Você também pode gostar
- Relatorio CNCDocumento8 páginasRelatorio CNCPOSTO FEITORIAAinda não há avaliações
- Implementando Um Inversor De Frequência Com Dspic Escalar Programado No Dspic30f E Mikroc Com Driver Para Motor De Até 3 CvNo EverandImplementando Um Inversor De Frequência Com Dspic Escalar Programado No Dspic30f E Mikroc Com Driver Para Motor De Até 3 CvAinda não há avaliações
- Trabalho - de - Pesquisa Nova Versão PDFDocumento30 páginasTrabalho - de - Pesquisa Nova Versão PDFSérgioGóisAinda não há avaliações
- Precificação: Precificar Serviços e Empreitadas em EngenhariaNo EverandPrecificação: Precificar Serviços e Empreitadas em EngenhariaAinda não há avaliações
- Relatório CNC 1 (2516)Documento46 páginasRelatório CNC 1 (2516)Rafael Marques FerreiraAinda não há avaliações
- Atividade 2 - Processos de Fabricação Mecânica e Metrologia - 53 2023Documento4 páginasAtividade 2 - Processos de Fabricação Mecânica e Metrologia - 53 2023Fabio GuimaraesAinda não há avaliações
- Torno CNC - Romi Comando MachDocumento37 páginasTorno CNC - Romi Comando Machjosezumino100% (1)
- CTH-000021223 - Manutenção Condicional Dos Acionamentos de Translação Do CN02ADocumento5 páginasCTH-000021223 - Manutenção Condicional Dos Acionamentos de Translação Do CN02ALucianalafelAinda não há avaliações
- CTH-000021209 - Manutenção Condicional Dos Acionamentos de Translação Do CN01ADocumento5 páginasCTH-000021209 - Manutenção Condicional Dos Acionamentos de Translação Do CN01ALucianalafelAinda não há avaliações
- Relatório UsinagemDocumento12 páginasRelatório UsinagemIsabela RodriguesAinda não há avaliações
- Máquinas Com CNC - Introdução À Tecnologia (2022)Documento19 páginasMáquinas Com CNC - Introdução À Tecnologia (2022)Thiago AfonsoAinda não há avaliações
- Caderno de Exercicios - CNCDocumento34 páginasCaderno de Exercicios - CNCPedro FrancoAinda não há avaliações
- Conem2012 1476Documento9 páginasConem2012 1476RobsonAinda não há avaliações
- PM Prova Modelo PTDocumento3 páginasPM Prova Modelo PTGonçaloAinda não há avaliações
- Máquinas CNC A - Avaliação 2Documento3 páginasMáquinas CNC A - Avaliação 2Fábio PneuAinda não há avaliações
- Marco Antonio Queiros RodriguesDocumento128 páginasMarco Antonio Queiros RodriguesMick MaweleleAinda não há avaliações
- Atividade 3Documento4 páginasAtividade 3Tairone Rodrigues Medeiros De SouzaAinda não há avaliações
- Solicitação de Informação TécnicaDocumento30 páginasSolicitação de Informação TécnicaMARIOAinda não há avaliações
- Especificação Técnica E Funcional Seladora Continua Automática Frd-1000Lw TAG: SELD0004Documento13 páginasEspecificação Técnica E Funcional Seladora Continua Automática Frd-1000Lw TAG: SELD0004DEFAULT -XAinda não há avaliações
- Maquinagem Fresadora BoxfordDocumento24 páginasMaquinagem Fresadora BoxfordMARSILFERAinda não há avaliações
- 1-Programação CNC - TeoriaDocumento91 páginas1-Programação CNC - Teoriafelipe figueiredoAinda não há avaliações
- p2 FeiDocumento4 páginasp2 FeiGabriel MarianoAinda não há avaliações
- Bit-005-22 - Cadeiras Enviadas Sem Capa Do FusoDocumento4 páginasBit-005-22 - Cadeiras Enviadas Sem Capa Do FusoMarcoAinda não há avaliações
- Manual Pratico de Programação e Processo de UsinagemDocumento24 páginasManual Pratico de Programação e Processo de UsinagematilapaixaoAinda não há avaliações
- Conector Farol Trabalho PDFDocumento2 páginasConector Farol Trabalho PDFRegiane Alves FerreiraAinda não há avaliações
- Ciclo Fixos de UsinagemDocumento13 páginasCiclo Fixos de UsinagemAlessandro CaetanoAinda não há avaliações
- PBL - Adryan, Jonas e MagnoDocumento6 páginasPBL - Adryan, Jonas e Magnoadryan rodriguesAinda não há avaliações
