Você também pode gostar
- Introdução aos processos de fabricação de produtos metálicosNo EverandIntrodução aos processos de fabricação de produtos metálicosNota: 5 de 5 estrelas5/5 (1)
- Torno Centur 30 S ROMIDocumento64 páginasTorno Centur 30 S ROMIRenato0% (1)
- Peças de Reposição A25Documento181 páginasPeças de Reposição A25IvanJunior100% (1)
- Funções PREPARATÓRIAS CNCDocumento58 páginasFunções PREPARATÓRIAS CNCJeverson Zavatti100% (1)
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LAinda não há avaliações
- Catálogo Turbomaq 125 - IiiDocumento26 páginasCatálogo Turbomaq 125 - IiiCassiano SilvaAinda não há avaliações
- CNC Programao Fanuc DenfordDocumento23 páginasCNC Programao Fanuc DenfordRobertodeOLiveiraAinda não há avaliações
- MAC - CAM - Aula 01 XDocumento17 páginasMAC - CAM - Aula 01 XRicardo DiasAinda não há avaliações
- Aulas 02 - CNC - Introdução Às Funções GDocumento33 páginasAulas 02 - CNC - Introdução Às Funções GLuis OmenaAinda não há avaliações
- Manual de Torno 01 - 08 - 2013Documento85 páginasManual de Torno 01 - 08 - 2013Jair Aguiar100% (1)
- Apostila de Treinamento FANUCDocumento32 páginasApostila de Treinamento FANUCMaria Vianna100% (1)
- Programador e Operador de Torno A CNC - FudamentosDocumento58 páginasProgramador e Operador de Torno A CNC - FudamentosLuiz Cezario0% (1)
- Ferramentas (Tipos e Aplicações)Documento23 páginasFerramentas (Tipos e Aplicações)victorAinda não há avaliações
- Fdocumentos - Tips Apostila de Torno CNC Senai BrasDocumento98 páginasFdocumentos - Tips Apostila de Torno CNC Senai BrasCristhian HonoratoAinda não há avaliações
- Avaliação - CENTRO CNC 2011 - para Os Alunos para o CAIDocumento5 páginasAvaliação - CENTRO CNC 2011 - para Os Alunos para o CAIDabynael ChinaquiAinda não há avaliações
- Fagor 55 ProgDocumento41 páginasFagor 55 ProgErasmo AmorimAinda não há avaliações
- Apostila Sinutrain TorneamentoDocumento762 páginasApostila Sinutrain TorneamentoAnderson FerreiraAinda não há avaliações
- VekerDocumento10 páginasVekerFabio BarrosoAinda não há avaliações
- Alargadores PDFDocumento13 páginasAlargadores PDFAlcione GalvãoAinda não há avaliações
- CNC - Comando Numérico ComputadorizadoDocumento208 páginasCNC - Comando Numérico ComputadorizadoLucas TanjoniAinda não há avaliações
- Manual de Programação de TornoDocumento41 páginasManual de Programação de TornoAri Ercilio Farias FereirraAinda não há avaliações
- Identificacao ISO Das Pastilhas Ou InsertosDocumento20 páginasIdentificacao ISO Das Pastilhas Ou InsertosWellington Ghezzi100% (1)
- Programação Manual de Centro de Usinagem CNCDocumento65 páginasProgramação Manual de Centro de Usinagem CNCMarcio Rodrigo Balmont100% (1)
- Apostila de Centro de Usin CNC 300 Pags Dez 09Documento300 páginasApostila de Centro de Usin CNC 300 Pags Dez 09Marcio CoelhoAinda não há avaliações
- Operação de Máquina de Corte A LaserDocumento29 páginasOperação de Máquina de Corte A LaserwkeysiAinda não há avaliações
- Artigo UsinagemDocumento8 páginasArtigo UsinagemRenan Coswosk da SilvaAinda não há avaliações
- Exemplos de Programas ParamétricosDocumento9 páginasExemplos de Programas ParamétricosVagner Aux CadAinda não há avaliações
- SINUMERIK 808D - FresagemDocumento110 páginasSINUMERIK 808D - FresagemRogério FernandoAinda não há avaliações
- Projeto Mecatrônica Subsequente Atual Varginha 2015-15-03Documento119 páginasProjeto Mecatrônica Subsequente Atual Varginha 2015-15-03RenatoAinda não há avaliações
