Você também pode gostar
- Acionamentos de velocidade variável: Conhecimentos básicos Fundamentais - Instruções gerais para acionamentos elétricos regulados em velocidade variável e em corrente alternadaNo EverandAcionamentos de velocidade variável: Conhecimentos básicos Fundamentais - Instruções gerais para acionamentos elétricos regulados em velocidade variável e em corrente alternadaAinda não há avaliações
- 1364-169555ap CNC 2Documento17 páginas1364-169555ap CNC 2DIEGO JULIO NAPIVOSKIAinda não há avaliações
- Comando FanucDocumento12 páginasComando Fanuc0001silvaAinda não há avaliações
- Codigo G e ReferenciasDocumento4 páginasCodigo G e ReferenciasJulianoAinda não há avaliações
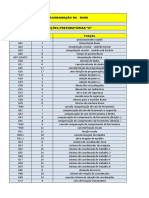
- Lista de FunçõesDocumento3 páginasLista de FunçõesRogerioAinda não há avaliações
- Torno Romi Mach 9 PDFDocumento222 páginasTorno Romi Mach 9 PDFMilton Poma CabasAinda não há avaliações
- Treinamento e Programa - o TNG FANUC 0i-Mate TCDocumento17 páginasTreinamento e Programa - o TNG FANUC 0i-Mate TCfedox100% (7)
- 1 - Fanuc - Função Preparatória GDocumento3 páginas1 - Fanuc - Função Preparatória GM&F MaximoAinda não há avaliações
- CODIGOS G e M PDFDocumento3 páginasCODIGOS G e M PDFNatan Dos SantosAinda não há avaliações
- Resumo Eletiva CNCDocumento7 páginasResumo Eletiva CNCGPTS-UNINTER A gestão na dinâmica do 3 setorAinda não há avaliações
- Aula 08 Programação FANUC - Fresamento CNCDocumento12 páginasAula 08 Programação FANUC - Fresamento CNCJunior GuedesAinda não há avaliações
- Apostila McsDocumento15 páginasApostila McsTadeu Boato80% (5)
- CN 018Documento1 páginaCN 018Davi LageAinda não há avaliações
- Codigos CNCDocumento5 páginasCodigos CNCNicolly MartinsAinda não há avaliações
- Prova UsinagemDocumento3 páginasProva UsinagemLeonardo Vieira SabinoAinda não há avaliações
- CNC Mitsubishi TesteDocumento25 páginasCNC Mitsubishi Testeesackno100% (3)
- O Que É Este GuiaDocumento12 páginasO Que É Este GuiaPedro CostaAinda não há avaliações
- 03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Documento26 páginas03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Henrique ReisAinda não há avaliações
- DIDAVISION WINNC FANUC21M Concept MILL105Documento20 páginasDIDAVISION WINNC FANUC21M Concept MILL105Agnaldo HeskoAinda não há avaliações
- Programação Com CiclosDocumento16 páginasProgramação Com CiclosGeison BarrosoAinda não há avaliações
- Códigos GcodeDocumento33 páginasCódigos Gcodeordam100% (1)
- Tabela Comandos Torno CNCDocumento1 páginaTabela Comandos Torno CNCzanon0257% (7)
- Dokumen - Tips Torno Romi Mach 9Documento222 páginasDokumen - Tips Torno Romi Mach 9Abdon PaivaAinda não há avaliações
- MP Torno Fanuc 280716Documento78 páginasMP Torno Fanuc 280716Valdair Jose De SouzaAinda não há avaliações
- Guia Prático de Programação CNC Masc 9Documento87 páginasGuia Prático de Programação CNC Masc 9zanon02Ainda não há avaliações
- Tipos de Maquinas CNC e Seus ComponentesDocumento64 páginasTipos de Maquinas CNC e Seus ComponentesVanessa Faggion50% (2)
- Instruções para Usinagem de Superfícies Funções GDocumento14 páginasInstruções para Usinagem de Superfícies Funções GPaulo RobertoAinda não há avaliações
- Torno CNC - Romi Comando MachDocumento37 páginasTorno CNC - Romi Comando Machjosezumino100% (1)
- Manual de Programação FANUC 0i-TDDocumento82 páginasManual de Programação FANUC 0i-TDVal XPSAinda não há avaliações