- ABCDocumento7 páginasABCLuis SousaAinda não há avaliações
- Proposta Endiservice-035-2022 PDFDocumento6 páginasProposta Endiservice-035-2022 PDFALESSANDRO PONTES DE OLIVEIRAAinda não há avaliações
- Modelo de Relatório TécnicoDocumento9 páginasModelo de Relatório Técnicosamuel.gauerAinda não há avaliações
- Projeto Luminotécnico - Quadra de Tênis Nível IIDocumento13 páginasProjeto Luminotécnico - Quadra de Tênis Nível IIRaphaelAinda não há avaliações
- Instituto Tecnológico AssessoritecDocumento8 páginasInstituto Tecnológico AssessoritecBruno SiqueiraAinda não há avaliações
- MIT 163002 - Avaliação Técnica de Empreiteiras - 27082018Documento73 páginasMIT 163002 - Avaliação Técnica de Empreiteiras - 27082018BiximMocadoAinda não há avaliações
- Guilhotina Newton GHN 3006Documento9 páginasGuilhotina Newton GHN 3006Guilherme FróesAinda não há avaliações
- 03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Documento26 páginas03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Henrique ReisAinda não há avaliações
- Atividade 6 SA2 PresencialDocumento6 páginasAtividade 6 SA2 Presencialvinicius mdsAinda não há avaliações
- Cpu SoldaDocumento14 páginasCpu SoldaOtávio HenriqueAinda não há avaliações
- Relatório Usinagem Tec III - Prática 3Documento13 páginasRelatório Usinagem Tec III - Prática 3Samuel MonteiroAinda não há avaliações
- Simulado Fresado CNC Grupo #2 TECNICASDocumento3 páginasSimulado Fresado CNC Grupo #2 TECNICASJorge Alberto Moran SilvaAinda não há avaliações
- So 3333333333 ApdfDocumento2 páginasSo 3333333333 ApdfBRENO AUGUSTO MATIAS PIMENTAAinda não há avaliações
- Relatório Técnico - Manut - Prev - Anual - Cab - Primária - PRISMATIC - 2021Documento22 páginasRelatório Técnico - Manut - Prev - Anual - Cab - Primária - PRISMATIC - 2021EDUARDOAinda não há avaliações
- Et-3000.00-5520-850-Pci-002 - Funções Do Módulo de Operação e Supervisão Da EcosDocumento56 páginasEt-3000.00-5520-850-Pci-002 - Funções Do Módulo de Operação e Supervisão Da EcosAzariasAinda não há avaliações
- Roteiro Montagem PCI PDFDocumento9 páginasRoteiro Montagem PCI PDFMarcelo PriebeAinda não há avaliações
- Laudo Instalaçâo Munck - Roi8h83Documento10 páginasLaudo Instalaçâo Munck - Roi8h83alana rodriguesAinda não há avaliações
- Caderno de Exercícios Do ProfessorDocumento13 páginasCaderno de Exercícios Do ProfessorAnonymous KuhiFcRKi100% (1)
- Trabalho Oficina Mecânica - Grupo 1Documento14 páginasTrabalho Oficina Mecânica - Grupo 1José AnaniasAinda não há avaliações
- 3 - T46205A - Manual de Programação e OperaçãoDocumento162 páginas3 - T46205A - Manual de Programação e Operaçãomarcos alvesAinda não há avaliações
- CNC ExerciciosDocumento6 páginasCNC ExerciciosRogerio Medeiros da SilvaAinda não há avaliações
- Apostila CNC - André PimentelDocumento141 páginasApostila CNC - André PimentelodairpedrosaAinda não há avaliações
- 1587-12-22.15 Rev02 - Infracon - SES DivinópolisDocumento20 páginas1587-12-22.15 Rev02 - Infracon - SES DivinópolisorcamentoAinda não há avaliações
- Estudo para ProvaDocumento5 páginasEstudo para ProvaRafael MaronezAinda não há avaliações
- Certificado Fiemg - Padrão - 100TDocumento3 páginasCertificado Fiemg - Padrão - 100TRulliam VidigalAinda não há avaliações
- Programa - o Do Comando Mach 9Documento15 páginasPrograma - o Do Comando Mach 9Leandro Luís67% (3)
- 7.2 Exemplo Prático - Sistema DualistaDocumento9 páginas7.2 Exemplo Prático - Sistema DualistaMateus FigueiredoAinda não há avaliações
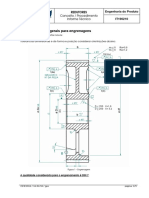
