Você também pode gostar
- Piper - PA-31 I II II XL e T1040 Cheyenne PT-BRDocumento261 páginasPiper - PA-31 I II II XL e T1040 Cheyenne PT-BRTatiane Sillva100% (2)
- B - Brochas Brochadeiras e BrochamentoDocumento73 páginasB - Brochas Brochadeiras e BrochamentoAdhemar Bocardo Filho100% (1)
- Apresentação Processos de UsinagemDocumento65 páginasApresentação Processos de UsinagemDiego AzevedoAinda não há avaliações
- Relatório TornoDocumento9 páginasRelatório Tornofurians jovemAinda não há avaliações
- MODELO Relatorio PalestraDocumento4 páginasMODELO Relatorio PalestraWeslley EnthonnyAinda não há avaliações
- Simbologia PneumáticaDocumento2 páginasSimbologia Pneumáticadanielfortal67% (9)
- FuradeiraDocumento35 páginasFuradeiraDaiane Cenali0% (1)
- Relatorio 1 - FuradeiraDocumento13 páginasRelatorio 1 - FuradeiraWilson Tonial EspinhaAinda não há avaliações
- Processos de Fabricação II - ApresentaçãoDocumento20 páginasProcessos de Fabricação II - ApresentaçãoMateus Suassuna MedradoAinda não há avaliações
- FuradeirasDocumento9 páginasFuradeiraspauloAinda não há avaliações
- Relatório - FuraçãoDocumento31 páginasRelatório - FuraçãoWeslley SampaioAinda não há avaliações
- Trabalho TORNOSDocumento32 páginasTrabalho TORNOSlolzeraAinda não há avaliações
- Apostila - Usinagem ConvencionalDocumento104 páginasApostila - Usinagem ConvencionaleinsteinmobiAinda não há avaliações
- Relatório de Visita Técnica N 2 CEUMADocumento9 páginasRelatório de Visita Técnica N 2 CEUMAheder mendesAinda não há avaliações
- TOTALDocumento17 páginasTOTALSilva ErreniteAinda não há avaliações
- 30 PF FuraçãoDocumento11 páginas30 PF FuraçãoClaudio Thayner Lopes100% (1)
- Apostila de Fundamentos de Usinagem - 344 PDocumento344 páginasApostila de Fundamentos de Usinagem - 344 Pronesalves3100% (1)
- Torno MecânicoDocumento28 páginasTorno MecânicoEdson BenitesAinda não há avaliações
- 05 - FerramenteiroDocumento212 páginas05 - FerramenteirocnccepAinda não há avaliações
- Introdução Ao Processo de TorneamentoDocumento17 páginasIntrodução Ao Processo de TorneamentoMayke SilvaAinda não há avaliações
- Apostila de TorneariaDocumento63 páginasApostila de Torneariagabriel costaAinda não há avaliações
- Introdução Ao Processo de TorneamentoDocumento17 páginasIntrodução Ao Processo de Torneamentogande10Ainda não há avaliações
- UsinagemDocumento100 páginasUsinagemJoão Paulo BastosAinda não há avaliações
- Job Mineracao EspecificaDocumento23 páginasJob Mineracao EspecificaBicá Valgy de SousaAinda não há avaliações
- Torno MecânicoDocumento28 páginasTorno MecânicoMauricio Lopes de OliveiraAinda não há avaliações
- MaquinaDocumento11 páginasMaquinaKholen Paulo BenjamimAinda não há avaliações
- Avaliaçao Oficina MecanicaDocumento7 páginasAvaliaçao Oficina MecanicaNael souzaAinda não há avaliações
- PesquisaDocumento4 páginasPesquisaMARCELO ALAN AGUIARAinda não há avaliações
- 3 Referencial TeóricoDocumento16 páginas3 Referencial TeóricomateusscarlosAinda não há avaliações
- Furação EscritoDocumento24 páginasFuração EscritorobsonAinda não há avaliações
- Aula 30 - Roda Roda GiraDocumento8 páginasAula 30 - Roda Roda GiraLeandro Ks RogerioAinda não há avaliações
- Trabalho TorneamentoDocumento9 páginasTrabalho TorneamentoGuilherme Lima MacedoAinda não há avaliações
- FresaDocumento6 páginasFresaheder mendesAinda não há avaliações
- Apostila - TORNEAMENTO - Apostila 1Documento64 páginasApostila - TORNEAMENTO - Apostila 1Radar T Radar T100% (1)
