Escolar Documentos
Profissional Documentos
Cultura Documentos
PCP Na Indústria de Borracha Voltada para A Mineração 03 Abril
PCP Na Indústria de Borracha Voltada para A Mineração 03 Abril
Enviado por
AlderiTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
PCP Na Indústria de Borracha Voltada para A Mineração 03 Abril
PCP Na Indústria de Borracha Voltada para A Mineração 03 Abril
Enviado por
AlderiDireitos autorais:
Formatos disponíveis
5, 6 e 7 de Agosto de 2010
ISSN 1984-9354
PLANEJAMENTO E CONTROLE DA
PRODUO NA INDSTRIA DE
BORRACHA VOLTADA PARA A
MINERAO - UM ESTUDO DE CASO
Geraldo Cardoso de Oliveira Neto (UNINOVE)
geraldo.neto@uninove.br
Luiz Eduardo de Carvalho Chaves (UNIP)
luizchaves@hotmail.com
Jos Benedito Sacomano (UNIP)
sacomano@terra.com.br
As mudanas do cenrio socioeconmicos tem evoluido acentuamente
apartir da dcada de setenta, com o surgimento da manufatura enxuta.
Assim as empresas comearam a adotar critrios rigorosos de
avaliao do mercado, principalmente por que deixou de ser regido
pela oferta e no mais pela demanda. O Planejamento e Controle da
Produo vem se adaptando s necessidades de atendimento aos
clientes que passaram a exigir responsividade, agilidade e
customabilidade. importante relatar, que no Brasil tanto as prticas
de Planejamento e Controle da Produo quanto a respectiva teoria
mantm uma defasagem razovel em relao as econmias centrais, no
que diz respeito chegada do aparato terico e tambm a aplicao de
tcnicas complementares s respectivas modalidades de abordagem da
manufatura. A empresa de fabricao de borracha de pequeno porte
percebeu a necessidade de implementar o Planejamento e Controle da
Produo de maneira estratgica para o atendimento as necessidades
dos clientes em meados de 2009, considerada tardia por parte dos
autores e consultores, at esse perodo somaram-se a perca de 500
clientes por deficincia no atendimento. Portanto esse artigo objetiva
mostrar a estruturao dos setores, suas inter-relaes e o fluxo
produtivo do Planejamento e Controle da Produo na Indstria de
Artefatos de Borracha que fornece para o setor de Minerao. Alm
disso, contribuir com a lacuna existentes nas bibliografias sobre o
assunto e na prtica organizacional frente ao segmento pesquisado
almejando orientar os empresrios a fim de no adiar tal atitude. Em
especfico apresenta-se- a classificao da estratgia de manufatura
relacionada ao sistema de produo, afim de evidenciar a maneira
pelo qual a empresa estruturou a estratgia de atendimento ao
mercado.
Palavras-chaves: Planejamento e Controle da Produo; Industria de
artefato de Borracha; Minerao; Estratgia da Manufatura.
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
1. Introduo
O Planejamento e Controle da Produo (PCP) nas ultimas dcadas, e at mesmo
considerando o sculo XX, teve uma evoluo muito acentuada, tanto em termos cronolgicos
como se olharmos as mudanas paradigmticas que ocorreram nesse perodo.
Na dcada de 50 e 60, o PCP, considerado convencional, por se limitar apenas s
paredes internas da fbrica e empurra a produo, em 1970 Joseph Orlick nos EUA,
desenvolve o MRP (Material Requeriment Planning), que evolui para o MRP II
(Manufacturing Resourse Planning), cujas principais caractersticas esto na determinao do
Plano Mestre de Produo (PMP) que detalham tempos, materiais e classificao de itens pais
e filhos. O MRP II tornou-se um padro importante no PCP, tendo esse evoludo para os
sistemas ERP (Enterprise Resource Planning), que suporta as atividades dos diversos
processos de negcios que se desenvolviam nas empresas, devido globalizao e novas
formas de organizar o trabalho. A partir da, o paradigma de puxar a produo, focadas as
necessidades de mercado impe um ambiente Just In Time, com reduo de desperdcios, lay
out celular, operador multifuncional, set up reduzido e qualidade total.
Nessa evoluo, j possvel determinar as metas de produo, principalmente
voltadas s necessidades dos clientes de maneira puxada, surge ento o CONWIP (constant
work-in-process), que um sistema hbrido, podendo trabalhar de maneira puxada e
empurrada, tambm surgiu na segunda metade da dcada de 70 o OPT (Optimized
Production Tecnology) ou teoria das restries, cuja principal preocupao na ateno aos
gargalos a fim de melhorar o desempenho organizacional.
Godinho (2004) relata sobre as mudanas paradigmticas - Manufura gil,
Customizao em Massa, Manufatura Responsiva, Manufatura Enxuta e Manufatura em
Massa Atual, classificadas atravs de quatro elementos: os direcionadores de mercado que
possibilitam, requerem a implementao de um determinado Paradigma Estratgico da Gesto
da Manufatura (PEGEM), os princpios que fundamentam e norteiam um PEGEM, os
capacitadores que representam as ferramentas, tecnologias e metodologias a serem
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
empregadas em cada PEGEM e os objetivos de desempenho da produo a fim de atingir
objetivos pr-estabelecidos.
Neste artigo apresenta-se como objetivo geral as etapas do Planejamento e Controle da
Produo de Produtos de Artefatos de Borracha voltados minerao e proporcionar s partes
envolvidas um maior conhecimento de sua cadeia. O que justifica tal estudo a falta de
informao nestes segmentos quando em atividades conjuntas. Os autores conhecem vrias
empresas de borracha que fornecem para a minerao e atuam ativamente no mercado
asseveram que o conhecimento isolado nesse segmento, mas que iro dar subsdios para que
se conhea o funcionamento do PCP desta grande engrenagem.
