Você também pode gostar
- ERP AgriManager - Guia Pratico ComprasDocumento18 páginasERP AgriManager - Guia Pratico Comprasmariopereira.cnp100% (1)
- N-2943 Contec Revestimentos Anticorrosivos: Conteúdo Da 1 EMENDA - 07/2020Documento16 páginasN-2943 Contec Revestimentos Anticorrosivos: Conteúdo Da 1 EMENDA - 07/2020andersonkreischer100% (2)
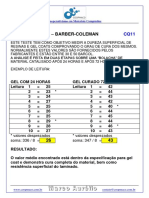
- Dureza Barcol Aplicado No Ensaio de Cura Do Gelcoat PDFDocumento2 páginasDureza Barcol Aplicado No Ensaio de Cura Do Gelcoat PDFNara CamargoAinda não há avaliações
- Norma Petrobras N-1281 Rev. GDocumento16 páginasNorma Petrobras N-1281 Rev. GRodrigo Cesar BragaAinda não há avaliações
- ABNT NBR-15877 Ensaio de Ader Ncia Por Tra º ÚoDocumento14 páginasABNT NBR-15877 Ensaio de Ader Ncia Por Tra º Úonandocloss100% (5)
- N 0894 PDFDocumento37 páginasN 0894 PDFHenrique ReisAinda não há avaliações
- N 2914Documento9 páginasN 2914nunosobralAinda não há avaliações
- N-0013 KDocumento28 páginasN-0013 Kthiagojcn100% (1)
- N 1018 LogomarcaDocumento14 páginasN 1018 LogomarcaMaurícioPinheiroAinda não há avaliações
- Procedimento: - PúblicoDocumento10 páginasProcedimento: - PúblicoredentgmAinda não há avaliações
- Baixar Curso de Copywriting - Elias Maman 2020 Download Google Drive PDFDocumento5 páginasBaixar Curso de Copywriting - Elias Maman 2020 Download Google Drive PDFWesleySegantiniAinda não há avaliações
- Arquitetura Cerberus ECODocumento1 páginaArquitetura Cerberus ECOJener SilveiraAinda não há avaliações
- Especificacao Funcional Template VXDocumento16 páginasEspecificacao Funcional Template VXRogério Sola PereiraAinda não há avaliações
- N 1596 PDFDocumento17 páginasN 1596 PDFErnesto NoeAinda não há avaliações
- Rev. E 11 / 2016: EspecificaçãoDocumento11 páginasRev. E 11 / 2016: EspecificaçãoDylkanWingsAinda não há avaliações
- N 1593Documento14 páginasN 1593LeoMoraisAinda não há avaliações
- Rev. J 07 / 2021: ProcedimentoDocumento16 páginasRev. J 07 / 2021: ProcedimentoCarlos RodriguesAinda não há avaliações
- N-2843 Revestimento Internos de TubosDocumento15 páginasN-2843 Revestimento Internos de Tubosengenheiroalencar100% (1)
- Rev. F 11 / 2016: ProcedimentoDocumento10 páginasRev. F 11 / 2016: ProcedimentoAntonio AbreuAinda não há avaliações
- N-1859 Contec Qualificação de Consumíveis de Soldagem: - PúblicoDocumento42 páginasN-1859 Contec Qualificação de Consumíveis de Soldagem: - PúblicogelsongustavoAinda não há avaliações
- N 0118 PDFDocumento13 páginasN 0118 PDFRodrigo HortaAinda não há avaliações
- N 0268Documento44 páginasN 0268aoflimaAinda não há avaliações
- Procedimento Petrobras - LP N-2370Documento13 páginasProcedimento Petrobras - LP N-2370Julio SaldanhaAinda não há avaliações
- PR 151Documento23 páginasPR 151Fausto José100% (1)
- Rev. D 11 / 2016: ProcedimentoDocumento7 páginasRev. D 11 / 2016: ProcedimentoandersonkreischerAinda não há avaliações
- N-2231 Contec: Rev. D 03 / 2013Documento17 páginasN-2231 Contec: Rev. D 03 / 2013Bernardo CaberlonAinda não há avaliações
- N 1514Documento14 páginasN 1514Raphael Gomes Garcia100% (1)
- N 1841Documento12 páginasN 1841Ricardo Curioni100% (1)
- N-0118 - Filtro Temporário e Filtro Gaveta para TubulaçãoDocumento15 páginasN-0118 - Filtro Temporário e Filtro Gaveta para TubulaçãoRitchieRichardAinda não há avaliações
- Rev. C 05 / 2009: TerminologiaDocumento26 páginasRev. C 05 / 2009: TerminologiaAlon CarlosAinda não há avaliações
- N-2789 - Inspeção em Serviço de Tanques Atmosféricos de Uso Geral - Jul 2004Documento16 páginasN-2789 - Inspeção em Serviço de Tanques Atmosféricos de Uso Geral - Jul 2004seltonjapaoAinda não há avaliações
- N 0896 PDFDocumento59 páginasN 0896 PDFEzequiel CastilhoniAinda não há avaliações
