Você também pode gostar
- Esquema Elétrico Da Transmissão Automática (AG)Documento5 páginasEsquema Elétrico Da Transmissão Automática (AG)Formula ToolsAinda não há avaliações
- Manual de Dicas de Falhas VWDocumento30 páginasManual de Dicas de Falhas VWFlavio Xavier100% (1)
- Cetec824ind1-Operador de Portas VVVF-F4.PDF (0) TkeDocumento16 páginasCetec824ind1-Operador de Portas VVVF-F4.PDF (0) Tkeangela1590100% (1)
- SERGE, Victor - O Ano I Da Revolução Russa PDFDocumento251 páginasSERGE, Victor - O Ano I Da Revolução Russa PDFRejane Carolina HoevelerAinda não há avaliações
- Esquema de Ligação-Central de Comando Tri-Mono para Portões Com Contatores Auxiliares (El-001)Documento3 páginasEsquema de Ligação-Central de Comando Tri-Mono para Portões Com Contatores Auxiliares (El-001)HenriqueAinda não há avaliações
- PROFIBUS-PA Meio Físico IEC 61158-2 César CassiolatoDocumento13 páginasPROFIBUS-PA Meio Físico IEC 61158-2 César CassiolatoDiego Sacramento MageskiAinda não há avaliações
- Projeto elétrico residencial com domóticaDocumento42 páginasProjeto elétrico residencial com domóticaEmily DanyaniAinda não há avaliações
- Regimento Escolar de Escolas Públicas: para Além Do Registro de Normas. Wolf Mariangela TDocumento13 páginasRegimento Escolar de Escolas Públicas: para Além Do Registro de Normas. Wolf Mariangela TShirley MonteiroAinda não há avaliações
- Livro Automacao 2 EdDocumento18 páginasLivro Automacao 2 EdAtila DavidAinda não há avaliações
- LAB EA Prática 03Documento6 páginasLAB EA Prática 03PATRICK VINICIUS FERREIRA SARAIVAAinda não há avaliações
- Usp Engenharia Eletrônica PotênciaDocumento13 páginasUsp Engenharia Eletrônica PotênciaLuiz HenriqueAinda não há avaliações
- Medição e monitoramento industrialDocumento8 páginasMedição e monitoramento industrialJhuno Silva PaulaAinda não há avaliações
- Flicker e suas origensDocumento14 páginasFlicker e suas origensJose Carlos ProdocciniAinda não há avaliações
- Testando JFET-N BF245C No Pspice 17Documento5 páginasTestando JFET-N BF245C No Pspice 17Rodrigo TolêdoAinda não há avaliações
- Mudança de CargaDocumento5 páginasMudança de CargaAustim GomideAinda não há avaliações
- ListaExercícios3CircuitosContadoresDocumento2 páginasListaExercícios3CircuitosContadoresVINICIUS HIDEKI INOUEAinda não há avaliações
- Trabalho de Eletrônica - Vinicius MartinsDocumento4 páginasTrabalho de Eletrônica - Vinicius MartinsVinicius MartinsAinda não há avaliações
- Simulador consumo elétricoDocumento6 páginasSimulador consumo elétricoJoãoVitorAzevedoAinda não há avaliações
- Especificacao de Materiais PLC RemotasDocumento11 páginasEspecificacao de Materiais PLC RemotasemanuelAinda não há avaliações
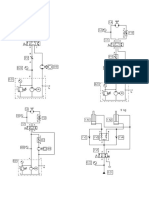
- Circuito Hidraulica AvançadoDocumento6 páginasCircuito Hidraulica AvançadoGabriel Azevedo MoralAinda não há avaliações
- Controle Estoque MensalDocumento1.438 páginasControle Estoque MensalkbooomAinda não há avaliações
- Relatório laboratórios simulados dispositivos eletrônicosDocumento7 páginasRelatório laboratórios simulados dispositivos eletrônicosDaniel JustoAinda não há avaliações
- Mach Thi 211 Thu Ba de 3Documento1 páginaMach Thi 211 Thu Ba de 3hoangduchuy633Ainda não há avaliações
- ContadoresDocumento48 páginasContadoresCesar LoureiroAinda não há avaliações
- Planilha de Dimensionamento Off Grid CompletaDocumento4 páginasPlanilha de Dimensionamento Off Grid CompletaDjalmaAinda não há avaliações
- Raycon abutre combatente Operações EspeciaisDocumento4 páginasRaycon abutre combatente Operações EspeciaisSergio :3Ainda não há avaliações
- Relés de supervisão 3UGDocumento12 páginasRelés de supervisão 3UGAndres CardozoAinda não há avaliações
- Desequilíbrios de tensão e corrente: GDT, perda de potênciaDocumento10 páginasDesequilíbrios de tensão e corrente: GDT, perda de potênciaRafael Jhonatan Corrêa PioAinda não há avaliações
- Polarização do transistor bipolar e operação como chaveDocumento6 páginasPolarização do transistor bipolar e operação como chaveNikolas GianAinda não há avaliações
- Levantamento de cargas ACDocumento31 páginasLevantamento de cargas ACMatheus MariannoAinda não há avaliações
