Você também pode gostar
- Responsabilidade TecnicaDocumento9 páginasResponsabilidade TecnicaEng.Químico SCAinda não há avaliações
- Tea Tree - DmsoDocumento10 páginasTea Tree - DmsoEng.Químico SCAinda não há avaliações
- Estatisticas MPSDocumento17 páginasEstatisticas MPSEng.Químico SCAinda não há avaliações
- Apresentação ModeloDocumento51 páginasApresentação ModeloEng.Químico SCAinda não há avaliações
- Relatório Muito Bom para ExemploDocumento30 páginasRelatório Muito Bom para ExemploEng.Químico SCAinda não há avaliações
- Espirita ImportanteDocumento2 páginasEspirita ImportanteEng.Químico SCAinda não há avaliações
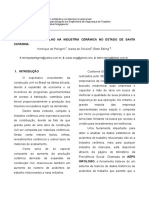
- Acidentes de Trabalho Na Indústria Cerâmica No Estado de Santa CatarinaDocumento1 páginaAcidentes de Trabalho Na Indústria Cerâmica No Estado de Santa CatarinaEng.Químico SCAinda não há avaliações
- TCC AbsenteismoDocumento35 páginasTCC AbsenteismoEng.Químico SCAinda não há avaliações
- Posto de CombustíveisDocumento14 páginasPosto de CombustíveisEng.Químico SCAinda não há avaliações
- Tópicos de Auditoria NR12Documento3 páginasTópicos de Auditoria NR12Eng.Químico SCAinda não há avaliações
- Artigo Acidentes Do TrabalhoDocumento3 páginasArtigo Acidentes Do TrabalhoEng.Químico SCAinda não há avaliações
- Licenciamento Ambiental PDFDocumento28 páginasLicenciamento Ambiental PDFArtur ColellaAinda não há avaliações
- Negócios In-FormadosDocumento143 páginasNegócios In-FormadosLeandro Carlos de OliveiraAinda não há avaliações
- NR-28 (Atualizada 2015) IDocumento51 páginasNR-28 (Atualizada 2015) IEng.Químico SCAinda não há avaliações
- 242-311 Administracao 01 ProdDocumento4 páginas242-311 Administracao 01 ProdEng.Químico SCAinda não há avaliações
- Evolução Histórica Da Legislação Acidentária No BrasilDocumento24 páginasEvolução Histórica Da Legislação Acidentária No BrasilEng.Químico SCAinda não há avaliações
- PlanoDeEnsino Legislação e Normas Técnicas-Legislação 2016Documento3 páginasPlanoDeEnsino Legislação e Normas Técnicas-Legislação 2016Eng.Químico SCAinda não há avaliações
- 242-330 Empreendedorismo 01Documento3 páginas242-330 Empreendedorismo 01Eng.Químico SCAinda não há avaliações
- 242-441 Tarefas e RotinasDocumento1 página242-441 Tarefas e RotinasEng.Químico SCAinda não há avaliações
- 200-438 10 Dissert FinalDocumento102 páginas200-438 10 Dissert FinalEng.Químico SCAinda não há avaliações
- 200-432 40 Projeto Decl Do ClienteDocumento2 páginas200-432 40 Projeto Decl Do ClienteEng.Químico SCAinda não há avaliações
- 242-310 Administracao 00Documento10 páginas242-310 Administracao 00Eng.Químico SCAinda não há avaliações
- Livro - Coleta e Tratamento de Esgoto SanitárioDocumento275 páginasLivro - Coleta e Tratamento de Esgoto SanitárioClayton Medalha94% (16)
- Módulo Ii - Curso Licenciamento AmbientalDocumento25 páginasMódulo Ii - Curso Licenciamento AmbientalEng.Químico SCAinda não há avaliações
- 200-432 20 Entrevista Projeto Eletrico ResidencialDocumento11 páginas200-432 20 Entrevista Projeto Eletrico ResidencialEng.Químico SCAinda não há avaliações
- Apostila Saneamento TsgaDocumento151 páginasApostila Saneamento TsgaEng.Químico SCAinda não há avaliações
- Matematica Tratamento de EfluentesDocumento3 páginasMatematica Tratamento de EfluentesEng.Químico SCAinda não há avaliações
- Apostila Qgis TsgaDocumento47 páginasApostila Qgis TsgaEng.Químico SCAinda não há avaliações
- Curso de Legislação FIESCDocumento239 páginasCurso de Legislação FIESCEng.Químico SCAinda não há avaliações
- Curso de EIA-RIMA MaxiambientalDocumento146 páginasCurso de EIA-RIMA MaxiambientalEng.Químico SCAinda não há avaliações
- O Fazer Cinema Das Artes Visuais - Performances FílmicasDocumento38 páginasO Fazer Cinema Das Artes Visuais - Performances FílmicasLara VasconcelosAinda não há avaliações