- ROMI - Funções Preparatórias GDocumento2 páginasROMI - Funções Preparatórias GMatheus Lima de SouzaAinda não há avaliações
- Pasta 1Documento2 páginasPasta 1Saulo MontenegroAinda não há avaliações
- Tabela de Comandos Fresadora CNCDocumento2 páginasTabela de Comandos Fresadora CNCCamila Cruz100% (2)
- Manual Programação MitsubishiDocumento112 páginasManual Programação MitsubishiJulio Araujo100% (6)
- Torno CNC Roberto.Documento93 páginasTorno CNC Roberto.engenheiro.ederluizAinda não há avaliações
- p2 FeiDocumento4 páginasp2 FeiGabriel MarianoAinda não há avaliações
- Torno Acramatic 2Documento47 páginasTorno Acramatic 2Américo CostaAinda não há avaliações
- Programacao - 4 Eixos PDFDocumento12 páginasProgramacao - 4 Eixos PDFDarli RodriguesAinda não há avaliações
- Ciclo Fixos de UsinagemDocumento13 páginasCiclo Fixos de UsinagemAlessandro CaetanoAinda não há avaliações
- Tabela de G Code em PDFDocumento3 páginasTabela de G Code em PDFAlfredo CioccioAinda não há avaliações
- Manual de Torno 01 - 08 - 2013Documento85 páginasManual de Torno 01 - 08 - 2013Jair Aguiar100% (1)
- Apostila CNCDocumento60 páginasApostila CNCFelipe NascimentoAinda não há avaliações
- Guia Pratico em Programação TORNO CNC Hyundai / FanucDocumento76 páginasGuia Pratico em Programação TORNO CNC Hyundai / FanucDanielgenio10 Josesigilo1Ainda não há avaliações
- Torno Romi Mach 9Documento222 páginasTorno Romi Mach 9Douglas Lima82% (11)
- Catalogo 611 2017119142720Documento87 páginasCatalogo 611 2017119142720bmalbertAinda não há avaliações
- FanucDocumento30 páginasFanucVicente FernandesAinda não há avaliações
- Apostila Centro de UsinagemDocumento22 páginasApostila Centro de UsinagemAgnaldo HeskoAinda não há avaliações
- Torneamento Capitulo IIIDocumento23 páginasTorneamento Capitulo IIIregiraAinda não há avaliações
- Programa Exemplo Com Ciclo de Furação Simples e G43Documento1 páginaPrograma Exemplo Com Ciclo de Furação Simples e G43Josué AmattiAinda não há avaliações
- Centor de Usinagem M64 M65 - MeggatonDocumento104 páginasCentor de Usinagem M64 M65 - Meggatonwarlikes100% (1)
- Torno Romi Mach 9 PDFDocumento222 páginasTorno Romi Mach 9 PDFgilearde10100% (1)
- Desenvolvendo O Hardware/software Para Uma TornozeleiraNo EverandDesenvolvendo O Hardware/software Para Uma TornozeleiraAinda não há avaliações
- Introdução Ao Tiro De Pressão Com Carabinas SpringerNo EverandIntrodução Ao Tiro De Pressão Com Carabinas SpringerAinda não há avaliações
- Projetos De Eletrônica De Potência Usando O ArduinoNo EverandProjetos De Eletrônica De Potência Usando O ArduinoAinda não há avaliações
- Monitoramento Com Gps E Gsm Programado Em C Usando O Mikroc ProNo EverandMonitoramento Com Gps E Gsm Programado Em C Usando O Mikroc ProAinda não há avaliações
- Controle De Motor De Passo Unipolar E Bipolar Com Base No Pic18f1220 E MikrocNo EverandControle De Motor De Passo Unipolar E Bipolar Com Base No Pic18f1220 E MikrocAinda não há avaliações
- Desenvolvendo Um Conversor Charge Pump Com Base No Pic18f4520 E Xc8No EverandDesenvolvendo Um Conversor Charge Pump Com Base No Pic18f4520 E Xc8Ainda não há avaliações
- Manual de Obras-Hidraulicas 2014 PDFDocumento135 páginasManual de Obras-Hidraulicas 2014 PDFamussual100% (2)
- Curso Lotus Notes 7 BasicoDocumento134 páginasCurso Lotus Notes 7 BasicojclaudiofariasAinda não há avaliações