- Esquema Ligacao Kit Injetora PadraoDocumento1 páginaEsquema Ligacao Kit Injetora PadraoMardeni OliveiraAinda não há avaliações
- Capacitores CeramicosDocumento10 páginasCapacitores Ceramicosnergal_mclAinda não há avaliações
- Lab de Eletrônica - Prática 2Documento6 páginasLab de Eletrônica - Prática 2ghabriel.fernandoAinda não há avaliações
- Aula 1Documento57 páginasAula 1Leandro Souza de FreitasAinda não há avaliações
- Sniper Mortífero Jimmy WexlerDocumento4 páginasSniper Mortífero Jimmy WexlerSergio :3Ainda não há avaliações
- Rel - 05 - Gerador CCDocumento9 páginasRel - 05 - Gerador CCZTE TREZEAinda não há avaliações
- Ficha Gael 10%Documento2 páginasFicha Gael 10%ybrineAinda não há avaliações
- Viga hiperestática com 4 apoiosDocumento7 páginasViga hiperestática com 4 apoiosDeyvid MeloAinda não há avaliações
- Vitor Benedito PDFDocumento2 páginasVitor Benedito PDFWalkerAinda não há avaliações
- Amplificador monofónico 100WDocumento13 páginasAmplificador monofónico 100WalbinicueAinda não há avaliações
- ComutadoresDocumento2 páginasComutadoresMarceloAinda não há avaliações
- Introdução À Eletrônica de PotênciaDocumento23 páginasIntrodução À Eletrônica de PotênciaLuiz HenriqueAinda não há avaliações
- DanfossAutomacaoIndustrial PDFDocumento38 páginasDanfossAutomacaoIndustrial PDFDirceu SoaresAinda não há avaliações
- Saudades de Márcia - Baden PowellDocumento3 páginasSaudades de Márcia - Baden PowellAlex BeserraAinda não há avaliações
- Prova CLPDocumento2 páginasProva CLPDaniel Fec FluAinda não há avaliações
- Instruções de uso e manutenção bomba centrífuga KSB HYDROBLOC MDocumento6 páginasInstruções de uso e manutenção bomba centrífuga KSB HYDROBLOC MChristenes AlvesAinda não há avaliações
- Roteiro de preenchimento do formulário de solicitação de acesso e respectivas guiasDocumento11 páginasRoteiro de preenchimento do formulário de solicitação de acesso e respectivas guiasMaxwell AlvesAinda não há avaliações
- Ficha - Killua ZoldyckDocumento2 páginasFicha - Killua ZoldyckJeervisAinda não há avaliações
- Teste 1 6 2021Documento4 páginasTeste 1 6 2021sv7qdcjnbdAinda não há avaliações
- WEG Fontes de Alimentacao 50058708 Catalogo Portugues BR DCDocumento32 páginasWEG Fontes de Alimentacao 50058708 Catalogo Portugues BR DCRenato CavalcantiAinda não há avaliações
- Amp - Op - Circuitos Não LinearesDocumento93 páginasAmp - Op - Circuitos Não LinearesMonique SantosAinda não há avaliações
- Quadro de CargasDocumento1 páginaQuadro de CargasJordan NascimentoAinda não há avaliações
- Perfil de Cesar da Costa SilvaDocumento2 páginasPerfil de Cesar da Costa SilvaLuan C.Ainda não há avaliações
- Dm-Mica Malp Ishani PanchalDocumento10 páginasDm-Mica Malp Ishani PanchalScribdTranslationsAinda não há avaliações
- Cálculo de perda de carga em tubulação PVC e aço galvanizadoDocumento4 páginasCálculo de perda de carga em tubulação PVC e aço galvanizadoEder MendesAinda não há avaliações
- Instruções de Controle de EstoqueDocumento697 páginasInstruções de Controle de EstoqueDemisson CamposAinda não há avaliações
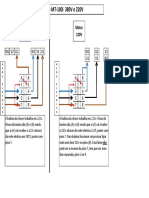
- Esquema de Ligaçao MT-100i 380V e 220V para motoresDocumento1 páginaEsquema de Ligaçao MT-100i 380V e 220V para motoresPROGEEKS - INNOVATIONAinda não há avaliações
- Disjuntores CX MoldadaDocumento1 páginaDisjuntores CX MoldadajksystemsengAinda não há avaliações
- Circuito RC com fonte não-sinusoidalDocumento3 páginasCircuito RC com fonte não-sinusoidalShawnAinda não há avaliações
- Modelo Formulário - Emissão NotaDocumento1 páginaModelo Formulário - Emissão NotajeanAinda não há avaliações
- Horário JunhoDocumento1 páginaHorário Junhodiogo4pascoalAinda não há avaliações
- Projetos Em Clp Ladder Baseado No Twidosuite Parte ViiNo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte ViiAinda não há avaliações
- Projetos Com Arm Programado Em Arduino Com Base No Modelo Stm32f103c8 Parte XiiNo EverandProjetos Com Arm Programado Em Arduino Com Base No Modelo Stm32f103c8 Parte XiiAinda não há avaliações
- Programando O Pic Usando O Flowcode Parte V - Baseado Na Versão 6 E Pic16fNo EverandProgramando O Pic Usando O Flowcode Parte V - Baseado Na Versão 6 E Pic16fAinda não há avaliações