- N-2912 Contec: Comissão de Normalização TécnicaDocumento10 páginasN-2912 Contec: Comissão de Normalização TécnicaSimone SantiagoAinda não há avaliações
- N-293 Contec: Rev. F 11 / 2008Documento38 páginasN-293 Contec: Rev. F 11 / 2008Abner MartinsAinda não há avaliações
- N-2414 - Inspeção em Serviço de Esferas de ArmazenamentoDocumento10 páginasN-2414 - Inspeção em Serviço de Esferas de ArmazenamentoLuciano RezendeAinda não há avaliações
- N-2690 End IrisDocumento12 páginasN-2690 End IrisFlynerAinda não há avaliações
- N 0464Documento72 páginasN 0464Fábio França100% (2)
- N-2238 CDocumento36 páginasN-2238 Cmarcospaulo01Ainda não há avaliações
- N-215 Requisitos de Qualidade e Inspeção de Materiais de TubulaçãoDocumento10 páginasN-215 Requisitos de Qualidade e Inspeção de Materiais de TubulaçãoEdgar CostaAinda não há avaliações
- N 1367Documento5 páginasN 1367André FernandesAinda não há avaliações
- N-0314 PN Baixa Tensão para MotoresDocumento11 páginasN-0314 PN Baixa Tensão para MotoresDaniel RochaAinda não há avaliações
- N-1592 Teste Por PontosDocumento5 páginasN-1592 Teste Por PontosEliane Santos100% (1)
- N-2432 PetrobrasDocumento24 páginasN-2432 PetrobrasRobsonAinda não há avaliações
- N-2843 Contec Revestimento Interno de Tubos: - PúblicoDocumento24 páginasN-2843 Contec Revestimento Interno de Tubos: - PúblicoMarcelo Biazucci MoreiraAinda não há avaliações
- LV 017Documento2 páginasLV 017Jimmy David Espinoza MejiaAinda não há avaliações
- N-2565 Contec: RevalidaçãoDocumento8 páginasN-2565 Contec: RevalidaçãoPaulo Sérgio SantanaAinda não há avaliações
- Rev. G 08 / 2020: ProcedimentoDocumento10 páginasRev. G 08 / 2020: ProcedimentoDanilo Augusto KellyAinda não há avaliações
- N-2511 - 2 PDFDocumento16 páginasN-2511 - 2 PDFEdmilson FaustinoAinda não há avaliações
- NBR 13715 Dez2005Documento25 páginasNBR 13715 Dez2005Roberto MotaAinda não há avaliações
- Revestimento Antiferrugem N-2943Documento20 páginasRevestimento Antiferrugem N-2943Julio CésarAinda não há avaliações
- N 2200 PDFDocumento25 páginasN 2200 PDFwsbarbosaAinda não há avaliações
- N 2802Documento51 páginasN 2802estradeiroAinda não há avaliações
- N 442-03 PDFDocumento7 páginasN 442-03 PDFWesley MendesAinda não há avaliações
- N-2793 Tubos ConduccaoDocumento47 páginasN-2793 Tubos ConduccaoIsabel Justiniano OliveraAinda não há avaliações
- N-0001 - Norma PetrobrasDocumento24 páginasN-0001 - Norma PetrobrasJoão Alves Dos SantosAinda não há avaliações
- N-2680 Contec Tinta Epóxi, Sem Solventes, Tolerante A Superfícies MolhadasDocumento18 páginasN-2680 Contec Tinta Epóxi, Sem Solventes, Tolerante A Superfícies Molhadasrcfrcf279Ainda não há avaliações
- Prova LPDocumento10 páginasProva LPFelipe de Aragona100% (1)
- N 2689Documento26 páginasN 2689DylkanWingsAinda não há avaliações
- Especificação: Rev. F Mai / 99Documento15 páginasEspecificação: Rev. F Mai / 99henriqueAinda não há avaliações
- N 1595Documento16 páginasN 1595neto-portoAinda não há avaliações
- N 1514Documento11 páginasN 1514Rita CavalcantiAinda não há avaliações
- Rev. F 11 / 2022: ProcedimentoDocumento9 páginasRev. F 11 / 2022: ProcedimentoallanAinda não há avaliações
- Rev. H 09 / 2013: ProcedimentoDocumento12 páginasRev. H 09 / 2013: ProcedimentoAntonio CarlosAinda não há avaliações
- Rev. D 04 / 2011: ProcedimentoDocumento7 páginasRev. D 04 / 2011: ProcedimentobrunomocsaAinda não há avaliações
- N 1594 PDFDocumento12 páginasN 1594 PDFEzequiel CastilhoniAinda não há avaliações
- N 1598 PDFDocumento12 páginasN 1598 PDFEzequiel CastilhoniAinda não há avaliações
- Rev. F 05 / 2019: PadronizaçãoDocumento18 páginasRev. F 05 / 2019: PadronizaçãoandersonkreischerAinda não há avaliações
- Ivan Charpy PDFDocumento6 páginasIvan Charpy PDFandersonkreischerAinda não há avaliações
- Rev. G 02 / 2017: ProcedimentoDocumento14 páginasRev. G 02 / 2017: ProcedimentoandersonkreischerAinda não há avaliações
