ArmanelliAinda não há avaliações
- FIORIN, J.L., Introdução À Linguistica.Documento4 páginasFIORIN, J.L., Introdução À Linguistica.Jéssica Campêlo75% (4)
- Portaria 53-71Documento55 páginasPortaria 53-7119830524Ainda não há avaliações
- Planejamento Experimento TaguchiDocumento16 páginasPlanejamento Experimento TaguchiJefersonCorreiaAinda não há avaliações
- Moto Bomba SB 1000 CDocumento4 páginasMoto Bomba SB 1000 CDario Cutolo ManginiAinda não há avaliações
- Cores Padrão ValeDocumento117 páginasCores Padrão Valegleidsongp182Ainda não há avaliações
- ManualSecador100a200Litros PDFDocumento8 páginasManualSecador100a200Litros PDFtonnytoonsAinda não há avaliações
- AULA 3 - Definições de Velocidade e FluxoDocumento4 páginasAULA 3 - Definições de Velocidade e FluxoNazareno BragaAinda não há avaliações