Você também pode gostar
- Relatório - Constante de PlanckDocumento13 páginasRelatório - Constante de PlanckThais RosinhaAinda não há avaliações
- Romicron - S53423 - SVUBB1Documento2 páginasRomicron - S53423 - SVUBB1anderson.silvabrasil8281Ainda não há avaliações
- Manual AfiadorasuniversaisDocumento52 páginasManual AfiadorasuniversaisRenato NunesAinda não há avaliações
- Apresentação TCC TamboreadorDocumento39 páginasApresentação TCC TamboreadorAllery SamAinda não há avaliações
- Catálogo Reitz Pro 2020Documento8 páginasCatálogo Reitz Pro 2020Marcio FariaAinda não há avaliações
- Apostila CNC Ifce LaurivanDocumento141 páginasApostila CNC Ifce LaurivanEsdras Carvalho100% (1)
- Peças de Reposição A25Documento181 páginasPeças de Reposição A25IvanJunior100% (1)
- Pop Lab Int - 003 201999999999999999999Documento29 páginasPop Lab Int - 003 201999999999999999999Patricia FarmAinda não há avaliações
- Manual de Instrução e Operação Do DifusorDocumento87 páginasManual de Instrução e Operação Do DifusorErick100% (2)
- Boletim Tecnico AlargadoresDocumento4 páginasBoletim Tecnico Alargadoresvalanjo2001Ainda não há avaliações
- NBR 5854Documento4 páginasNBR 5854AdilsonAinda não há avaliações
- Catalogo Nodus nd220Documento4 páginasCatalogo Nodus nd220ewertonAinda não há avaliações
- Catalogo Pastilhas e FerramentasDocumento40 páginasCatalogo Pastilhas e FerramentasCaio PerezAinda não há avaliações
- Set2012 Apostila Te DefDocumento30 páginasSet2012 Apostila Te DefDanilo OrbitalAinda não há avaliações
- SINUMERIK 828D FresamentoDocumento78 páginasSINUMERIK 828D FresamentoDiogoTanWoginskiAinda não há avaliações
- Aula 09 Introdução À Programação CNC - TorneamentoDocumento10 páginasAula 09 Introdução À Programação CNC - TorneamentoJunior GuedesAinda não há avaliações
- T94153 B PDFDocumento51 páginasT94153 B PDFedgarAinda não há avaliações
- FresamentoDocumento14 páginasFresamentoromao10Ainda não há avaliações
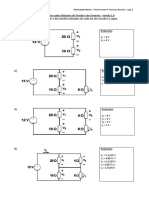
- Lista Divisores Tensao Corrente PDFDocumento3 páginasLista Divisores Tensao Corrente PDFLeonardo Vale de AraujoAinda não há avaliações
- Bomba Laminadoras PDFDocumento2 páginasBomba Laminadoras PDFleonidasfritzAinda não há avaliações
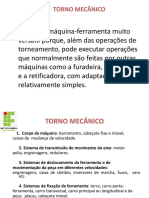
- Manual de Torno 01 - 08 - 2013Documento85 páginasManual de Torno 01 - 08 - 2013Jair Aguiar100% (1)
- Engrenagens Cilíndricas de Dentes RetosDocumento24 páginasEngrenagens Cilíndricas de Dentes RetosWilliam GiacomettiAinda não há avaliações
- Princípios de Tecnologia de Corte de MetaisDocumento86 páginasPrincípios de Tecnologia de Corte de MetaisAlessandro Caetano100% (1)
- Mecanismos de Desgaste de Punções e MatrizesDocumento58 páginasMecanismos de Desgaste de Punções e MatrizesMarceloAinda não há avaliações
- Usinagem Tornearia3Documento79 páginasUsinagem Tornearia3Marcos X AlmeidaAinda não há avaliações
- FresamentoDocumento89 páginasFresamentoeder_peruchAinda não há avaliações
- Manual Fresadora Ferramenteira Clever 4VS - EVS New Versão 1Documento55 páginasManual Fresadora Ferramenteira Clever 4VS - EVS New Versão 1Albenicio100% (1)
- Catalogo Romi PDFDocumento80 páginasCatalogo Romi PDFFreddy Mamani Atayupanqui100% (1)
- Fagor 8055Documento16 páginasFagor 8055Rafael RodriguesAinda não há avaliações
- Tutorial para Zerar A FerramentaDocumento5 páginasTutorial para Zerar A FerramentaCaioeFabiAinda não há avaliações
- Catálogo Torno Romi Centur 30D PDFDocumento20 páginasCatálogo Torno Romi Centur 30D PDFVladimir Colombiano de SouzaAinda não há avaliações
- Exercicio de Tempo de Usinagem de TorneamentoDocumento12 páginasExercicio de Tempo de Usinagem de TorneamentoLeonardo BertatiAinda não há avaliações
- Usinagem Por EletroerosãoDocumento30 páginasUsinagem Por EletroerosãoRafael CavalcantiAinda não há avaliações
