Você também pode gostar
- Programação Com CiclosDocumento16 páginasProgramação Com CiclosGeison BarrosoAinda não há avaliações
- Torno CNC - Romi Comando MachDocumento37 páginasTorno CNC - Romi Comando Machjosezumino100% (1)
- Programacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSDocumento44 páginasProgramacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSRenan RibeiroAinda não há avaliações
- CNC 3Documento12 páginasCNC 3Ítalo CaetanoAinda não há avaliações
- Aula7 - Programação CNC - TorneamentoDocumento28 páginasAula7 - Programação CNC - TorneamentoAdriano MenegonAinda não há avaliações
- Torno Acramatic 2Documento47 páginasTorno Acramatic 2Américo CostaAinda não há avaliações
- Instruções para Usinagem de Superfícies Funções GDocumento14 páginasInstruções para Usinagem de Superfícies Funções GPaulo RobertoAinda não há avaliações
- Programacao CNCDocumento40 páginasProgramacao CNCpeixepeixepeixe1Ainda não há avaliações
- Codigos CNCDocumento5 páginasCodigos CNCNicolly MartinsAinda não há avaliações
- 03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Documento26 páginas03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Henrique ReisAinda não há avaliações
- 3 - Pro - Siemens 828 DDocumento59 páginas3 - Pro - Siemens 828 DGuilherme MartendalAinda não há avaliações
- Apostila de Treinamento SIEMENSDocumento36 páginasApostila de Treinamento SIEMENSLincoln Ribeiro100% (2)
- Aula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoDocumento5 páginasAula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoJunior GuedesAinda não há avaliações
- INTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucDocumento50 páginasINTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucEduardo ReisAinda não há avaliações
- Guia Prático de Programação CNC Masc 9Documento87 páginasGuia Prático de Programação CNC Masc 9zanon02Ainda não há avaliações
- Treinamento e Programa - o TNG FANUC 0i-Mate TCDocumento17 páginasTreinamento e Programa - o TNG FANUC 0i-Mate TCfedox100% (7)
- Manual de Programação FANUC 0i-TDDocumento82 páginasManual de Programação FANUC 0i-TDVal XPSAinda não há avaliações
- Aulas 03 - CNC - Função G04 e G33Documento18 páginasAulas 03 - CNC - Função G04 e G33Luis OmenaAinda não há avaliações
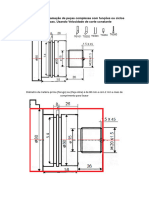
- Exemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasDocumento3 páginasExemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasTecnologia Manutenção MecânicaAinda não há avaliações
- Informações Resumidas para Facilitar A Programação Do Centur 35D - 074824Documento8 páginasInformações Resumidas para Facilitar A Programação Do Centur 35D - 074824nip09135561Ainda não há avaliações
- Programacao - 4 Eixos PDFDocumento12 páginasProgramacao - 4 Eixos PDFDarli RodriguesAinda não há avaliações
- Programa - o Do Comando Mach 9Documento15 páginasPrograma - o Do Comando Mach 9Leandro Luís67% (3)
- Tecnologia de Controle Numérico Programação CNCDocumento74 páginasTecnologia de Controle Numérico Programação CNCEnoque ReisAinda não há avaliações
- FANUCDocumento29 páginasFANUCJorgeKovacsAinda não há avaliações
- Moldes MatrizesDocumento5 páginasMoldes MatrizesMatheus ArrudaAinda não há avaliações
- Caderno de Exercícios Do ProfessorDocumento13 páginasCaderno de Exercícios Do ProfessorAnonymous KuhiFcRKi100% (1)
- Aulas 06 - CNC - Função G66-Ciclo Automático de Desbaste LongitudinalDocumento11 páginasAulas 06 - CNC - Função G66-Ciclo Automático de Desbaste LongitudinalLuis OmenaAinda não há avaliações
- Aula 3 CNC MINICURSO 2021Documento96 páginasAula 3 CNC MINICURSO 2021Kleyphide Pereira da SilvaAinda não há avaliações
- CNC - Bem ExplicadoDocumento12 páginasCNC - Bem ExplicadoLilian Couto CoutoAinda não há avaliações
