Você também pode gostar
- Programacao CNCDocumento40 páginasProgramacao CNCpeixepeixepeixe1Ainda não há avaliações
- INTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucDocumento50 páginasINTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucEduardo ReisAinda não há avaliações
- Torno CNC - Romi Comando MachDocumento37 páginasTorno CNC - Romi Comando Machjosezumino100% (1)
- Ciclo Fixos de UsinagemDocumento13 páginasCiclo Fixos de UsinagemAlessandro CaetanoAinda não há avaliações
- Aula 2 - Torno CNCDocumento20 páginasAula 2 - Torno CNCVianei Martins de SousaAinda não há avaliações
- Programacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSDocumento44 páginasProgramacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSRenan RibeiroAinda não há avaliações
- Caderno de Exercícios Do ProfessorDocumento13 páginasCaderno de Exercícios Do ProfessorAnonymous KuhiFcRKi100% (1)
- Maquinagem Fresadora BoxfordDocumento24 páginasMaquinagem Fresadora BoxfordMARSILFERAinda não há avaliações
- Aula7 - Programação CNC - TorneamentoDocumento28 páginasAula7 - Programação CNC - TorneamentoAdriano MenegonAinda não há avaliações
- Programa - o Do Comando Mach 9Documento15 páginasPrograma - o Do Comando Mach 9Leandro Luís67% (3)
- Tecnologia de Controle Numérico Programação CNCDocumento74 páginasTecnologia de Controle Numérico Programação CNCEnoque ReisAinda não há avaliações
- Programação Com CiclosDocumento16 páginasProgramação Com CiclosGeison BarrosoAinda não há avaliações
- Aula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoDocumento5 páginasAula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoJunior GuedesAinda não há avaliações
- 03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Documento26 páginas03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Henrique ReisAinda não há avaliações
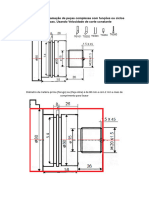
- Exemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasDocumento3 páginasExemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasTecnologia Manutenção MecânicaAinda não há avaliações
- CNC - Bem ExplicadoDocumento12 páginasCNC - Bem ExplicadoLilian Couto CoutoAinda não há avaliações
- Aula Remota 07 - Ciclo de Acabamento - TorneamentoDocumento5 páginasAula Remota 07 - Ciclo de Acabamento - TorneamentoJunior GuedesAinda não há avaliações
- Aula 3 - 4 Programação CNCDocumento51 páginasAula 3 - 4 Programação CNCTecnologia Manutenção MecânicaAinda não há avaliações
- CNC 3Documento12 páginasCNC 3Ítalo CaetanoAinda não há avaliações
- Apostila Torno CNCDocumento23 páginasApostila Torno CNCfabioarnobio100% (3)
- Aula 3 CNC MINICURSO 2021Documento96 páginasAula 3 CNC MINICURSO 2021Kleyphide Pereira da SilvaAinda não há avaliações
- Exercícios de Torno CNC Mach 9Documento8 páginasExercícios de Torno CNC Mach 9Rogerio Medeiros da Silva100% (1)
- Apostila de Treinamento SIEMENSDocumento36 páginasApostila de Treinamento SIEMENSLincoln Ribeiro100% (2)
- Moldes MatrizesDocumento5 páginasMoldes MatrizesMatheus ArrudaAinda não há avaliações
- Programa Exemplo Com Ciclo de Furação Simples e G43Documento1 páginaPrograma Exemplo Com Ciclo de Furação Simples e G43Josué AmattiAinda não há avaliações
- p2 FeiDocumento4 páginasp2 FeiGabriel MarianoAinda não há avaliações