- Condicionadores indoor CS 2800Documento1 páginaCondicionadores indoor CS 2800Vitor AraujoAinda não há avaliações
- Principais conceitos da evolução histórica da manutençãoDocumento43 páginasPrincipais conceitos da evolução histórica da manutençãoJosé Hélio Ferreira SouzaAinda não há avaliações
- Guia de Percurso - Técnico em EletrotécnicaDocumento7 páginasGuia de Percurso - Técnico em EletrotécnicaEwerton Moura IIAinda não há avaliações
- Robôs de futebol GUARANÁ construídos para competição FIRADocumento9 páginasRobôs de futebol GUARANÁ construídos para competição FIRAEduardo NagabeAinda não há avaliações
- ASAS-NANP SYMPOSIUM Applications of Machine Learning For Livestock Body Weight Prediction From Digital Images - Zhuoyi Wang TRADUZIDADocumento15 páginasASAS-NANP SYMPOSIUM Applications of Machine Learning For Livestock Body Weight Prediction From Digital Images - Zhuoyi Wang TRADUZIDAOswaldo de Barros LollobrigidaAinda não há avaliações
- Aula - MODELAGEM - Conceitos Básicos de ModelagemDocumento21 páginasAula - MODELAGEM - Conceitos Básicos de ModelagemJoabe Amaral100% (1)
- Modelo de Checklist Diligência Vistoria TécnicaDocumento2 páginasModelo de Checklist Diligência Vistoria TécnicaAnderson MaltaAinda não há avaliações
- Relatorio Automação Na SoldagemDocumento6 páginasRelatorio Automação Na SoldagemLucas LopesAinda não há avaliações
- Revitalização de Empilhadeira de Minério de FerroDocumento80 páginasRevitalização de Empilhadeira de Minério de FerroLucas FaleiroAinda não há avaliações
- Sistema Lógico ProgramaveisDocumento426 páginasSistema Lógico Programaveislindomar santos costa100% (2)
- Apostila Fabricação Assistida Por Computador I - Torno CNCDocumento67 páginasApostila Fabricação Assistida Por Computador I - Torno CNCvagnerlvs19Ainda não há avaliações
- Automação Comercial x Integração com SoftwareDocumento14 páginasAutomação Comercial x Integração com SoftwareAlexandre OliveiraAinda não há avaliações
- Robótica 2Documento13 páginasRobótica 2salomao lucio dos santos100% (1)
- Tutorial Do Módulo de Treinamento IHM Série Ix Altus MP9x: Rev. B 03/2021Documento351 páginasTutorial Do Módulo de Treinamento IHM Série Ix Altus MP9x: Rev. B 03/2021Willian JacksonAinda não há avaliações
- Trabalho Carros AutonomosDocumento5 páginasTrabalho Carros AutonomosMax AndradeAinda não há avaliações
- Avaliação online de estudanteDocumento8 páginasAvaliação online de estudanteSheila PaulaAinda não há avaliações
- Avaliação Fornecedor Válvulas HiterDocumento8 páginasAvaliação Fornecedor Válvulas HiterGiovanni AlbuquerqueAinda não há avaliações
- Manual Aplicativo Mibo Home 01-22 SiteDocumento40 páginasManual Aplicativo Mibo Home 01-22 SiteDouglasAinda não há avaliações
- Exemplos ExerciciosDocumento62 páginasExemplos ExerciciosMiguel TavaresAinda não há avaliações
- Catlogo de Luminrias LED - SX Lighting WebDocumento27 páginasCatlogo de Luminrias LED - SX Lighting WebJacksonAinda não há avaliações
- Conceitos básicos da geografiaDocumento41 páginasConceitos básicos da geografiaFernando Nelson ManhisseAinda não há avaliações
- Atividade Prática - PPII - ELE - 1 25Documento6 páginasAtividade Prática - PPII - ELE - 1 25Elaine SouzaAinda não há avaliações
- 10 - GuiaDoCurso - Legal Operations Dados, Inteligência Artificial e Alta Perfomance JurídicaDocumento19 páginas10 - GuiaDoCurso - Legal Operations Dados, Inteligência Artificial e Alta Perfomance JurídicaRicardo GuimarãesAinda não há avaliações
- Ar Condicionado Split Hi Wall Philco Qfm5 9000 Btus Quente Frio 220v Ph9000qfm5Documento2 páginasAr Condicionado Split Hi Wall Philco Qfm5 9000 Btus Quente Frio 220v Ph9000qfm5Jonatas BilheriAinda não há avaliações
- Sistema de supervisão e controle de nível e temperatura de líquidosDocumento50 páginasSistema de supervisão e controle de nível e temperatura de líquidosJoão RochaAinda não há avaliações
- Catalogo Brametal Energia Solar Bratracker Monofileira PT DownloadDocumento8 páginasCatalogo Brametal Energia Solar Bratracker Monofileira PT DownloadJoao AfonsoAinda não há avaliações