- Usinagem - CNC-Circular - 20130602004108Documento8 páginasUsinagem - CNC-Circular - 20130602004108LAURO AUGUSTOAinda não há avaliações
- Resumo Eletiva CNCDocumento7 páginasResumo Eletiva CNCGPTS-UNINTER A gestão na dinâmica do 3 setorAinda não há avaliações
- Tipos de Maquinas CNC e Seus ComponentesDocumento64 páginasTipos de Maquinas CNC e Seus ComponentesVanessa Faggion50% (2)
- Aula 3 - 4 Programação CNCDocumento51 páginasAula 3 - 4 Programação CNCTecnologia Manutenção MecânicaAinda não há avaliações
- CAM - Aula 6Documento58 páginasCAM - Aula 6Leticia MarinheiroAinda não há avaliações
- Manual de Programação FANUC 0i-TDDocumento84 páginasManual de Programação FANUC 0i-TDPaulo LacerdaAinda não há avaliações
- Manual Orion 3E GcodeDocumento20 páginasManual Orion 3E GcodeAlcival FerreiraAinda não há avaliações
- Fanuc 18 - MC - 9972 - 7 - IACCDocumento2 páginasFanuc 18 - MC - 9972 - 7 - IACCCicero MelloAinda não há avaliações
- Exercícios Aluno FanucDocumento35 páginasExercícios Aluno FanucsaltielAinda não há avaliações
- Manual de Torno 01 - 08 - 2013Documento85 páginasManual de Torno 01 - 08 - 2013Jair Aguiar100% (1)
- Catalogo 611 2017119142720Documento87 páginasCatalogo 611 2017119142720bmalbertAinda não há avaliações
- Estrutura Programacao CNCDocumento17 páginasEstrutura Programacao CNCRobertodeOLiveira100% (1)
- Manual de Programação Ray FengDocumento36 páginasManual de Programação Ray FengThiago SantosAinda não há avaliações
- Aula 10 Programação CNC - FANUC - TorneamentoDocumento23 páginasAula 10 Programação CNC - FANUC - TorneamentoJunior Guedes100% (1)
- Cnc-Programação Comando FanucDocumento38 páginasCnc-Programação Comando FanucRenan Ribeiro73% (15)
- Caderno de Exercícios Professor FanucDocumento32 páginasCaderno de Exercícios Professor Fanucrogerio50% (2)
- Fresadora ISODocumento22 páginasFresadora ISOAmérico Costa100% (1)
- CNC 4 Ciclos Automáticos Remota Cycle93 Cycle97 PDFDocumento34 páginasCNC 4 Ciclos Automáticos Remota Cycle93 Cycle97 PDFErick PetenattiAinda não há avaliações
- Programacao CNCDocumento22 páginasProgramacao CNCpeixepeixepeixe1Ainda não há avaliações
- Máquinas Com CNC - Introdução À Tecnologia (2022)Documento19 páginasMáquinas Com CNC - Introdução À Tecnologia (2022)Thiago AfonsoAinda não há avaliações
- Manual Gl3e16Documento20 páginasManual Gl3e16Alcival FerreiraAinda não há avaliações
- Manufatura Assiatida Por Computador - Aula 01b - Linguagem de Programação CNCDocumento70 páginasManufatura Assiatida Por Computador - Aula 01b - Linguagem de Programação CNCgadandrade10062002Ainda não há avaliações
- Obtendo O Sentido E Velocidade Encoder De Quadratura Com Base No ArduinoNo EverandObtendo O Sentido E Velocidade Encoder De Quadratura Com Base No ArduinoAinda não há avaliações
- Lendo Um Encoder Para Controle De Velocidade De Motor Dc Com Base No Xc8 E Pic18f2520No EverandLendo Um Encoder Para Controle De Velocidade De Motor Dc Com Base No Xc8 E Pic18f2520Ainda não há avaliações
- Desenho HistoricoDocumento39 páginasDesenho HistoricoAlessandro CaetanoAinda não há avaliações
- Caligrafia TécnicaDocumento11 páginasCaligrafia TécnicaAlessandro CaetanoAinda não há avaliações
- Desenho em CorteDocumento55 páginasDesenho em CorteAlessandro CaetanoAinda não há avaliações
- SubprogramaDocumento9 páginasSubprogramaAlessandro CaetanoAinda não há avaliações
- Comando NuméricoDocumento41 páginasComando NuméricoAlessandro CaetanoAinda não há avaliações
- GoniôMetroDocumento36 páginasGoniôMetroAlessandro CaetanoAinda não há avaliações
- Princípios de Tecnologia de Corte de MetaisDocumento86 páginasPrincípios de Tecnologia de Corte de MetaisAlessandro Caetano100% (1)
- Controle Total de PerdasDocumento46 páginasControle Total de PerdasAlessandro CaetanoAinda não há avaliações