Em especfico ser classificada a estratgia de manufatura relacionada ao sistema de
produo em uma indstria de borracha fornecedora para o segmento de minerao, alm de
compartilhar conhecimentos sobre Minerao e Borracha e no final apresentar-se- um
modelo que mostra a importncia da fabricao de artefatos de borracha para a minerao.
2. Referncias bibliogrficas
2.1. A estratgia de manufatura relacionada ao sistema de produo
Antes de apresentar os conceitos, as atividades e os sistemas de PCP, imprescindvel
conhecer a estratgia da produo que sustenta o planejamento estratgico, que est
literalmente ligado ao atendimento s necessidades dos clientes.
Conforme Maccarthy e Fernandes (2000), baseado na necessidade do cliente
necessrio estabelecer o ambiente apropriado. Os ambientes de manufatura so: make to stock
( produo para o estoque), assembly to order (montagem sob encomenda), make to order
(fabricao sob encomenda) e engineering to order (projeto sob encomenda). Conforme
Martins e Laugeni (2005) so esclarecidos:
- Make to stock: So produzidos produtos padronizados baseados em previses de demanda e
nenhum produto customizado produzido. Apresentam a vantagem da rapidez na entrega dos
produtos, mas geram altos nveis de estoque.
- Assembly to order: Ocorre sempre que as empresas conhecem os subconjuntos, mas o
produto final configurado pelo cliente. Costuma-se estocar os subconjuntos, montando na
solicitao.
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
- Make to order: O produto final desenvolvido a partir dos contatos com o cliente e os
prazos de entrega costumam ser longos, pois os produtos costumam ser projetados ao mesmo
tempo que esto sendo produzidos.
- Engineering to order: O projeto, a produo de componentes e a montagem final so feitos a
partir de decises do cliente. Este como se fosse uma extenso do make to order.
Godinho (2004) relata que aps classificar resposta a demanda, conforme os sistemas
apresentados, possvel identificar quais os Paradigmas Estratgicos da Gesto de
Manufaturas (PEGEMs) esto associados e os nveis de repetitividade. Essa anlise
importante para definir o tamanho e os tipos de lead time dos sistemas de produo (portanto
define-se tambm o tempo de resposta a tais sistemas). Segundo Martins e Laugeni (2005),
de suma importncia a integrao do PCP estratgia de manufatura havendo a necessidade
de estabelecer relao entre os objetivos ganhadores de pedidos, ou critrios competitivos.
Portanto, as decises tomadas pelo/ no sistema de PCP afetam a competitividade da empresa e
repercutem no desempenho percebido pelo cliente. Essas decises referem-se s atividades
bsicas de planejar e controlar e podem ser caracterizadas conforme o Quadro 1.
Decises
Caracterizao
Caracterizao
Caracterizao
Horizonte de
Planejamento
Longo Prazo
Mdio Prazo
Curto Prazo
Caracterizao
Perguntas
O qu
Quando
Quanto
Com qu
Ambiente de manufatura
Make to Stock
Make to Order
Assemble to Order
Engineering to Order
Operao do sistema
Gerenciamento e
controle da demanda
Planejamento e controle
dos recursos internos
Planejamento e controle
dos recursos externos
Quadro 1. Modelo de integrao do sistema de PCP estratgia de manufatura (fonte: Martins e Laugeni
(2005) apud. PEDROSO, M.C (1996).
A seguir sero esclarecidos o relacionamento entre os PEGEMs e os nveis de
repetitividade dos sistemas de produo conforme Godinho (2004):
- Manufatura em Massa Atual (MMA) est relacionada ao nvel de repetitividade produo
em massa, uma vez que este PEGEM tem o objetivo ganhador de pedido a produtividade e
portanto, trabalha com altos volumes de produo, nenhuma diversidade e baixa/mdia
diferenciao, que est relacionada com a poltica de make to stock (fabricao para estoque).
- Manufatura Enxuta (ME) tambm pode trabalhar com nvel de repetitividade de produo
em massa, porm o foco desse PEGEM so os sistemas repetitivos, e esse tem como objetivo
a flexibilidade de curto prazo, deseja uma alta diferenciao permitindo tambm ao menos
uma pequena diversidade. Este PEGEM no indicado para alta diversidade, que est
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
relacionada com a poltica de produo para o estoque, inferiores ao MMA, outras vezes,
tambm associadas a assembly to order (montagem sob encomenda) e make to ordem 1
(fabricao sob encomenda), que podem tentar a reduo de estoques.
- Manufatura responsiva (MR) a mais indicada para tratar a diversidade, uma vez que o
objetivo engloba a alta variedade de coisas distintas como ganhador de pedidos, est
associada ao nvel de repetitividade semirrepetitivo a qual envolve uma mdia diversidade e
uma alta diferenciao, mas possvel que trabalhe em ambientes repetitivos e no
repetitivos, utiliza-se de polticas assembly to order (montagem sob encomenda) e make to
ordem 1e 2 (fabricao sob encomenda), pois a poltica de produo para estoque em sistema
com alta diversidade muito custosa.
- Customizao em Massa (CM) e Manufatura gil (MA) tambm esto relacionadas a nveis
baixssimos de repetitividade (sistemas semirrepetitivos, no repetitivos e grandes projetos),
os objetivos s podem ser alcanados em ambientes com baixos graus de repetitividade.
Portanto, os objetivos ganhador de pedido so customabilidade e agilidade, esto associados a
alta diversidade com poltica assembly to order (montagem sob encomenda), make to order 1e
2 (fabricao sob encomenda) e Engineering to Order (engenharia sob encomenda).
2.2. Planejamento e Controle da Produo
Neste tpico apresentar-se- a conceituao, as atividades e os sistemas de PCP.
Segundo Zaccarelli (1979), a programao e controle da produo (PCP) consistem,
essencialmente, em um conjunto de funes inter-relacionadas que objetivam comandar o
processo produtivo e coorden-lo com os demais setores administrativos da empresa, onde a
necessidade da programao e controle da produo surge quando a produo deixa de ser
realizada
em
regime
artesanal
assumindo
uma
especializao
do
trabalho
departamentalizao. Torna-se ento necessrio comunicar aos departamentos produtivos
quais operaes devem ser executadas em cada dia para resultar nos produtos finais
desejados.