- Apostila Curso CNCDocumento108 páginasApostila Curso CNCGerson FreibergerAinda não há avaliações
- Apostila de Programação Fanuc21mbDocumento104 páginasApostila de Programação Fanuc21mbCláudio BarretosAinda não há avaliações
- Codigos CNCDocumento5 páginasCodigos CNCNicolly MartinsAinda não há avaliações
- 96-0228 Portuguese MillDocumento236 páginas96-0228 Portuguese Millbruno buinAinda não há avaliações
- Medição de RoscasDocumento10 páginasMedição de RoscasUILSONJRAinda não há avaliações
- Currículo 01Documento3 páginasCurrículo 01Rafael Rodrigues100% (1)
- Mandrilamento PDFDocumento6 páginasMandrilamento PDFMaria Júlia XavierAinda não há avaliações
- Apostila de Fresamento Completa - Revisão 1Documento173 páginasApostila de Fresamento Completa - Revisão 1Wesley FernandesAinda não há avaliações
- FRESAMENTODocumento61 páginasFRESAMENTOchiodi26Ainda não há avaliações
- 047 Prog e Op. de Centro de Usinagem C.N.C. Skybull 750 - FANUC 0i-MC 15...Documento159 páginas047 Prog e Op. de Centro de Usinagem C.N.C. Skybull 750 - FANUC 0i-MC 15...Mário Sérgio da SilvaAinda não há avaliações
- Aula 03 - Parâmetros de UsinagemDocumento22 páginasAula 03 - Parâmetros de UsinagemJuan Alves100% (1)
- Ferramentas de CorteDocumento50 páginasFerramentas de CortejonathasAinda não há avaliações
- Manual de Programação ISODocumento86 páginasManual de Programação ISOEverton FernandesAinda não há avaliações
- Torneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Documento26 páginasTorneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Árlei Huebra Póvoa100% (1)
- Aula Torno - CNCDocumento107 páginasAula Torno - CNCGuilherme Xavier100% (2)
- CNC (Constituição de Uma Máquina Ferramenta CNC)Documento15 páginasCNC (Constituição de Uma Máquina Ferramenta CNC)cjjesus100% (1)
- CNC (Teste Diagnóstico)Documento11 páginasCNC (Teste Diagnóstico)cjjesusAinda não há avaliações
- TorneamentoDocumento28 páginasTorneamentoGerardo Jose Bravo TorresAinda não há avaliações
- Aula 06 Programação FANUC - Fresamento CNCDocumento18 páginasAula 06 Programação FANUC - Fresamento CNCJunior GuedesAinda não há avaliações
- Programador CNCDocumento2 páginasProgramador CNCJosimarAinda não há avaliações
- CNC - Lista de Exercicios1Documento10 páginasCNC - Lista de Exercicios1marcelowagner19Ainda não há avaliações
- Aula 07 Programação FANUC - Fresamento CNCDocumento19 páginasAula 07 Programação FANUC - Fresamento CNCJunior GuedesAinda não há avaliações
- Apostila Aula Torno CNC 1Documento107 páginasApostila Aula Torno CNC 1Alessandro CarvalhoAinda não há avaliações
- Manufatura Assiatida Por Computador - Aula 01b - Linguagem de Programação CNCDocumento70 páginasManufatura Assiatida Por Computador - Aula 01b - Linguagem de Programação CNCgadandrade10062002Ainda não há avaliações
- CNC 3Documento12 páginasCNC 3Ítalo CaetanoAinda não há avaliações
- Torno CNC - Romi Comando MachDocumento37 páginasTorno CNC - Romi Comando Machjosezumino100% (1)
- 3 - Pro - Siemens 828 DDocumento59 páginas3 - Pro - Siemens 828 DGuilherme MartendalAinda não há avaliações
- Tabela Normal 2022Documento2 páginasTabela Normal 2022felipe figueiredoAinda não há avaliações
- Tabela FunçãoDocumento1 páginaTabela Funçãofelipe figueiredoAinda não há avaliações
- Resumo Coletor de Pó TIPO CICLONEDocumento6 páginasResumo Coletor de Pó TIPO CICLONEfelipe figueiredoAinda não há avaliações
