Você também pode gostar
- Projetos De Eletrônica Industrial Usando O ArduinoNo EverandProjetos De Eletrônica Industrial Usando O ArduinoAinda não há avaliações
- Apostila de Configurações Do AutoCAD 2012 (Em Português)Documento23 páginasApostila de Configurações Do AutoCAD 2012 (Em Português)Chateaubriand Vieira Moura100% (1)
- Projetos De Instrumentação Eletrônica Usando O ArduinoNo EverandProjetos De Instrumentação Eletrônica Usando O ArduinoAinda não há avaliações
- Guia de Aplicação de ServoacionamentosDocumento126 páginasGuia de Aplicação de ServoacionamentosDanilo Ferreira de SouzaAinda não há avaliações
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- MA56 WebDocumento52 páginasMA56 WebPaulo CAinda não há avaliações
- Acionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoNo EverandAcionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoAinda não há avaliações
- 34 Circuito RL Série em CADocumento22 páginas34 Circuito RL Série em CAPastorMário SérgioAinda não há avaliações
- Apostila CCNA NetceptionsDocumento265 páginasApostila CCNA NetceptionsLeonardo CamiloAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- Aula 01 Simbologia e Diagrama de Circuitos EletronicosDocumento15 páginasAula 01 Simbologia e Diagrama de Circuitos EletronicosErick Ribeiro100% (1)
- Fieldmate ApresentaçãoDocumento25 páginasFieldmate Apresentaçãomarcelino1000Ainda não há avaliações
- Manual velotiII Portao GarenDocumento6 páginasManual velotiII Portao Garentutankamon20010Ainda não há avaliações
- Desenvolvendo Uma Interface Ihm Modbus Tcp/ip No ArduinoNo EverandDesenvolvendo Uma Interface Ihm Modbus Tcp/ip No ArduinoAinda não há avaliações
- Desenho EletroeletrônicoDocumento44 páginasDesenho EletroeletrônicoRomeu Corradi JúniorAinda não há avaliações
- Apostila de Controle e Servomecanismo PDFDocumento37 páginasApostila de Controle e Servomecanismo PDFRodrigo AdamshukAinda não há avaliações
- FresadoraDocumento1 páginaFresadoraCecilio Díaz GijónAinda não há avaliações
- Tutorial EagleDocumento87 páginasTutorial EagleReinaldo SilverioAinda não há avaliações
- Projetos Em Clp Ladder Baseado No Twidosuite Parte ViiiNo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte ViiiAinda não há avaliações
- Lista de Exercícios - HidráulicaDocumento14 páginasLista de Exercícios - HidráulicaRodrigo RibeiroAinda não há avaliações
- PCIDocumento16 páginasPCIFadul Rodor100% (1)
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LAinda não há avaliações
- Abaco Utilizacao PDFDocumento15 páginasAbaco Utilizacao PDFMario Alberto Molina PandiaAinda não há avaliações
- RFCC 3 - Especificação Resfriador de ClinquerDocumento9 páginasRFCC 3 - Especificação Resfriador de ClinquerRicardo NevesAinda não há avaliações
- Desenho Técnico em Mecânica PDFDocumento71 páginasDesenho Técnico em Mecânica PDFlcnferreiraAinda não há avaliações
- Apostila Circuitos Pneumaticos 201802Documento30 páginasApostila Circuitos Pneumaticos 201802Filipe SerafimAinda não há avaliações
- Curso de AutoCAD 3D - Desenvolva Projetos 3D em CAD!Documento14 páginasCurso de AutoCAD 3D - Desenvolva Projetos 3D em CAD!Fábio FmsxAinda não há avaliações
- Siemens Contatores 3RT10Documento2 páginasSiemens Contatores 3RT10ricboscoAinda não há avaliações
- AS Interface PDFDocumento9 páginasAS Interface PDFHugo Mamede SoaresAinda não há avaliações
- Encoder Absoluto e IncrementalDocumento5 páginasEncoder Absoluto e IncrementalJosé Bezerra José100% (1)
- Lista de Exercício - EletromecanicaDocumento6 páginasLista de Exercício - EletromecanicaAquila AlissonAinda não há avaliações