Os sistemas de Planejamento e Controle de Produo so sistemas que provm
informaes de diversas reas do sistema de manufatura, e suportam o gerenciamento eficaz
do fluxo de materiais, da utilizao da mo de obra e dos equipamentos, coordenao das
atividades internas, passando a ser agente para a integrao da produo. Sacomano e Fusco
(2007) definem produo como um processo atravs do qual bens ou servios so gerados por
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
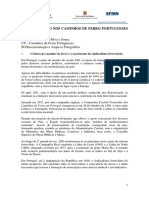
meio de transformao de recursos. Tais sistemas so constitudos de entradas, processo de
converso e sadas (Figura 1).
Entradas
Recursos
Materiais
Dados
Energia
Custos
Variveis
Processo de
Converso
Transformao
Mquinas
Interpretao
Habilidade
Custos Fixos
Sadas
Produtos teis
Bens
Conhecimento
Servios
Receitas
Figura 1: Esquemas dos sistemas de produo (Fonte: Sacomano e Fusco, 2007)
Conforme Sacomano e Resende (2000), as atividades do PCP devem ser executadas
seguindo uma ordem:
1) Previso de demanda - as anlises das futuras condies de mercado e previso da
demanda futura so da maior importncia para a elaborao do Planejamento de Longo Prazo.
Mesmo em indstrias que fabricam produtos sob encomenda, onde no se faz nenhum estudo
formal de previso de demanda, a alta direo pode fazer conjecturas sobre o estado da
economia e seu impacto nos negcios futuros da empresa.
Segundo Buffa & Sarin (1987), as previses de demanda podem ser classificadas em
Curto Prazo: esto relacionadas com a programao da produo e decises relativas ao
controle do estoque, Mdio Prazo: o horizonte de planejamento varia aproximadamente de
seis meses a dois anos e Longo Prazo: o horizonte de planejamento se estende
aproximadamente h cinco anos ou mais e auxilia decises de natureza estratgica, como
ampliaes de capacidade, alteraes na linha de produtos, desenvolvimento de novos
produtos etc. Aps estudar a previso da demanda necessrio estabelecer o planejamento.
2) Planejamento de Recursos de longo prazo - feito pela alta administrao, com a
finalidade de fazer previso dos recursos necessrios (equipamentos, mo de obra
especializada, capital para investimentos em estoque), que geralmente no so passveis de
aquisio no curto prazo.
3) Planejamento agregado de produo - estabelece nveis de produo, variao de
tamanho de equipe de trabalho, tempo extra e tempo ocioso, variao de nveis de estoque,
aceite de pedidos para atendimento futuro e utilizao da capacidade. O horizonte do Plano
Agregado de Produo pode variar de 6 a 24 meses, dependendo da atividade industrial.
4) Planejamento mestre da produo - O Planejamento Mestre da Produo (PMP) o
componente central da estrutura global, gerado a partir do plano agregado de produo,
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
desagregando-o em produtos acabados, guiar as aes do sistema de manufatura no curto
prazo, estabelecendo quando e em que quantidade cada produto dever ser produzido dentro
de certo horizonte de planejamento e exige uma avaliao das necessidades de mo de obra,
equipamentos e materiais para cada tarefa a realizar.
5) Planejamento de materiais a atividade atravs da qual feito o levantamento
completo das necessidades de matrias para a execuo do plano de produo. A partir das
necessidades vindas de lista de materiais, das exigncias impostas pelo PMP e das
informaes vindas do controle de estoque (itens em estoque e itens em processo de
fabricao), procura-se determinar quando, quanto e mais materiais devem ser fabricados e
comprados.
6) Planejamento e controle da capacidade - a atividade que tem como objetivo calcular a
carga de cada centro de trabalho para cada perodo futuro, visando prever se o cho de fbrica
ter capacidade para executar um determinado plano de produo para suprir uma
determinada demanda de produtos e servios.
7) Programao e sequenciamento da produo a atividade de programao que
determina o prazo das atividades a serem cumpridas, ocorrendo em vrias fases das atividades
de planejamento da produo. De posse de informaes tais como: disponibilidade de
equipamentos, matrias-primas, operrios, processo de produo, tempos de processamento,
prazos e prioridades das ordens de fabricao; as ordens de fabricao podero ser
distribudas aos centros produtivos onde ser iniciada a execuo do PMP. Segundo Martins
(1993), os objetivos da programao e sequenciamento da produo so: aumentar a
utilizao de recursos, reduzir o estoque em processo e reduzir os atrasos no trmino dos
trabalhos. Para Resende (1989), a programao acontece em duas fases: programao no
nvel de planejamento da produo e programao no nvel de Emisso de Ordens.
8) Controle da produo e materiais - tem como objetivo acompanhar a fabricao e
compra dos itens planejados, com a finalidade de garantir que os prazos estabelecidos sejam
cumpridos. Fernandes (1991) comenta que o Planejamento da Produo est relacionado: o
que produzir, comprar e entregar; quanto produzir, comprar e entregar; quando produzir,
comprar e entregar e quem e/ou como produzir.
Aps compreender as atividades de PCP, necessrio elaborar um sistema de
planejamento e controle da produo, o qual dever estar em consonncia com as estratgias
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
globais da organizao, buscando uma perfeita interao com os demais sistemas da empresa.
O objetivo maior o cumprimento das metas previamente acordadas. Existem alguns mtodos
nos quais os sistemas de planejamento podem e devem ser fundamentados entre eles, MRP II,
JUST IN TIME Sistema Toyota de Produo e OPT Optimized Production Techology ou
TOC ( Theory of Constraints Teoria das Restries), mas, neste artigo, ser evidenciado o
MRP II.