- Rev. D 11 / 2016: ProcedimentoDocumento7 páginasRev. D 11 / 2016: ProcedimentoandersonkreischerAinda não há avaliações
- N-2921 Contec Caixa de Engrenagens para Uso Geral - Folha de DadosDocumento13 páginasN-2921 Contec Caixa de Engrenagens para Uso Geral - Folha de DadosandersonkreischerAinda não há avaliações
- Casa Da ToyotaDocumento1 páginaCasa Da ToyotaandersonkreischerAinda não há avaliações
- N-2939 Contec Segurança de Poço para Projetos de Teste de Formação e Teste de ProduçãoDocumento19 páginasN-2939 Contec Segurança de Poço para Projetos de Teste de Formação e Teste de ProduçãoandersonkreischerAinda não há avaliações
- Positron Manual Alarme l2005 Cyber PX FX Exact PDFDocumento2 páginasPositron Manual Alarme l2005 Cyber PX FX Exact PDFRamises Nery100% (1)
- Rolamentos Axiais de Esferas, Escora Simples - 20210610Documento3 páginasRolamentos Axiais de Esferas, Escora Simples - 20210610Eduardo IdeAinda não há avaliações
- Aula03 - POO em C# - EncapsulamentoDocumento2 páginasAula03 - POO em C# - EncapsulamentoSérgio PortariAinda não há avaliações
- Alcatel-Lucent IP Touch 4028 Phone & 4029 Digital PhoneDocumento2 páginasAlcatel-Lucent IP Touch 4028 Phone & 4029 Digital PhoneRuanAinda não há avaliações
- Subestacao Eletrica ApostilaDocumento76 páginasSubestacao Eletrica Apostilafielmatola100% (1)
- Apostila Tecnica Piso Teto CarrierDocumento163 páginasApostila Tecnica Piso Teto Carrierjokbala100% (3)
- Aulas SIDocumento113 páginasAulas SIdaniAinda não há avaliações
- Volume 6 Controle e Redução de Perdas AparentesDocumento139 páginasVolume 6 Controle e Redução de Perdas AparentesluanmanerinhoAinda não há avaliações
- Revista Canal+ CCM - Julho 2023Documento57 páginasRevista Canal+ CCM - Julho 2023William RizzutoAinda não há avaliações
- Curso LPIC2 Topico 202 ExerciciosDocumento3 páginasCurso LPIC2 Topico 202 ExerciciosglaucoAinda não há avaliações
- CV João RomãoDocumento2 páginasCV João RomãojcromaosAinda não há avaliações
- Novos Media, HojeDocumento17 páginasNovos Media, HojeGil FerreiraAinda não há avaliações
- Manual de Instalacao Pro 4.78 Ef 1Documento18 páginasManual de Instalacao Pro 4.78 Ef 1Gabriel PieriAinda não há avaliações
- Cadastro TerritorialDocumento20 páginasCadastro TerritorialValentinaAinda não há avaliações
- Cyclades PR1000Documento2 páginasCyclades PR1000Marcos TritapepeAinda não há avaliações
- Balança Arduino Com Célula de Carga e HX711Documento13 páginasBalança Arduino Com Célula de Carga e HX711venomv0% (1)
- Metodologias Ativas e Modelos Híbridos Na Educação - Documentos GoogleDocumento10 páginasMetodologias Ativas e Modelos Híbridos Na Educação - Documentos GoogleAryanne MarquesAinda não há avaliações
- Manual de Desmontagem Andaime FachadeiroDocumento1 páginaManual de Desmontagem Andaime FachadeiroLeila AnjosAinda não há avaliações
- Tecnologia Pensamento Computacional FlavioDocumento2 páginasTecnologia Pensamento Computacional FlavioAndre BastosAinda não há avaliações
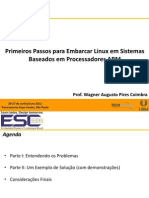
- Wagner CoimbraDocumento51 páginasWagner CoimbraLuiz Gustavo FernandesAinda não há avaliações
- Engenharia de Software IiDocumento3 páginasEngenharia de Software IiLeandro De OliveiraAinda não há avaliações
- Dicionário Da EAPDocumento7 páginasDicionário Da EAPRicardo LopesAinda não há avaliações
- Guiao Do Trabalho Laboratorial 1Documento6 páginasGuiao Do Trabalho Laboratorial 1Joaquim RuaAinda não há avaliações
- Mit010 Compras PDFDocumento4 páginasMit010 Compras PDFjunior ribeiroAinda não há avaliações
- SMARTsnmpUPDATER - Manual Instalação FirmwareDocumento9 páginasSMARTsnmpUPDATER - Manual Instalação Firmwareronare6613Ainda não há avaliações
- Exercícios InstrumentaçãoDocumento3 páginasExercícios InstrumentaçãoFaculAinda não há avaliações