- 6030 - Projeto e Montagem de Um Equipamento Eletrónico (50h)Documento3 páginas6030 - Projeto e Montagem de Um Equipamento Eletrónico (50h)xarly0% (1)
- EDITAL ARI 041.2023 - 4o Concurso Altar de Dia de Muertos FinalDocumento18 páginasEDITAL ARI 041.2023 - 4o Concurso Altar de Dia de Muertos FinalAdriano ConstantinoAinda não há avaliações
- Resolução - (032) 98482-3236 - Roteiro de Aula Prática - Desenho Técnico MecânicoDocumento91 páginasResolução - (032) 98482-3236 - Roteiro de Aula Prática - Desenho Técnico Mecânicoportshow69Ainda não há avaliações
- A Intertextualidade No Cinema - Uma Opção de Hibridismo de LinguagemDocumento18 páginasA Intertextualidade No Cinema - Uma Opção de Hibridismo de LinguagemJoão CintraAinda não há avaliações
- Orientações - Montagem de ProvaDocumento10 páginasOrientações - Montagem de ProvaDiego QuânticoAinda não há avaliações
- Rotex Manual - PortDocumento64 páginasRotex Manual - PortMarcio VieiraAinda não há avaliações
- Videodocumentário e VideorreportagemDocumento15 páginasVideodocumentário e VideorreportagemRafael Almeida100% (2)
- Manual de Instruções - GASP 9017 TatupDocumento70 páginasManual de Instruções - GASP 9017 TatupVictor BenetiAinda não há avaliações
- N-271 Contec Montagem de Tanque de Armazenamento: - PúblicoDocumento21 páginasN-271 Contec Montagem de Tanque de Armazenamento: - PúblicoRaphael Gomes GarciaAinda não há avaliações
- Ementa SolidworksDocumento2 páginasEmenta SolidworksLeonardo AlexAinda não há avaliações
- Instrodução A Mecânica BásicaDocumento268 páginasInstrodução A Mecânica BásicaClaudinei Oliveira ClaudineiAinda não há avaliações
- Manual de Instruções PAM (Português)Documento38 páginasManual de Instruções PAM (Português)Julio Cesar VarasAinda não há avaliações
- 18095-06 Forno RotativoDocumento44 páginas18095-06 Forno RotativoPedro De Masi PreturlonAinda não há avaliações
- Direito - Autoral - Prop Intelplagio - RI - Acessivel e AcessavelDocumento220 páginasDireito - Autoral - Prop Intelplagio - RI - Acessivel e AcessavelVeronicaMattosoAinda não há avaliações
- Manual Plotter de Impressao Digital S1800uvDocumento21 páginasManual Plotter de Impressao Digital S1800uvraul nascimentoAinda não há avaliações
- Descrição de Atividades (Alternativa)Documento21 páginasDescrição de Atividades (Alternativa)Augusto VieceliAinda não há avaliações
- PLANO DE AULA NR-35 MultiplicadorDocumento7 páginasPLANO DE AULA NR-35 MultiplicadorMarcio SeixasAinda não há avaliações
- Material de Boas Vindas Versao 7.7Documento15 páginasMaterial de Boas Vindas Versao 7.7Caio BorinAinda não há avaliações
- Jose Juliano B Gadelha 61Documento7 páginasJose Juliano B Gadelha 61Flávia BandeiraAinda não há avaliações
- Linguagem Cinematografica, Aula 1Documento16 páginasLinguagem Cinematografica, Aula 1Rodrigo CarreiroAinda não há avaliações
- Teste Maias - EducaçãoDocumento6 páginasTeste Maias - EducaçãoCidália NetoAinda não há avaliações
- Esteira Athletic Profissional 2.0TDocumento12 páginasEsteira Athletic Profissional 2.0TGustavo AlbinoAinda não há avaliações
- Jogos e Brincadeira PDFDocumento107 páginasJogos e Brincadeira PDFGuilherme CostaAinda não há avaliações
- Manual Elevadores PHF 2019 AtuDocumento32 páginasManual Elevadores PHF 2019 AtuJosué SolderaAinda não há avaliações
- Plano de Montagem Do Eletrocentro RevisadoDocumento9 páginasPlano de Montagem Do Eletrocentro RevisadoAndré SilvaAinda não há avaliações
- Manual Fogaocomforno 2021Documento2 páginasManual Fogaocomforno 2021DiegoAinda não há avaliações
- Manual Andaime TubularDocumento10 páginasManual Andaime TubularmaguilsAinda não há avaliações
- Por Um Cinema Pós-Industrial Cezar MigliorinDocumento7 páginasPor Um Cinema Pós-Industrial Cezar Migliorinlimasilv76Ainda não há avaliações
- Blog Do Picco RecepçãoDocumento51 páginasBlog Do Picco RecepçãoANSELMO LIMAAinda não há avaliações