MRP II Manufacturing Resources Planning - surgiu no incio dos anos 80 que tomava
como base o conceito de clculo de necessidades, que permite o clculo das quantidades e dos
momentos em que so necessrios os recursos de manufatura, ou seja, materiais, mo de obra,
equipamentos etc.; tudo isso objetivando baixo estoque x eficincia na entrega. O MRP II
dispara ordens de produo de acordo com o cronograma da fabricao dos produtos finais.
As necessidades dos componentes so calculadas a partir dos produtos finais, ou seja, feita a
chamada exploso dos produtos finais.
2.3. Minerao e Borracha
Minerais so substncias de origem inorgnica e natural que ocorrem na natureza no
estado slido, com uma composio qumica definida e uma estrutura interna de tomos na
forma de arranjo geomtrico, Alecrim (1982). Da sua explorao retiramos o ouro, ferro,
mangans, etc. e este segmento chama-se minerao.Conforme Wikipdia minerao, 2008, a
vida de uma explorao mineira (mina ou pedreira) composta por um conjunto de etapas que
se pode resumir a: desmonte do minrio, remoo do minrio, fragmentao primria,
granulao, moagem, desmonte, concentrao, que o produto final. Uma observao que
em todas as fases existem inmeros produtos que so produzidos pela indstria de Artefato
de Borracha.
Para a fabricao de um artefato de borracha, em princpio deve-se seguir uma
especificao ou norma (ABNT, ASTM, etc.), mas muitas vezes, informaes tcnicas sobre
o produto e sua aplicao, as condies a que vai ser exposta, o interperismo, abrasividade,
uma amostra do produto, enfim, informaes que possam levar o qumico a formular
adequadamente. Um artefato de borracha a unio de diversos produtos qumicos, orgnicos,
inorgnicos, minerais, ativos, cidos, bsicos, solvente, polares, apolares, etc., ou seja, eles
devem ser escolhidos de modo a serem perfeitamente compatveis e processveis para que
haja uma interao entre os produtos da formulao. Todos os produtos da formulao so
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
classificados da seguinte forma:Elastmeros, Cargas, Plastificantes, Auxiliares de processo,
Corantes, Agentes de proteo, Ativadores, Agentes de vulcanizao, Aceleradores,
Inibidores, Regenerados e Outros.
Os artefatos de borracha, que so utilizados na minerao, so de tamanhos diversos,
somente de borracha ou com incertos metlicos, tecidos ou polietilenos. A sua aplicao
muito variada, sendo empregados para resistncia a abraso, peneiramento, interperismo,.
amortecedor, resistncia a impactos e outros.
3. Estudo de Caso
3.1. Metodologia
Os procedimentos metodolgicos utilizados no desenvolvimento do presente trabalho
so de categoria exploratria e descritiva de natureza qualitativa em mtodo do estudo de caso
em uma indstria de borracha, dentro do segmento de Minerao. Gil (2002) relata que a
categoria da pesquisa exploratria tem como objetivo principal o aprimoramento de idias ou
a descoberta de intuies de maneira flexvel que possibilita a considerao dos mais variados
aspectos relativos ao fato estudado. Na maioria dos casos, essas pesquisas envolvem: (a)
levantamento bibliogrfico; (b) entrevistas com pessoas que tiveram experincias prticas
com o problema pesquisado; e (c) anlise de exemplos que estimulem a compreenso.Em
relao natureza metodolgica, Oliveira (1999) enfatiza que existem duas tipologias bsicas:
a quantitativa e a qualitativa. O mtodo do estudo de caso, segundo Fachin (2003),
caracterizado por ser um estudo em loco, leva-se em considerao, principalmente a
compreenso, como um todo, do assunto investigado.
3.2. Apresentao da empresa
A Pentec Industrial pioneira e lder em tecnologia antidesgaste no Brasil, alm de
consolidar os produtos de linha, aprimora-os e desenvolve novos produtos, mantendo em seu
plantel um departamento de Engenharia e Assistncia Tcnica a altura dos seus 35 anos de
experincia. Todo seu processo produtivo rastreabilizado e 100% acompanhado pelo
Planejamento e Controle da Produo (PCP).
Inicialmente ser esclarecido que tipo de produo utilizada, seu ambiente, ou seja, a
resposta demanda e aps, identificar quais os Paradigmas Estratgicos da Gesto de
Manufaturas (PEGEMs) e seu nvel de repetitividade, depois ser apresentada a estrutura
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
departamental da empresa pesquisada, sua hierarquia no plano de produo, produtos diversos
com o objetivo de ter uma idia da grandeza deste segmento e suas dificuldades.
3.3. Classificao da estratgia de manufatura relacionada ao sistema de
produo
1. A resposta demanda do ambiente de manufatura fabricar sob encomenda (Make to order
) porque o produto final desenvolvido a partir dos contatos com o cliente e os prazos de
entrega costumam ser longos dependendo do produto, pois os produtos costumam ser
projetados e depois produzidos.
2. O horizonte de planejamento mdio, a maior pergunta : quando produzir? Porque a
maior preocupao com o prazo de entrega, e a operao do sistema consiste no
planejamento e controle dos recursos internos.
3. Sobre os Paradigmas Estratgicos da Gesto de Manufaturas (PEGEMs), a empresa
pesquisada classificada como: Customizao em Massa (CM) e Manufatura gil (MA), pois
a fabricao personalizada e de acordo com um projeto especfico e para tal, a matriaprima comprada para cada pedido. Dentro deste contexto, a produtividade se torna um
diferencial, colocando o prazo de entrega como um fator de satisfao do cliente. Portanto, os
objetivos ganhador de pedido so customabilidade e agilidade.
4. Sobre os nveis de repetitividade possvel afirmar que tambm est relacionada a nveis
baixssimos de repetitividade (sistemas semirrepetitivos, no repetitivos e grandes projetos),
os objetivos s podem ser alcanados em ambientes com baixos graus de repetitividade.