- Sistema de Coordenadas No Centro de UsinagemDocumento13 páginasSistema de Coordenadas No Centro de UsinagemAlessandro CaetanoAinda não há avaliações
- Cnc210 Manual Operacao PDFDocumento59 páginasCnc210 Manual Operacao PDFAlessandro CaetanoAinda não há avaliações
- Vasos de Pressao 2013 BrancaDocumento20 páginasVasos de Pressao 2013 BrancaEdson VicenteAinda não há avaliações
- Man 29-440 TGXDocumento247 páginasMan 29-440 TGXCharlesWladen100% (17)
- Relação de Material de Rede AéreaDocumento6 páginasRelação de Material de Rede AéreaSabinoAinda não há avaliações
- 4 - Medição de Perfil de RugosidadeDocumento17 páginas4 - Medição de Perfil de RugosidadeJanailton Aniceto da SilvaAinda não há avaliações
- Catálogo JAN Lancer 12000 - 2008Documento90 páginasCatálogo JAN Lancer 12000 - 2008EdilaineArtner50% (2)
- ExercicioDocumento15 páginasExercicioJorge Ercilio LimaAinda não há avaliações
- Ferramentas Mecânicas 1Documento9 páginasFerramentas Mecânicas 1santosAinda não há avaliações
- Roçadeiras Hidraulicas 1500-1800 RDI 3000Documento21 páginasRoçadeiras Hidraulicas 1500-1800 RDI 3000Mundial Maquinas agricolasAinda não há avaliações
- Relatório 1 - FuraçãoDocumento19 páginasRelatório 1 - FuraçãoSteven AndersonAinda não há avaliações
- Hp200sx - Manual de Peças - 127503Documento108 páginasHp200sx - Manual de Peças - 127503Luis Carlos TeixeiraAinda não há avaliações
- CATÁLOGO IBERO EIXO MANGADocumento8 páginasCATÁLOGO IBERO EIXO MANGAGabriel TeixeiraAinda não há avaliações
- Cos Sin EtesDocumento9 páginasCos Sin EtesFillipe Rodrigues SAinda não há avaliações
- CO-43 CO-44: Guarda-Corpo Com GradilDocumento10 páginasCO-43 CO-44: Guarda-Corpo Com GradilFabio NicolettiAinda não há avaliações
- NBR 10042 PB 1187 - Parafusos Auto-Atarraxantes Com Cabeca Escareada Abaulada E Fenda Cruzada - DDocumento5 páginasNBR 10042 PB 1187 - Parafusos Auto-Atarraxantes Com Cabeca Escareada Abaulada E Fenda Cruzada - Dwilian_coelho3309Ainda não há avaliações
- Page-47 en PTDocumento1 páginaPage-47 en PTJéssica Tupy Paulo HenriqueAinda não há avaliações
- Processos de UsinagemDocumento32 páginasProcessos de UsinagemLucas MartinsAinda não há avaliações
- Manual Instalacao - Romagnole Solo 4 Placas RS232C (Clamps - Novos)Documento4 páginasManual Instalacao - Romagnole Solo 4 Placas RS232C (Clamps - Novos)Gustavo RibeiroAinda não há avaliações
- Catalogo Motobomba Ref (3462,3463) PDFDocumento6 páginasCatalogo Motobomba Ref (3462,3463) PDFVadinho BenezAinda não há avaliações
- Base EstampoDocumento24 páginasBase EstampoDon SchroederAinda não há avaliações
- Conteúdo de Sala USIN IDocumento14 páginasConteúdo de Sala USIN IAnselmo FabrisAinda não há avaliações
- Catálogo Nacional de Qualificações - UFCD 2346Documento11 páginasCatálogo Nacional de Qualificações - UFCD 2346Daniela GomesAinda não há avaliações
- Composição de Custos RDUDocumento10 páginasComposição de Custos RDUfabiofiel70Ainda não há avaliações
- 35 Esse Torno So Da FuroDocumento10 páginas35 Esse Torno So Da FuroFilipe Alberto De MagalhãesAinda não há avaliações
- Atividade ExcelDocumento4 páginasAtividade ExcelEvandro VTAinda não há avaliações
- Calculo de RoscaDocumento17 páginasCalculo de Roscaoberdansan50% (2)
- NBR 8850Documento8 páginasNBR 8850ccprado1Ainda não há avaliações
- FERRAMENTASDocumento73 páginasFERRAMENTASxxxxxxxxxxxxAinda não há avaliações
- Materialmaterial Elétrico Etapa1Documento1 páginaMaterialmaterial Elétrico Etapa1RAFAEL THOMASAinda não há avaliações
- Catalogo-De-Pecas-Spd02318 118 PAGINASDocumento118 páginasCatalogo-De-Pecas-Spd02318 118 PAGINASEdwin Andres Hernandez VasquezAinda não há avaliações
- Polia 3V 5V 8VDocumento2 páginasPolia 3V 5V 8Vribeirotavares100% (2)