- UntitledDocumento35 páginasUntitledfelipe figueiredoAinda não há avaliações
- 01 FerramentasDocumento98 páginas01 FerramentasfabricioAinda não há avaliações
- Pastilhas SandvickDocumento87 páginasPastilhas SandvickMarlusdec0% (1)
- NBR 8850 NB 441 - Execucao de Suportes Metalicos Trelicados para Linhas de TransmissaoDocumento8 páginasNBR 8850 NB 441 - Execucao de Suportes Metalicos Trelicados para Linhas de TransmissaoMarcelo Simão Do ValeAinda não há avaliações
- ParafusoDocumento9 páginasParafusoFábio Luis CastellaniAinda não há avaliações
- CONFORMAÇÃO - ForJAMENTO - Extrusao e Trefilação - Estampagem (17633)Documento121 páginasCONFORMAÇÃO - ForJAMENTO - Extrusao e Trefilação - Estampagem (17633)Samara PassosAinda não há avaliações
- Senai-BA - Ferramentas e AcessóriosDocumento54 páginasSenai-BA - Ferramentas e AcessóriosIgo HenriqueAinda não há avaliações
- Artigo - ForjamentoDocumento10 páginasArtigo - ForjamentoCarlos KuhnAinda não há avaliações
- Tubulação Admissão - Grove GMK5130Documento2 páginasTubulação Admissão - Grove GMK5130EdilsonAinda não há avaliações
- Aol 02 Maquinas OperatrizesDocumento8 páginasAol 02 Maquinas OperatrizesbarataengAinda não há avaliações
- DR-25 Tabela Referência para Conexões - Roscas Especiais - Rev00!17!02-15Documento6 páginasDR-25 Tabela Referência para Conexões - Roscas Especiais - Rev00!17!02-15Rudiney Trombetta100% (1)
- Broca Intercambiável MVXDocumento0 páginaBroca Intercambiável MVXandreia_janaina9629Ainda não há avaliações
- Parafuso Ciser Inox Sex Int Emb 235Documento1 páginaParafuso Ciser Inox Sex Int Emb 235serrano75Ainda não há avaliações
- Atividade para p1 - operaÇÕes Mecânicas - I - Prof. ClaudemirDocumento9 páginasAtividade para p1 - operaÇÕes Mecânicas - I - Prof. ClaudemirTatiana OlegovnaAinda não há avaliações
- Processos de UsinagemDocumento32 páginasProcessos de UsinagemLucas MartinsAinda não há avaliações
- Forty - Catalogo - MadeireiraDocumento8 páginasForty - Catalogo - MadeireiraAdemilson RangelvieiraAinda não há avaliações
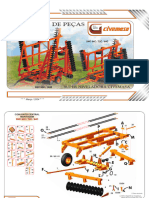
- Catalogo SNC CivemasaDocumento28 páginasCatalogo SNC CivemasamatheusAinda não há avaliações
- Operações em Torno UniversalDocumento15 páginasOperações em Torno UniversalmfjacobAinda não há avaliações
- Pulverizador PVU 400 AtualDocumento19 páginasPulverizador PVU 400 Atualweslley lucianoAinda não há avaliações
- FixacaoDocumento128 páginasFixacaoGesiel Dias de SousaAinda não há avaliações
- Catalogo Bucha ConicaDocumento2 páginasCatalogo Bucha ConicaRoney Pereira100% (1)
- Aço para Trabalho Frio...Documento1 páginaAço para Trabalho Frio...Anderson SilvaAinda não há avaliações
- Lista de Material de EletricistaDocumento13 páginasLista de Material de EletricistafabioAinda não há avaliações
- Tratamento TérmicoDocumento53 páginasTratamento TérmicoKaio César Fernandes100% (1)
- 4761 Manual Mesa EtnaDocumento5 páginas4761 Manual Mesa EtnablankgusAinda não há avaliações
- Instrucoes PDFDocumento3 páginasInstrucoes PDFPaulo RochaAinda não há avaliações
- Catalogo JomarcaDocumento30 páginasCatalogo Jomarcaestermarinho12345678Ainda não há avaliações
- Tabela - Propriedades de Aços InoxDocumento2 páginasTabela - Propriedades de Aços InoxPauloFranciscoSilvaPereira100% (1)
- Lista MateriaisDocumento989 páginasLista Materiaisa_l_amorimAinda não há avaliações
- Power FlexDocumento103 páginasPower FlexOjoDeGatoAinda não há avaliações