Porque o mix de produtos alto com muita troca no processo e poucos produtos em grande
quantidade.
3.4 Processo de cotao e compras:
A empresa em questo dispe em seu quadro funcional de um grupo de profissionais
treinados e capacitados para atender as demandas dos clientes para peas de desgaste
fabricadas em borracha. Cerca de 90% de nossos negcios so realizados com mineradoras,
siderrgicas, pedreiras e cimenteiras em todo territrio nacional.
10
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
A equipe de vendas composta por 57 profissionais distribudos em gerentes de contas
(key accounts), representantes regionais, consultoras de vendas (telemarketing), analistas de
mercados (elaborao de estatsticas), engenharia de aplicao de produto (desenvolvimentos)
e assistncia tcnica (ps-venda). Os oramentos elaborados na empresa tm a seguinte
origem: solicitaes diretas dos clientes e solicitaes da equipe de campo (gerentes de contas
ou representantes).
Aps identificar o item que melhor atende aos pr-requisitos contidos nestas
solicitaes, aberto pelas consultoras de vendas um oramento de vendas onde esto
identificados os clientes (com dados cadastrais completos), nome do requisitante (contendo
telefone de contato e/ou e-mail), descrio do produto, quantidades, preo unitrio e total,
impostos, condio de pagamento, garantia e validade da proposta.
A proposta copiada ao gerente de contas/representante e enviada ao cliente onde
passa a haver follow-up pela consultora de acordo buscando compreender se a proposta
atendeu s expectativas tcnicas e comerciais requisitadas. As propostas perdidas so
agrupadas e discutidas semanalmente em reunio especfica, buscando entender as causas e
apresentar um plano de trabalho para que as falhas ou omisses sejam resolvidas.
Os oramentos que recebemos e as ordens de compras dos clientes so transformados
em pedidos de vendas e encaminhados ao PCP, que acompanhar todo o processo que cerca a
produo at a expedio e em seguida serem encaminhados aos clientes. Trimestralmente
realizada uma pesquisa de satisfao de clientes focada na disponibilidade, atendimento e
qualidade.
3.5. Planejamento e Controle da Produo
No caso especfico deste trabalho, ser comentado como feita a Programao e
Controle da Produo da entrada do pedido a sada do produto. O sistema implantado e que
mais se adapta empresa foi o MRP II. A sua implantao total est prevista para incio de
2010. O processo de gerenciamento da produo com base na demanda do cliente, ou seja, o
cliente faz o pedido e em cima deste pedido o PCP far toda a distribuio de documentao.
Entre o Comercial e o PCP, o mesmo passa pela Engenharia. O fluxo do processo de
fabricao se passa em 17 fases, conforme abaixo:
11
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
1. Comercial: O pedido de venda ser colocado no sistema pelo setor comercial, onde, sero
negociadas todas as datas de entrega por item do pedido e que em primeiro instante dever ser
respeitado pelo setor de produo.
2. Abre Ordem de Produo por venda: O PCP abre as Ordens de Produo Por Venda,
analisa e abre todas as necessidades de produo geradas pelo setor Comercial. A ordem de
produo o documento que inicia o processo de produo do produto, relacionando todos os
componentes e as etapas de fabricao do mesmo. Outro aspecto importante elaborar o
clculo de custo da produo e gerao das requisies dos materiais. Na gerao de OPs a
partir dos pedidos de venda, possvel, atravs de parametrizao, gerar Ordem de Produo,
solicitao de compras, ou nenhum dos dois, para os produtos que no possuem estrutura, mas
estejam presentes no Pedido de Venda.
Os tratamentos realizados so gravados no campo especfico, com a seguinte
classificao: OP gerada normalmente, bloqueado por crdito e liberado posteriormente para
gerao de OP, bloqueado com a OP gerada anteriormente, bloqueio por crdito. Neste caso, a
OP no est gerada, Bloqueio de estoque porque a OP no foi gerada, pois a quantidade em
estoque j se encontra na quantidade suficiente para a demanda e Liberada com a OP no
gerada. Liberado aps bloqueio de crdito e OP no gerada por estoque.
Caso o usurio opte por gerar Solicitaes de Compra e o produto pertencer a um
Contrato de Parceria, quando o campo respectivo estiver em SIM, ser gerada uma
Autorizao de Entrega, ao invs da Solicitao.
3. Customizao na abertura de OP: Ser desenvolvido uma rotina neste procedimento que,
caso seja identificado algum motivo pelo qual no ir gerar a Ordem de Produo o sistema
identificar na tela para o usurio que, poder interferir abortando o processo e de acordo com
o motivo identificado pelo sistema e ajudar o mesmo. Essa etapa importante para analisar a
disponibilidade ou, se existe alguma inconsistncia de estoque, dever ser feita de forma
manual para que seja identificado se poder ser utilizado realmente este estoque ou no.
4. Abre a Ordem de Produo por Venda
5. Aglutinao: Depois de geradas todas as Ordens de Produo, ser necessrio utilizar a
rotina de aglutinao de OPs para que sejam aglutinadas as Ordens de Produo de Massas.
6. Customizao: Ser desenvolvida uma rotina para que sejam feitos os planejamentos das
Ordens de Produes. Esta customizao ser necessria porque no existe uma quantidade
12
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
fixa desta necessidade diria, pois, caso existisse, poderamos utilizar a rotina de Ordens de
Produo por lote econmico quebrando esta necessidade por lotes econmicos, porm a
necessidade diria pode variar.
7. Customizao Cadastro de Almoxarifado: Os almoxarifados nos sistemas esto
amarrados de forma que se definam os tipos de produtos que podem ser movimentados em
cada almoxarifado, no sendo possvel utilizar tipos de produtos em almoxarifados que no
estejam cadastrados na amarrao.