- IT190210 - r2 (Tolerancias Gerais para Engrenagens) PDFDocumento5 páginasIT190210 - r2 (Tolerancias Gerais para Engrenagens) PDFozéias salvino cardosoAinda não há avaliações
- 02 - Caderno de Exercicios MACH 9Documento77 páginas02 - Caderno de Exercicios MACH 9Luiz NogueiraAinda não há avaliações
- M4 Cat Can PteDocumento2 páginasM4 Cat Can PteJorge MatheusAinda não há avaliações
- Catálogo Nivella 385 I2302400004 - DDocumento42 páginasCatálogo Nivella 385 I2302400004 - DJorge LuizAinda não há avaliações
- Atividade ProgramaçãoDocumento2 páginasAtividade ProgramaçãoEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Aplicação Do Lean Na Área de Ajustagem AtualizadoDocumento33 páginasAplicação Do Lean Na Área de Ajustagem AtualizadoEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Atividade ProgramaçãoDocumento2 páginasAtividade ProgramaçãoEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Trabalho ChavosoDocumento29 páginasTrabalho ChavosoEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Marketing BJDocumento7 páginasMarketing BJEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Marketing BJDocumento7 páginasMarketing BJEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Mauro Augusto de Oliveira Daleprane - QuestonárioDocumento2 páginasMauro Augusto de Oliveira Daleprane - QuestonárioEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Lista Excel PDFDocumento4 páginasLista Excel PDFJosé FerreiraAinda não há avaliações
- Atividade ProgramaçãoDocumento2 páginasAtividade ProgramaçãoEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Projetos Elétricos PrediaisDocumento12 páginasProjetos Elétricos PrediaisEVELYN COLARES CAMPANHOLEAinda não há avaliações
- DANONEDocumento24 páginasDANONEEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Objetiv oDocumento1 páginaObjetiv oEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Pasta 1Documento4 páginasPasta 1EVELYN COLARES CAMPANHOLEAinda não há avaliações
- Lista Excel PDFDocumento4 páginasLista Excel PDFJosé FerreiraAinda não há avaliações
- Trabalin de CriaDocumento3 páginasTrabalin de CriaEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Lista Excel PDFDocumento4 páginasLista Excel PDFJosé FerreiraAinda não há avaliações
- Modelo 2022 para Memorial DescritivoDocumento7 páginasModelo 2022 para Memorial DescritivoEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Atividade 2022Documento1 páginaAtividade 2022EVELYN COLARES CAMPANHOLEAinda não há avaliações
- Lista Excel PDFDocumento4 páginasLista Excel PDFJosé FerreiraAinda não há avaliações
- Lista Excel PDFDocumento4 páginasLista Excel PDFJosé FerreiraAinda não há avaliações
- PerguntasDocumento1 páginaPerguntasEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Lira BoyDocumento3 páginasLira BoyEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Pasta de Trabalho 2Documento2 páginasPasta de Trabalho 2EVELYN COLARES CAMPANHOLEAinda não há avaliações
- Roteiro LaraDocumento1 páginaRoteiro LaraEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Projeto Integrador MMI-22 GP 1Documento15 páginasProjeto Integrador MMI-22 GP 1EVELYN COLARES CAMPANHOLEAinda não há avaliações
- Tipos de SensoresDocumento3 páginasTipos de SensoresEVELYN COLARES CAMPANHOLEAinda não há avaliações
- Informática AplicadaDocumento108 páginasInformática Aplicadaperito.veritasAinda não há avaliações
- Resolvendo Difuldades Na Conexão Ethernet de Seu AlarmeDocumento5 páginasResolvendo Difuldades Na Conexão Ethernet de Seu AlarmeDavidde OBAinda não há avaliações
- 60531-354972apostila MatemAtica Financeira Com HP12C Profa. Fabiana Witt EADDocumento21 páginas60531-354972apostila MatemAtica Financeira Com HP12C Profa. Fabiana Witt EADgabbo FernandesAinda não há avaliações