- Aula Remota 10 - Ciclos de Roscamento - TorneamentoDocumento4 páginasAula Remota 10 - Ciclos de Roscamento - TorneamentoJunior GuedesAinda não há avaliações
- Fresadora ISODocumento22 páginasFresadora ISOAmérico Costa100% (1)
- Exercicio 5Documento3 páginasExercicio 5Nathália RozaAinda não há avaliações
- Caderno de Exercicios - CNCDocumento34 páginasCaderno de Exercicios - CNCPedro FrancoAinda não há avaliações
- WinNC Fanuc21T Apostila de Treinamento SimuladorDocumento16 páginasWinNC Fanuc21T Apostila de Treinamento SimuladorLuiz NogueiraAinda não há avaliações
- CNC 4 Ciclos Automáticos Remota Cycle93 Cycle97 PDFDocumento34 páginasCNC 4 Ciclos Automáticos Remota Cycle93 Cycle97 PDFErick PetenattiAinda não há avaliações
- WinNC Fanuc 21M Apostila de TreinamentoDocumento19 páginasWinNC Fanuc 21M Apostila de TreinamentoBruno JuniorAinda não há avaliações
- 03 Aula CNC3 Inicialização de Programa Torno Romi Rev 1 2023Documento38 páginas03 Aula CNC3 Inicialização de Programa Torno Romi Rev 1 2023Henrique ReisAinda não há avaliações
- Prda Tarea3Documento3 páginasPrda Tarea3Pérez Romero Kevin LeonardoAinda não há avaliações
- TMF Iv 5Documento12 páginasTMF Iv 5Rafael StangeAinda não há avaliações
- Guia Prático de Programação CNC Masc 9Documento87 páginasGuia Prático de Programação CNC Masc 9zanon02Ainda não há avaliações
- Programacao - 4 Eixos PDFDocumento12 páginasProgramacao - 4 Eixos PDFDarli RodriguesAinda não há avaliações
- Usinagem - CNC-Circular - 20130602004108Documento8 páginasUsinagem - CNC-Circular - 20130602004108LAURO AUGUSTOAinda não há avaliações
- Programa 12 CarcaçaDocumento3 páginasPrograma 12 CarcaçaIsrael DieguêzAinda não há avaliações
- Peça 1 Trabalho 2 PDFDocumento3 páginasPeça 1 Trabalho 2 PDFmaicAinda não há avaliações
- 1-Programação CNC - TeoriaDocumento91 páginas1-Programação CNC - Teoriafelipe figueiredoAinda não há avaliações
- Informações Resumidas para Facilitar A Programação Do Centur 35D - 074824Documento8 páginasInformações Resumidas para Facilitar A Programação Do Centur 35D - 074824nip09135561Ainda não há avaliações
- Aula 01 CNC - EasyDocumento39 páginasAula 01 CNC - Easyzzzz15Ainda não há avaliações
- Códigos CNCDocumento12 páginasCódigos CNCRafael RodriguesAinda não há avaliações
- E-Book 140 PROGRAMAÇÕES - VERSÃO 2.0Documento296 páginasE-Book 140 PROGRAMAÇÕES - VERSÃO 2.0Edson MorattiAinda não há avaliações
- Exemplos de Programas em CNCDocumento26 páginasExemplos de Programas em CNCDeon CruzAinda não há avaliações
- Apostilatreinamentobasicohanwhaxd20 HDocumento59 páginasApostilatreinamentobasicohanwhaxd20 Hnilo_albertoAinda não há avaliações
- Exercicio 8.5 - Rafael PachecoDocumento6 páginasExercicio 8.5 - Rafael PachecoRafael PachecoAinda não há avaliações
- WinNC Fanuc 21M Apostila de Treinamento PDFDocumento18 páginasWinNC Fanuc 21M Apostila de Treinamento PDFProfessor Aires, Jeferson Fernando PereiraAinda não há avaliações
- TURRETDocumento4 páginasTURRETTalita NunesAinda não há avaliações
- Exercícios Aluno FanucDocumento35 páginasExercícios Aluno FanucsaltielAinda não há avaliações
- Manual de Instalação FreiosDocumento11 páginasManual de Instalação FreiosMarcelo Marques AraujoAinda não há avaliações
- Catálogo Sem Fios e Com Fios VisonicDocumento4 páginasCatálogo Sem Fios e Com Fios VisonicDuarte Mendes MendesAinda não há avaliações