8. Tela negociao datas de entrega: Utilizadas diariamente nas reunies do setor comercial
com o PCP. Na tela, fica a mostra, os pedidos de venda abertos com suas respectivas Ordens
de Produo e com as datas previstas de entrega. Na necessidade de alterar a data de entrega,
dever ser negociada entre o setor comercial e PCP. Ao informar na tela, ser chamado o
pedido de venda para ser alterado. Os responsveis do pedido e comercial sero comunicados
por e-mail para que informem o cliente.
9. Nota de remessa para industrializao: As Ordens de Produes que so terceirizadas
devero ser enviadas ao setor de compras para que possa ser feita a nota de remessa de
industrializao.
10. Retorno de remessa de industrializao: Ao retornar a nota de terceirizao, a mesma
dever ser digitada no sistema, informando obrigatoriamente o campo OP no item de
servio cobrado.
11. Apontamento da OP terceirizada: Ao confirmar a entrada na nota de retorno de
industrializao ser apresentada uma tela contendo a Ordem de Produo informada na nota
de retorno e os itens empenhados da Ordem de Produo. possvel alterar as quantidades de
acordo com a quantidade devolvida na nota fiscal de retorno. Confirmando, ser feito o
apontamento automtico da Ordem de Produo consumindo a quantidade informada na tela
customizada.
12. Gerar solicitao de compras por necessidade para Ordem de Produo: O sistema
avalia o estoque do almoxarifado no ato da abertura da ordem de produo, para que sejam
geradas solicitaes de compras automaticamente pela necessidade. Como se trabalha com resuprimento de estoque por ponto de pedido, devemos considerar que as solicitaes geradas
por esta rotina devem ser os menores possveis e quando geradas, devem ser bem avaliadas,
13
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
pois, caso aconteam porque ou aumentou muito a necessidade ou existem Ordens de
Produes com quantidades erradas.
13. Estoque: Os diversos armazns dos almoxarifados sero controlados pelos responsveis
locais. Implantando requisio via sistema nos almoxarifados.
14. As sadas do almoxarifado central da empresa sero feitas de duas formas: 1)
Apropriao direta: Todos os produtos que forem possveis identificar onde sero utilizados
ser feito por requisio, ou seja, caso seja requisitado para uma Ordem de Produo ou para
um centro de custo dever ser informada a Ordem de Produo ou o centro de custo no qual
ser aplicado e neste momento j baixando o estoque do produto requisitado gerando o custo
diretamente no centro de custo para que seja rateado no fechamento de estoque ou
diretamente da Ordem de Produo na qual est sendo utilizado. Caso seja devolvido algum
produto de uso direto ao almoxarifado central, dever ser feita uma devoluo identificando o
nmero da Ordem de Produo, o centro de custo que est devolvendo.
2) Transferncia para o setor: Os produtos que devero manter estoque em setores de
produes de produtos intermedirios (massas, PU), devero ser transferidos do almoxarifado
central para o almoxarifado destes setores que so responsveis pelo controle dos saldos. A
devoluo de algum produto destes ao almoxarifado central dever ser feito por transferncia,
para que volte a fazer parte dele novamente.
15. Os apontamentos so feitos em duas fases: 1) Os produtos intermedirios devem ser
apontados pelo setor responsvel, pois o mesmo responsvel pela quantidade produzida dos
mesmos. 2) Os produtos acabados devem ser apontados, preferencialmente pelo setor
responsvel pela produo, caso no seja possvel poder ser apontado pelo setor de PCP.
16. Controle de Qualidade: A baixa e liberao so feitas somente pelos inspetores da
qualidade e devidamente registradas na Ordem de Produo.
17. Depois de liberado pela qualidade e PCP, a nota de Venda ser emitida pelo setor de
expedio. O que se conclui que o PCP est presente diretamente ou indiretamente nas
principais decises, como o que produzir, quanto produzir, quando entregar e quanto e o que
comprar, pois se faz necessrio um gerenciamento minucioso para que as programaes e
datas sejam cumpridas no prazo determinado. A sequncia da hierarquia Figura 2. demonstra
claramente o nvel de cronograma mensal ou dirio.
14
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
Longo prazo
Plano de Produo
Planejamento Mestre da Produo
MPS Inicial
Mdio prazo
Vivel
Contrato anual
Comercial
PCP
Gerente Industrial
Mensal com reviso
semanal
PCP/Comercial
MPS Final
Curto prazo
Programao de Produo
Mensal com reviso
diria
PCP/Produo/
Comercial
Figura 2: Hierarquia dos planos de produo da indstria de artefatos de borracha (Fonte Adaptado pelo
autor de Corra, Gianesi & Caon (2007)
Aps conhecer como funciona a rea comercial e o PCP que so as partes importantes
na relao Minerao/fornecedor de produtos de borracha, a Figura 3 representa os processos
gerenciais e sua inter-relao nesta empresa em estudo. Na realidade, este fluxograma a real
departamentalizao da empresa e seus respectivos departamentos interagindo para uma
melhor formao do todo.
Figura 3: Fluxograma da empresa em estudo
3.6. Dificuldades da Indstria de Artefato de Borracha
15
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
Produzir artefatos de borracha fora do eixo Rio-SoPaulo tem como maior dificuldade
a logstica, pois os fabricantes e importadores esto naquela regio, portanto, se no tiver um
sistema logstico bem controlado e acompanhado, acaba ocorrendo excesso de matria-prima
ou sua falta no almoxarifado e em ambos os casos a empresa perde. Tambm, os fornecedores
so empresas multinacionais ou nacionais de mdio ou grande porte, o que dificulta a
negociao em termos de preo e/ou prazo. Outro fator complicador que a maioria dos
melhores clientes so empresas grandes ou mdias e os fornecedores de artefatos de borracha
so de pequeno porte, o que diminui em muito o poder de barganha junto aos clientes que
acabam sufocando com preos baixos, prazos de entrega muito curtos, indo de encontro ao
lema de que o melhor negcio aonde os dois lados ganham, ou seja, a to falada parceria
no colocada muito em prtica.