- Acidez e Basicidade PDFDocumento14 páginasAcidez e Basicidade PDFmarcos matheusAinda não há avaliações
- Pequeno Manual de Instalacoes Eletricas em Atmosferas Potencialmente Explosivas-9788521206866 PDFDocumento24 páginasPequeno Manual de Instalacoes Eletricas em Atmosferas Potencialmente Explosivas-9788521206866 PDFfrancotab100% (1)
- Vasos de PressãoDocumento31 páginasVasos de PressãoGlauco Domingues de MelloAinda não há avaliações
- Desenho Técnico II - 1° ParteDocumento48 páginasDesenho Técnico II - 1° ParteSidarta e um Pouco de TudoAinda não há avaliações
- Exercicios Impar Elon PDFDocumento125 páginasExercicios Impar Elon PDFAlisson Lucas de Souza100% (1)
- Trabalho FresaDocumento9 páginasTrabalho Fresaluis guilherme ramosAinda não há avaliações
- Lista 10Documento2 páginasLista 10Matheus RezendeAinda não há avaliações
- Ciencias 30-10-23Documento9 páginasCiencias 30-10-23bininha89Ainda não há avaliações
- Pressure 11Documento7 páginasPressure 11Alex TeichmannAinda não há avaliações
- Secagem de Materiais - Física Industrial - Aula 1Documento14 páginasSecagem de Materiais - Física Industrial - Aula 1Dayane FaleiroAinda não há avaliações
- Exercício Da Unidade VIIDocumento5 páginasExercício Da Unidade VIIDaniel GiraoAinda não há avaliações
- Manual TD 160 TD 1060 Versao 2012 PDFDocumento22 páginasManual TD 160 TD 1060 Versao 2012 PDFMário Silva NetoAinda não há avaliações
- 16 Ondas IDocumento29 páginas16 Ondas Ijean carlo rabello venancioAinda não há avaliações
- Conceito de Compasso MusicaisDocumento10 páginasConceito de Compasso MusicaisJoao Dique Maguichire PkayAinda não há avaliações
- 37 - Madeiras Na Construção Civil PDFDocumento32 páginas37 - Madeiras Na Construção Civil PDFRicardo Thiessen100% (1)
- Material4 - Propriedade e Comportamento Dos MateriaisDocumento71 páginasMaterial4 - Propriedade e Comportamento Dos MateriaisDIEGO LIMAAinda não há avaliações
- ListaC10 Alocação Dinâmica PDFDocumento4 páginasListaC10 Alocação Dinâmica PDFantonioangeloAinda não há avaliações
- Informacao Teste 7 Ano Matematica 13 2pDocumento3 páginasInformacao Teste 7 Ano Matematica 13 2pamefrmarAinda não há avaliações
- Papus - A Pedra FilosofalDocumento70 páginasPapus - A Pedra FilosofalRICARDO DI NAPOLI100% (4)
- Danielle Raphaela Voltolini - Areia Verde - GRR20091752Documento30 páginasDanielle Raphaela Voltolini - Areia Verde - GRR20091752Gustavo NeresAinda não há avaliações
- Lighting Systems and Associated Electromagnetic RadiationDocumento4 páginasLighting Systems and Associated Electromagnetic RadiationMarcio Antonio SensAinda não há avaliações
- Energia Solar - Respostas Dos ExerciciosDocumento23 páginasEnergia Solar - Respostas Dos ExerciciosRoger RogerAinda não há avaliações
- Apostila Suspiros Daiana CaldeiraDocumento20 páginasApostila Suspiros Daiana CaldeiralmaragaoAinda não há avaliações
- Simulado Anatomia Dental PDFDocumento3 páginasSimulado Anatomia Dental PDFLays NoletoAinda não há avaliações
- Interfaceamento e Comunicação - APLICAÇÃO DO SISTEMA SCADA EM USINA GERADORAS DE ENERGIADocumento9 páginasInterfaceamento e Comunicação - APLICAÇÃO DO SISTEMA SCADA EM USINA GERADORAS DE ENERGIAArthur RubimAinda não há avaliações
- Apostila REsistência Dos MateriaisDocumento15 páginasApostila REsistência Dos MateriaisEspeto Gato GordoAinda não há avaliações
- Quarta Lista de Física - 2º AnoDocumento2 páginasQuarta Lista de Física - 2º AnoEdson Miranda MarquesAinda não há avaliações