- Tamboreamento PDFDocumento3 páginasTamboreamento PDFmarceloAinda não há avaliações
- Livro PDFDocumento12 páginasLivro PDFasouza10Ainda não há avaliações
- Plano de Manutenção Furadeira RadialDocumento1 páginaPlano de Manutenção Furadeira RadialFredson BarrosAinda não há avaliações
- Dimensionamento de Engrenagens para Corrente de Rolo ASADocumento3 páginasDimensionamento de Engrenagens para Corrente de Rolo ASASamuel costaAinda não há avaliações
- Manual Ansimag KM1515Documento26 páginasManual Ansimag KM1515Felipe MachadoAinda não há avaliações
- Catalogo MANROD 2018-2019Documento68 páginasCatalogo MANROD 2018-2019Roberto RAinda não há avaliações
- Aula 2 - Fundamentos de MecânicaDocumento49 páginasAula 2 - Fundamentos de MecânicaVinícius Wittig ViannaAinda não há avaliações
- Catálogo de Peças: Divisão de Comercialização MatrizDocumento50 páginasCatálogo de Peças: Divisão de Comercialização MatrizM&F MaximoAinda não há avaliações
- VekerDocumento10 páginasVekerFabio BarrosoAinda não há avaliações
- ÍndiceDocumento11 páginasÍndiceQuelton NgulubeAinda não há avaliações
- U06315CDocumento125 páginasU06315CalanrogermorenoAinda não há avaliações
- NBR 14431 - Proteses E Orteses - Requisitos Gerais para Marcacao Embalagem E Rotulagem de ComponeDocumento3 páginasNBR 14431 - Proteses E Orteses - Requisitos Gerais para Marcacao Embalagem E Rotulagem de Componeengenheiromarcelo0Ainda não há avaliações
- Master CamDocumento199 páginasMaster CamDaniel GaldinoAinda não há avaliações
- Discovery 4022: Catálogo de PeçasDocumento57 páginasDiscovery 4022: Catálogo de PeçasPhilippe Costa RochaAinda não há avaliações
- Formatos Que Saem Da Linha (Recartilhar) PDFDocumento11 páginasFormatos Que Saem Da Linha (Recartilhar) PDFcaioAinda não há avaliações
- 2017caderno de Exercícios Siemens PDFDocumento44 páginas2017caderno de Exercícios Siemens PDFValter Lima100% (1)
- CNC Programao Fanuc DenfordDocumento23 páginasCNC Programao Fanuc DenfordRobertodeOLiveiraAinda não há avaliações
- Apostila de Exercícios Centro de UsinagemDocumento20 páginasApostila de Exercícios Centro de UsinagemwesleyAinda não há avaliações
- Catálogo Geral TorneamentoDocumento240 páginasCatálogo Geral TorneamentoAnonymous cDxyssbH100% (1)
- Exercicio de Fresa FANUC 0i MDocumento344 páginasExercicio de Fresa FANUC 0i MFabio AlvesAinda não há avaliações
- Manual de Manutenção e OperaçãoDocumento13 páginasManual de Manutenção e OperaçãoCirilo Marcos Rossi100% (1)
- Programação Mach9 LDocumento95 páginasProgramação Mach9 LMirandaj14100% (1)
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- Acionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoNo EverandAcionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoAinda não há avaliações
- Funções MDocumento2 páginasFunções MDanielgenio10 Josesigilo1Ainda não há avaliações
- Manual de Programação e OperaçãoDocumento50 páginasManual de Programação e OperaçãoJanilson RêusAinda não há avaliações
- Funções MDocumento2 páginasFunções MDanielgenio10 Josesigilo1Ainda não há avaliações
- Catalogo Schindler 5500Documento23 páginasCatalogo Schindler 5500Emerson UrbanoAinda não há avaliações
- Nova Geração de Máquinas de Tração SGB 142: Prepare Os Elevadores Do Seu Condomínio para o FuturoDocumento3 páginasNova Geração de Máquinas de Tração SGB 142: Prepare Os Elevadores Do Seu Condomínio para o FuturoDanielgenio10 Josesigilo1Ainda não há avaliações
- Guia Pratico em Programação TORNO CNC Hyundai / FanucDocumento76 páginasGuia Pratico em Programação TORNO CNC Hyundai / FanucDanielgenio10 Josesigilo1Ainda não há avaliações