A mo de obra outro fator muito negativo, pois como os salrios no so altos, a mo
de obra diretamente proporcional, necessitando ser treinada e muito bem acompanhada,
devido a sua limitao, o que faz com que haja muita falha e refugo, principalmente por ser
uma fabricao manual e com muitas etapas. A maioria das indstrias de borracha familiar e
sem muita tradio em investimentos na rea de RH, equipamentos, sistemas de manuteno
eficientes, consultorias e tem dificuldade de quebrar este paradigma. A empresa em estudo
uma exceo neste universo de fornecedores de artefatos de borracha. O Mix de produtos
muito grande e muitas vezes as diferenas so mnimas e, para agravar ainda mais, no h
uma padronizao no fornecimento e com isso, todos perdem.
4. Consideraes finais
Este artigo de uma forma simples e objetiva mostrou uma estrutura real de uma
indstria de artefato de borracha, com uma viso macro, como no caso da Figura 3, que
mostra os processos gerenciais e com uma viso especfica quando detalhou a rea Comercial
e o Planejamento e Controle da Produo, alm de apresentar as dificuldades da produo.
Inicialmente os autores recorreram Figura 4, a fim de classificar a estratgia da
manufatura que se relaciona com o sistema da produo, com o objetivo de mostrar os pontos
chaves e suas inter-relaes que consiste em fabricao sob encomenda Make to order,
planejamento de mdio prazo, com o foco no quando produzir, como PEGEMs, a
Manufatura gil (MA) e Customizao em Massa (CM), com foco na customabilidade e
16
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
agilidade, os sistemas de resposta demanda so semirrepetitivos, no repetitivos e grandes
projetos.
Dando continuidade, em um segundo momento, o estudo de caso mostra o
Planejamento e Controle da Produo em uma Indstria de Borracha, como se acompanha um
pedido em todo o seu processo, bem como uma estrutura comercial e finalizando toda a
estrutura gerencial. Este ponto servir para as duas partes envolvidas, a minerao olhar para
seus fornecedores de artefatos de borracha no somente pelos seus produtos, mas pela sua
estrutura e seu potencial. J os fabricantes de artefatos de borracha, podero utilizar como um
guia geral, pois, tero de, no mnimo, ter uma estrutura bsica similar com a colocada neste
trabalho e a exigncia ser maior de seus clientes.
A proposta para estudos futuros deste trabalho a discusso sobre a cadeia destes
segmentos, sua interao e um maior conhecimento das partes envolvidas. O fortalecimento
desta cadeia de fornecimento depende necessariamente da interao da minerao e das
indstrias de Artefatos de Borracha, ou seja, do grau de parceria atingido.
MINERAO
Estratgia Competitiva
Paradigma do sistema produtivo
- Sistema de fluxo programado que empurra a produo
- Manufatura gil e Customizao em Massa
Adequao dos Paradigmas
- Em Qualidade
- Em Flexibilidade
- Em Custo
- Em Variedade
- Em Produtividade
Avano quanto ao aprimoramento do
Processo de Gesto da produo
rea de Deciso
- Recursos Humanos (Treinamento, Experincia)
- Gesto da Qualidade
- Organizao
Comercial
PCP - MRPII
Ambiente e estratgia da Manufatura
- Fabricao sob encomenda Make to Order
- Planejamento de mdio prazo com o foco no quanto produzir
- Sistemas semi repetitivos, no-repetitivos e grandes
projetos
INDSTRIA DE ARTEFATO DE BORRACHA
Figura 4. Sistema global de administrao da produo (Fonte: Azzolini, 2004 e adaptado pelos autores)
Referncias
ALECRIM,Jos Duarte. Recursos Minerais do Estado de Minas Gerais Belo Horizonte. METAMIG 1982
AZZOLINI Jr, W. Tendncia do Processo de Evoluo dos Sistemas de Administrao da Produo. Tese (Doutorado
em Engenharia Mecnica). Escola de Engenharia de So Carlos, USP, So Carlos 2004.
BUFFA, E.S. & SARIN, R. K. Modern production/operations management. New York: John Wisley & Sons, p. 802, 1987.
17
VI CONGRESSO NACIONAL DE EXCELNCIA EM GESTO
Energia, Inovao, Tecnologia e Complexidade para a Gesto Sustentvel
Niteri, RJ, Brasil, 5, 6 e 7 de agosto de 2010
CORRA,H.L; GIANESI, I.G.N;CAON.M.; Planejamento, Programao e Controle da Produo: MRP II/ERP:
conceitos, usos e implementao: base para o SAP, Oracle Applications e outros softwares integrados de gesto. 5 ed.
So Paulo: Atlas, 2007.
FACHIN, Odlia; Fundamentos de Metodologia. 4 ed. So Paulo: Saraiva, 2003.
FERNANDES, F. C. F. Concentrao de um Sistema de Controle da Produo para a manufatura Celular. Tese de
Doutorado, Escola de Engenharia de So Carlos. SP 1991.
GIL, A. Como Elaborar Projetos de Pesquisa. 4 ad. So Paulo, Atlas 2002
GODINHO, M. Paradigmas Estratgicos da Gesto de Manufatura: Configurao, Relaes com o Planejamento e
Controle da Produo e estudos Exploratrios na Indstria de calados. Tese (Doutorado em Engenharia de produo.
Universidade federal de So Carlos USP, So Carlos 2004
OLIVEIRA, S. L. Tratado de Metodologia Cientfica. Editora Pioneira, So Paulo 1999
MACCARTH, B.L E FERNANDES, F.C.F.: A multidimensional classification of production systems for the design
and selection of production planning and control systems. Production Planning &Control, v.11, n 5, pp.481 496,
2000.
MARTINS, P.G; LAUGENI, F.P. Administrao da Produo. 2 edio rev e at. So Paulo: Saraiva, 2005.