- Manual - Main PowerDocumento8 páginasManual - Main PowersmftecAinda não há avaliações
- Universidade Veiga de Almeida Curso de Jornalismo: Uma Grande Reportagem Multimídia (GRM)Documento39 páginasUniversidade Veiga de Almeida Curso de Jornalismo: Uma Grande Reportagem Multimídia (GRM)api-676772816Ainda não há avaliações
- Engenharia De: SoftwareDocumento13 páginasEngenharia De: SoftwareJulia SenaAinda não há avaliações
- RobertoGodoi-2021 AssociacaoDocumento8 páginasRobertoGodoi-2021 AssociacaoRoberto GodoyAinda não há avaliações
- Prova Monsenhor Gil - PiauíDocumento10 páginasProva Monsenhor Gil - PiauíMonize GóisAinda não há avaliações
- Semafaros em PascalfcDocumento13 páginasSemafaros em PascalfcVanderleia CeruttiAinda não há avaliações
- Alarm & StatusDocumento21 páginasAlarm & StatusBruno TobiasAinda não há avaliações
- Aula 3 - Conceitos BásicosDocumento21 páginasAula 3 - Conceitos BásicosLucas SilvaAinda não há avaliações
- Ticketdirect 1Documento3 páginasTicketdirect 1Taylor RobyAinda não há avaliações
- Aço Forte 02-08Documento15 páginasAço Forte 02-08Evandro ColnagoAinda não há avaliações
- Codificação de DadosDocumento14 páginasCodificação de DadosEdmilson VeigaAinda não há avaliações
- 22 Passos Simples para Melhorar Os Travamentdos No FL Studio 1Documento23 páginas22 Passos Simples para Melhorar Os Travamentdos No FL Studio 1Gabriel RamosAinda não há avaliações
- Ebook Cálculo Luminotécnico Método SimplificadoDocumento20 páginasEbook Cálculo Luminotécnico Método SimplificadoRui Ferreira100% (1)
- Atalhos Do CorelDrawDocumento3 páginasAtalhos Do CorelDrawricardomantovaniAinda não há avaliações
- Aplicações Física Moderna - Computação QuânticaDocumento25 páginasAplicações Física Moderna - Computação QuânticaYan AlefAinda não há avaliações
- Protocolo DeviceNetDocumento30 páginasProtocolo DeviceNetlorentz franklinAinda não há avaliações
- E-Book Introdução Às Tecnologias de Informação e ComunicaçãoDocumento174 páginasE-Book Introdução Às Tecnologias de Informação e ComunicaçãoJakson PiedadeAinda não há avaliações
- Assessment de Análise de Dados 1Documento17 páginasAssessment de Análise de Dados 1Márcio Martins da Silva100% (2)
- Roteiro de Aula Prática 02 - Teste de Materiais Equipamentos Utilizados em Comandos ElétricosDocumento3 páginasRoteiro de Aula Prática 02 - Teste de Materiais Equipamentos Utilizados em Comandos ElétricosmariaAinda não há avaliações
- ProfiHub Plus - Data Sheet Rev15-3!0!46Documento5 páginasProfiHub Plus - Data Sheet Rev15-3!0!46Thalita Marcondes MagaldiAinda não há avaliações
- OBR2015 Gabarito Nivel3Documento12 páginasOBR2015 Gabarito Nivel3caio henriqueAinda não há avaliações
- Edital 02 2023 Processoseletivo Alunoespecial 2023 2.docx 2 0Documento15 páginasEdital 02 2023 Processoseletivo Alunoespecial 2023 2.docx 2 0Rodrigo CerqueiraAinda não há avaliações
- Top 10 Tecnologias de BackendDocumento14 páginasTop 10 Tecnologias de BackendWELLINGTON LUIZ SAVIOLIAinda não há avaliações
- Seminário 5G-Conceitos Básicos-V1-Rev3Documento88 páginasSeminário 5G-Conceitos Básicos-V1-Rev3Joseph NsongoAinda não há avaliações
- Apost - Questões Da HelpDocumento1.387 páginasApost - Questões Da HelpMatheus Rodrigues VieiraAinda não há avaliações
- Livro de Administração de Sistemas de InformaçãoDocumento150 páginasLivro de Administração de Sistemas de InformaçãoCaroline FirminoAinda não há avaliações
- Cap03 PortasLógicas e ExpressõesBooleanasDocumento25 páginasCap03 PortasLógicas e ExpressõesBooleanasJeronhaAinda não há avaliações