- FuraoDocumento34 páginasFuraoMatheus VieiraAinda não há avaliações
- Trabalho Final Tec MecDocumento27 páginasTrabalho Final Tec MecIsabel Castro100% (1)
- Processo de TorneamentoDocumento8 páginasProcesso de TorneamentoElton OliveiraAinda não há avaliações
- Processo de Fabricação - Mecânica - SENAIDocumento35 páginasProcesso de Fabricação - Mecânica - SENAIsalpaiAinda não há avaliações
- EXP MEC 3 Apostila PlainaDocumento10 páginasEXP MEC 3 Apostila PlainabelmeirelesAinda não há avaliações
- Metade Do TornoDocumento22 páginasMetade Do TornoYudi OliveiraAinda não há avaliações
- Relatório - Torno IIIDocumento19 páginasRelatório - Torno IIICristian RodeghelAinda não há avaliações
- Relatorio FresaDocumento10 páginasRelatorio FresaAdriano GhiggiAinda não há avaliações
- Relatório 6 - FresamentoDocumento11 páginasRelatório 6 - FresamentoJoão Pedro ZainaAinda não há avaliações
- Relatório Da Prática de FRESAMENTO-ArianaDocumento23 páginasRelatório Da Prática de FRESAMENTO-ArianaAriana SilvaAinda não há avaliações
- Lista de Exercícios - Usinagem Dos MetaisDocumento5 páginasLista de Exercícios - Usinagem Dos MetaisAldo BarbosaAinda não há avaliações
- Classificação Dos Processos de UsinagemDocumento125 páginasClassificação Dos Processos de Usinagemmarcos100% (1)
- FerramenteiroDocumento212 páginasFerramenteiroferrazaldaz7782100% (1)
- FuraçãoDocumento63 páginasFuraçãoLetícia Costa RibeiroAinda não há avaliações
- Mandrilamento PDFDocumento6 páginasMandrilamento PDFMaria Júlia XavierAinda não há avaliações
- Torneamento ConvencionalDocumento13 páginasTorneamento ConvencionalLucas ZavistanoviczAinda não há avaliações
- Mandril ADocumento5 páginasMandril AthomaswilhelmsAinda não há avaliações
- Lista 2Documento18 páginasLista 2rafaelapavoni1Ainda não há avaliações
- 2-Exercício de Usinagem e Soldagem - ResoluçãoDocumento2 páginas2-Exercício de Usinagem e Soldagem - ResoluçãoDarcílius SousaAinda não há avaliações
- 29 PF FuraçãoDocumento11 páginas29 PF Furaçãoeloisa899889Ainda não há avaliações
- (2016) Unidade 5 - FuraçãoDocumento149 páginas(2016) Unidade 5 - FuraçãopnlagosAinda não há avaliações
- Exercícios de Furação e RoscasDocumento17 páginasExercícios de Furação e RoscasThiago AugustoAinda não há avaliações
- Chutes de Transferência no Manuseio de Minérios: do Empirismo às Simulações Avançadas aplicando o Método dos Elementos Discretos (DEM)No EverandChutes de Transferência no Manuseio de Minérios: do Empirismo às Simulações Avançadas aplicando o Método dos Elementos Discretos (DEM)Ainda não há avaliações
- Manutenção de Vias em Minas a Céu Aberto: e suas relações causaisNo EverandManutenção de Vias em Minas a Céu Aberto: e suas relações causaisAinda não há avaliações
- Mecanica - Soldagem Por ArcoDocumento144 páginasMecanica - Soldagem Por ArcoSteven AndersonAinda não há avaliações
- Alimentação Pré TreinoDocumento4 páginasAlimentação Pré TreinoSteven AndersonAinda não há avaliações
- Formulas ExcelDocumento27 páginasFormulas Excelmachrj01Ainda não há avaliações
- Torne Amen ToDocumento28 páginasTorne Amen ToSteven AndersonAinda não há avaliações
- Mecanica Automotiva Básica - Bacana!!Documento50 páginasMecanica Automotiva Básica - Bacana!!api-375466992% (13)
- AplainamentoDocumento16 páginasAplainamentoSteven AndersonAinda não há avaliações
- Afiaçao de FerramentasDocumento15 páginasAfiaçao de FerramentasSteven AndersonAinda não há avaliações