- PT ESwitching SPTM v4030Documento177 páginasPT ESwitching SPTM v4030Gervasio CaetanoAinda não há avaliações
- Relatório Equipe Bumba Meu Baja Ano 2014Documento13 páginasRelatório Equipe Bumba Meu Baja Ano 2014FelintoNetoAinda não há avaliações
- Catalogo KadoshDocumento24 páginasCatalogo KadoshLucas CoutoAinda não há avaliações
- Resultante de Um Sistema de ForçasDocumento8 páginasResultante de Um Sistema de ForçasCAMILA RODRIGUESAinda não há avaliações
- Calco de SegurancaDocumento2 páginasCalco de SegurancagersonplovasAinda não há avaliações
- Vista Explodida Vulcano MIG 210M - v3Documento2 páginasVista Explodida Vulcano MIG 210M - v3LIMATECC LIMATECCAinda não há avaliações
- Manual Split ElectroluxDocumento24 páginasManual Split ElectroluxDaniel50% (2)
- Relatório Simples Com Rave ReportDocumento9 páginasRelatório Simples Com Rave ReportAdair JoséAinda não há avaliações
- Manual de Utilização Transdutor 4 em 1Documento19 páginasManual de Utilização Transdutor 4 em 1Alexandre macedo100% (2)
- Certificado Da Qualidade: AWS A5.1-04 ASME SFA5.1/ 2013 E6010Documento1 páginaCertificado Da Qualidade: AWS A5.1-04 ASME SFA5.1/ 2013 E6010CaioEmanuelDeJesusGomesAinda não há avaliações
- Técnicas para Reparo em Alvenaria EstruturalDocumento20 páginasTécnicas para Reparo em Alvenaria EstruturalRenato VeroneseAinda não há avaliações
- Procedimento de Recebimento, Secagem e Distribuição de Consumiveis de SoldagemDocumento8 páginasProcedimento de Recebimento, Secagem e Distribuição de Consumiveis de SoldagemMariana dos Santos Cavatti100% (1)
- Manual de Instalação PrimaveraDocumento57 páginasManual de Instalação PrimaveraEConta ProAinda não há avaliações
- 01 - Criterios - Definicao - Moldes - Injecao - BorrachaDocumento5 páginas01 - Criterios - Definicao - Moldes - Injecao - BorrachaLucas MartinsAinda não há avaliações
- Croqui - Planta Baixa KitnetDocumento1 páginaCroqui - Planta Baixa KitnetThiago Oliveira100% (1)
- Catalogo TZ150Documento29 páginasCatalogo TZ150antonioAinda não há avaliações
- Conserto Módulos (21) 98916-3008 Whatsapp CuiabáDocumento20 páginasConserto Módulos (21) 98916-3008 Whatsapp CuiabáMarion Perdigão0% (1)
- FQ 11 Terceiro TesteDocumento6 páginasFQ 11 Terceiro TesteMaria Da Guia FonsecaAinda não há avaliações
- Apreciação de Riscos NR 12 (Modelo)Documento42 páginasApreciação de Riscos NR 12 (Modelo)Somar Engenharia75% (4)
- Projeto Estrutural de VigasDocumento42 páginasProjeto Estrutural de VigasWarley Silveira BorgesAinda não há avaliações
- Fiat-Scudo-2023 (Page 206)Documento236 páginasFiat-Scudo-2023 (Page 206)srcattozziAinda não há avaliações
- Apr Espaco ConfinadoDocumento8 páginasApr Espaco ConfinadoVictor ReisAinda não há avaliações
- Manual de Manutenção PDFDocumento116 páginasManual de Manutenção PDFPedro Vilar75% (16)
- (Cliqueapostilas - Com.br) Apostila de Fisica IIIDocumento17 páginas(Cliqueapostilas - Com.br) Apostila de Fisica IIIIgor LambertAinda não há avaliações
- Apostila MotorDocumento5 páginasApostila MotorManassés Santos100% (1)
- Guia Do EletricistaDocumento192 páginasGuia Do EletricistasandrosrpAinda não há avaliações
- SRC550H - Manual de SegurançaDocumento76 páginasSRC550H - Manual de SegurançagilbertoAinda não há avaliações
- NBR 13960 - Móveis para Escritório - TerminologiaDocumento9 páginasNBR 13960 - Móveis para Escritório - TerminologiaBruno LopesAinda não há avaliações