- Nova Geração de Máquinas de Tração SGB 142: Prepare Os Elevadores Do Seu Condomínio para o FuturoDocumento3 páginasNova Geração de Máquinas de Tração SGB 142: Prepare Os Elevadores Do Seu Condomínio para o FuturoDanielgenio10 Josesigilo1Ainda não há avaliações
- Funções MDocumento2 páginasFunções MDanielgenio10 Josesigilo1Ainda não há avaliações
- ABC71 Ebook Industria 4.0Documento32 páginasABC71 Ebook Industria 4.0Luis RodriguesAinda não há avaliações
- Manoel Marino MartinsDocumento49 páginasManoel Marino MartinsDanielgenio10 Josesigilo1Ainda não há avaliações
- Av. Semanal 2 - Física - 1º AnoDocumento2 páginasAv. Semanal 2 - Física - 1º AnoAdriano GomesAinda não há avaliações
- PONTESDocumento60 páginasPONTESNathalia SousaAinda não há avaliações
- Abnt NBR 16.655 - 1Documento21 páginasAbnt NBR 16.655 - 1Ricardo MeyerAinda não há avaliações
- Matemática: Esse Material É Parte Integrante Do Aulas Particulares On-Line Do IESDE BRASIL S/ADocumento24 páginasMatemática: Esse Material É Parte Integrante Do Aulas Particulares On-Line Do IESDE BRASIL S/APatrick MartinsAinda não há avaliações
- Apostila Conformação MecanicaDocumento39 páginasApostila Conformação MecanicaJosé Rosa de Souza Farias100% (1)
- 300c Limousine PDFDocumento3 páginas300c Limousine PDFHumberto Cadori FilhoAinda não há avaliações
- Geometria Analitica - UFV PDFDocumento150 páginasGeometria Analitica - UFV PDFMário MouraAinda não há avaliações
- Currículo Carlos Henrique M. Bonifácio.Documento6 páginasCurrículo Carlos Henrique M. Bonifácio.CARLOSAinda não há avaliações
- Diagrama de BrucknerDocumento9 páginasDiagrama de Brucknercrislaine rodriguesAinda não há avaliações
- Literatura 416e Florestal PDFDocumento49 páginasLiteratura 416e Florestal PDFViniciusCamargosAinda não há avaliações
- Slide de Maquinas e EquipamentosDocumento42 páginasSlide de Maquinas e EquipamentosAnderson TabordaAinda não há avaliações
- Verificação Linha de Vida 01 PDFDocumento2 páginasVerificação Linha de Vida 01 PDFAdelmárcio AndréAinda não há avaliações
- Stereo VU MeterDocumento10 páginasStereo VU MeterEduardo MoreiraAinda não há avaliações
- Manual Motobomba Sibrape BAP Fit e BAPDocumento16 páginasManual Motobomba Sibrape BAP Fit e BAPmareuniceAinda não há avaliações
- Manual de Filtros Ap 20 30 50 75 100 AlbaceteDocumento14 páginasManual de Filtros Ap 20 30 50 75 100 AlbaceteJosimar SilvaAinda não há avaliações
- Frequencímetro de Alta Resolução DVM13MFC2Documento6 páginasFrequencímetro de Alta Resolução DVM13MFC2Antonio C D FerreiraAinda não há avaliações
- Capitulo 53 Monza, Ipanema, K.Documento23 páginasCapitulo 53 Monza, Ipanema, K.Gadus Morhua100% (1)
- 2° Lista de Máquinas TérmicasDocumento9 páginas2° Lista de Máquinas TérmicascarlosAinda não há avaliações
- Catalogos de Tubos InoxDocumento4 páginasCatalogos de Tubos InoxodairAinda não há avaliações
- Prevencao de IncendiosDocumento76 páginasPrevencao de IncendiosSimone SegattoAinda não há avaliações
- Catalogo Digital - Produtos Dyv (Atual)Documento11 páginasCatalogo Digital - Produtos Dyv (Atual)Manoel BatistaAinda não há avaliações
- Tecnologia AlienígenaDocumento4 páginasTecnologia AlienígenaWanderley Da Ressurreição BentoAinda não há avaliações
- Cristalização Do AçúcarDocumento7 páginasCristalização Do AçúcarLeonardo Corrêa BrancoAinda não há avaliações
- Fotossíntese - o Que É, Função, Etapas, Importância - Biologia NetDocumento3 páginasFotossíntese - o Que É, Função, Etapas, Importância - Biologia NetDuda FernandesAinda não há avaliações
- Drapper Guia Rápido IIIDocumento4 páginasDrapper Guia Rápido IIIVinicius Santos Agronomia100% (1)
- My16 Cobalt pn52122481 Por 20160205 v03 BaixaDocumento248 páginasMy16 Cobalt pn52122481 Por 20160205 v03 BaixaJfk LucasAinda não há avaliações
- PD6Documento19 páginasPD6Daniel cabezas gonzaloAinda não há avaliações