- Plain Alima Dora 2Documento8 páginasPlain Alima Dora 2Isabelle MeirelesAinda não há avaliações
- Faseamento Das Redes de DistribuiçãoDocumento8 páginasFaseamento Das Redes de DistribuiçãoAlex Barbosa CamiloAinda não há avaliações
- Gerador de EnergiaDocumento2 páginasGerador de EnergiaLucas Cardoso PinheiroAinda não há avaliações
- 54518705cap-19 - Partida Eletrica CB600FDocumento19 páginas54518705cap-19 - Partida Eletrica CB600Fivanmariano1978Ainda não há avaliações
- Resultado Final Da Prova de TituloDocumento39 páginasResultado Final Da Prova de TituloCarlos Alexandre Ataide dos SantosAinda não há avaliações
- Unidade Central de ProcessamentoDocumento4 páginasUnidade Central de ProcessamentoRafael AraujoAinda não há avaliações
- Play Planif Anual 5 AnoDocumento6 páginasPlay Planif Anual 5 Anopipinha33Ainda não há avaliações
- BIC Tabela Comissoes DespesasDocumento35 páginasBIC Tabela Comissoes DespesasbrawnysoaresAinda não há avaliações
- 1° Questionário de Estagio 1Documento3 páginas1° Questionário de Estagio 1cspuhlAinda não há avaliações
- LAMINA SubDrive Inline 1100Documento2 páginasLAMINA SubDrive Inline 1100Marcos RighettoAinda não há avaliações
- Apostila Informatica BasicaDocumento137 páginasApostila Informatica BasicaEdinéia RibeiroAinda não há avaliações
- Econometria Series FinanceirasDocumento55 páginasEconometria Series FinanceirasVede Teus Berna Manberna100% (1)
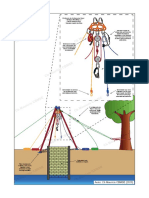
- Resgate em PoçoDocumento1 páginaResgate em PoçoCarlos BenicioAinda não há avaliações
- VPN MikrotikDocumento3 páginasVPN MikrotikJesus AntonioAinda não há avaliações
- NBR 12142Documento3 páginasNBR 12142Carlos MaiaAinda não há avaliações
- Catálogos Operadoras de TelecartofiliaDocumento1.859 páginasCatálogos Operadoras de TelecartofiliamarceloprcAinda não há avaliações
- Licenciamento Actividade Estabelecimento Apoio SocialDocumento15 páginasLicenciamento Actividade Estabelecimento Apoio SocialManuel DiasAinda não há avaliações
- 206-05 - Freio de Estacionamento PDFDocumento18 páginas206-05 - Freio de Estacionamento PDFJean TiepoAinda não há avaliações
- Manual Compressor de Ar - VonderDocumento48 páginasManual Compressor de Ar - VonderWF SoluçõesAinda não há avaliações
- Portugal - 2. Metade Do Seculo XIXDocumento16 páginasPortugal - 2. Metade Do Seculo XIXNelsonMatias100% (1)
- DENSODocumento33 páginasDENSONilson BarbosaAinda não há avaliações
- Antena Plano Terra 1 - 4 OndaDocumento3 páginasAntena Plano Terra 1 - 4 OndaAntonio MadrugaAinda não há avaliações
- Caixa II - PeE - 18 - 02 - 16Documento2 páginasCaixa II - PeE - 18 - 02 - 16Gelson Fernandes FernandesAinda não há avaliações
- AW139 MANUAL DE EMERGÊNCIA em Português RevisadoDocumento195 páginasAW139 MANUAL DE EMERGÊNCIA em Português RevisadoMATHEUS MOURAAinda não há avaliações
- Anais Do V Seminário Brasileiro Sobre o Pensamento de Jacques EllulDocumento277 páginasAnais Do V Seminário Brasileiro Sobre o Pensamento de Jacques EllulMaria Cristina VendrametoAinda não há avaliações
- Modelo Envio Discente - Atividade ContextualizadaDocumento1 páginaModelo Envio Discente - Atividade ContextualizadaAmanda NascimentoAinda não há avaliações
- Manual de Elaboracao de Projetos Viarios para o Municipio de BH - Publicação 17-11-11Documento175 páginasManual de Elaboracao de Projetos Viarios para o Municipio de BH - Publicação 17-11-11cranfiAinda não há avaliações
- Guia 2016Documento105 páginasGuia 2016Pedro XavierAinda não há avaliações