MARTINS, R. A. Flexibilidade e integrao no novo paradigma produtivo mundial: estudos de casos. Dissertao de
Mestrado, EESC/USP, So Carlos, (137 p.), 1993.
RESENDE, M. O. Planejamento e controle da produo: teoria e prtica da indstria mecnica no Brasil. Tese de
Doutorado, EESC/USP, So Carlos, (233 p.), 1989.
SACOMANO, J. B. ; FUSCO, J. P. A. ; BARBOSA, F. A. & AZZOLINI JNIOR, W; Administrao de Operaes
Editora A&C. 2003
FUSCO, J.P.A; SACOMANO, J.B. Operaes e gesto estratgica das operaes. So Paulo:Arte e Cincia., 2007.
SACOMANO, J. B. & Resende, M. O. ; Princpios dos Sistemas de Planejamento e Controle da Produo USP So
Carlos. 2000
Wikipdia Minerao. GNU Free Documentation License Agosto 2008
ZACARELLI, S. B. Programao e controle de produo. So Paulo, 1979.
18
Você também pode gostar
- Plano de Contingência Atualizado 17-05-2018Documento14 páginasPlano de Contingência Atualizado 17-05-2018Cleber Aparecido100% (3)
- Efervescência Estudantil - Guya AccorneroDocumento350 páginasEfervescência Estudantil - Guya AccorneroMaria PiresAinda não há avaliações
- DIREITO ADMINISTRATIVO - UNTL - Up26.6.23 3Documento15 páginasDIREITO ADMINISTRATIVO - UNTL - Up26.6.23 3LyaAinda não há avaliações
- Publico Lisboa-20201127Documento44 páginasPublico Lisboa-20201127DANIEL GARCIA FIAÑO100% (1)
- Compendio Polemicas AtualizadoDocumento20 páginasCompendio Polemicas AtualizadoJose Lucas Miranda D'Avila e CostaAinda não há avaliações
- Trabalho HES PDF CertoDocumento14 páginasTrabalho HES PDF CertorivaldoAinda não há avaliações
- Proposição de Um Modelo de Planejamento e Controle Da Produção para Uma Empresa Construtora de Pequeno PorteDocumento76 páginasProposição de Um Modelo de Planejamento e Controle Da Produção para Uma Empresa Construtora de Pequeno PorteMarcelo Secco SanchesAinda não há avaliações
- Poster Com Breve Biografia de Álvaro CunhalDocumento4 páginasPoster Com Breve Biografia de Álvaro Cunhalcmlb100% (1)
- PaperlegoDocumento8 páginasPaperlegoFernanda FerreiraAinda não há avaliações
- LENIN Vladmir Ilitch. Carta A Um CamaradaDocumento9 páginasLENIN Vladmir Ilitch. Carta A Um CamaradaMelquisedeque da silva romanoAinda não há avaliações
- Al SFF Document Chilco159Documento33 páginasAl SFF Document Chilco159Paulo Martins OmarAinda não há avaliações
- ABC N 279 CompactDocumento24 páginasABC N 279 CompactSergio MariaAinda não há avaliações
- Tina AfricaDocumento10 páginasTina AfricaDonaldo De Mariana BitoneAinda não há avaliações
- (20231219-PT) JMDocumento40 páginas(20231219-PT) JMNuno SilvaAinda não há avaliações
- SilvaDocumento14 páginasSilvaWilson ChivingaAinda não há avaliações
- Tributo de Abílio Peixoto A Carlos JacaDocumento1 páginaTributo de Abílio Peixoto A Carlos JacaBiblioteca Manuel MonteiroAinda não há avaliações
- O Percurso Politico Do Marxismo de Joao Bernardo (PortugalfDocumento9 páginasO Percurso Politico Do Marxismo de Joao Bernardo (PortugalfPablo PoleseAinda não há avaliações
- Da Reforma Agrária À Política Agrícola ComumDocumento7 páginasDa Reforma Agrária À Política Agrícola ComumAntonio NaboAinda não há avaliações
- 12 - Misérias Do ExilioDocumento8 páginas12 - Misérias Do ExilioNuno PereiraAinda não há avaliações
- Direito Económico - FinalíssimaDocumento10 páginasDireito Económico - FinalíssimaAmerico FranciscoAinda não há avaliações
- Publico 5 Feira 10 Outubro 2013Documento48 páginasPublico 5 Feira 10 Outubro 2013aribeiro.mai100% (1)
- Apresentação - Capitulo - 3 PCP E JITDocumento24 páginasApresentação - Capitulo - 3 PCP E JITluizbandeiraAinda não há avaliações
- Teoria Geral Da AdministracaoDocumento13 páginasTeoria Geral Da AdministracaoEugenia Gloriano AgostinhoAinda não há avaliações
- 2 Discurso Do 1 Ministro Pedro Passos CoelhoDocumento64 páginas2 Discurso Do 1 Ministro Pedro Passos CoelhopetrusvalerianiAinda não há avaliações
- Moção - Assembleia de Freguesia. 22/12/2011Documento1 páginaMoção - Assembleia de Freguesia. 22/12/2011Cdu MarvilaAinda não há avaliações
- Ata N. 18Documento24 páginasAta N. 18adrianopcamposAinda não há avaliações
- Filipe Zau - Tese de DoutoramentoDocumento865 páginasFilipe Zau - Tese de Doutoramentojdveloso100% (4)
- 3 Maio - PÚBLICODocumento52 páginas3 Maio - PÚBLICOaribeiro.maiAinda não há avaliações
- Sindicalismo Revolucionário - A História de Uma IdéaDocumento238 páginasSindicalismo Revolucionário - A História de Uma IdéaAfonso Pereira Francisco100% (1)
- Evolução Histórica Dos Sistemas de Planejamento e Controle de ProduçãoDocumento11 páginasEvolução Histórica Dos Sistemas de Planejamento e Controle de ProduçãoEducador FLNAinda não há avaliações