- Manual ZelioDocumento24 páginasManual ZelioNelson ZaurisioAinda não há avaliações
- Programação de CLPDocumento70 páginasProgramação de CLPmichelbrunoAinda não há avaliações
- Sistema de Controle Industrial 6 PDFDocumento19 páginasSistema de Controle Industrial 6 PDFIgor FelipeAinda não há avaliações
- Aula 2 - Fundamentos de MecânicaDocumento49 páginasAula 2 - Fundamentos de MecânicaVinícius Wittig ViannaAinda não há avaliações
- Tecnicas de Comando PneumaticoDocumento68 páginasTecnicas de Comando PneumaticopauloryqAinda não há avaliações
- UCR1 - Fundamentos - Mecanica - SA1 - Interpretacao - Peca 1 - ALUNODocumento5 páginasUCR1 - Fundamentos - Mecanica - SA1 - Interpretacao - Peca 1 - ALUNORonaldo Pereira100% (3)
- Introdução À Automação IndustrialDocumento14 páginasIntrodução À Automação IndustrialdudajwAinda não há avaliações
- HCP-W - Acionador Manual em PortuguêsDocumento2 páginasHCP-W - Acionador Manual em PortuguêsVictor MoraesAinda não há avaliações
- Tutorial Proteus PCBDocumento23 páginasTutorial Proteus PCBbuheliteAinda não há avaliações
- (Abnt-Nbr 5175) - Código Numérico Das Funções Dos Dispositivos de Manobra, Controle e Proteção de Sistemas de Potência (Simbologia) - DocumentsDocumento14 páginas(Abnt-Nbr 5175) - Código Numérico Das Funções Dos Dispositivos de Manobra, Controle e Proteção de Sistemas de Potência (Simbologia) - DocumentsClaudemir SilvaAinda não há avaliações
- Manual SCA05 Serial P3Documento37 páginasManual SCA05 Serial P3Carlos_Duque1958Ainda não há avaliações
- PC Cai Instrumentista Montador 2014Documento39 páginasPC Cai Instrumentista Montador 2014Costa 2.0Ainda não há avaliações
- Coleiro Da Tecma Pack Manual de InstruçãoDocumento320 páginasColeiro Da Tecma Pack Manual de InstruçãoSimone AlmeidaAinda não há avaliações
- Programe Um Módulo 1769 - HSCDocumento8 páginasPrograme Um Módulo 1769 - HSCFilipe SerafimAinda não há avaliações
- Trabalho de Automação IndustrialDocumento11 páginasTrabalho de Automação IndustrialJoão PauloAinda não há avaliações
- Exercícios de Pneumática - FestoDocumento8 páginasExercícios de Pneumática - FestopauloAinda não há avaliações
- 6 - Laboratório de Sistemas Digitais - 2 SérieDocumento64 páginas6 - Laboratório de Sistemas Digitais - 2 SérieCristiano BragaAinda não há avaliações
- Medidor de Baixa ResistenciaDocumento5 páginasMedidor de Baixa ResistenciaLuciano PereiraAinda não há avaliações
- Uso Do PaquimetroDocumento2 páginasUso Do Paquimetroaridezotti4474Ainda não há avaliações
- Calculo de CorrentesDocumento41 páginasCalculo de CorrentesErich Wagner100% (1)
- Guia Rápido de Aplicação - Inversor de Frequência Powerflex 4Documento9 páginasGuia Rápido de Aplicação - Inversor de Frequência Powerflex 4Ronaldo Tourinho100% (1)
- Guia 2016Documento105 páginasGuia 2016Pedro XavierAinda não há avaliações
- HD X SSD PDFDocumento4 páginasHD X SSD PDFFabricio DornellesAinda não há avaliações
- Anais Do V Seminário Brasileiro Sobre o Pensamento de Jacques EllulDocumento277 páginasAnais Do V Seminário Brasileiro Sobre o Pensamento de Jacques EllulMaria Cristina VendrametoAinda não há avaliações
- Simbologia PneumáticaDocumento2 páginasSimbologia Pneumáticadanielfortal67% (9)
- Unidade Central de ProcessamentoDocumento4 páginasUnidade Central de ProcessamentoRafael AraujoAinda não há avaliações
- 206-05 - Freio de Estacionamento PDFDocumento18 páginas206-05 - Freio de Estacionamento PDFJean TiepoAinda não há avaliações
- Catálogos Operadoras de TelecartofiliaDocumento1.859 páginasCatálogos Operadoras de TelecartofiliamarceloprcAinda não há avaliações
- Gerador de EnergiaDocumento2 páginasGerador de EnergiaLucas Cardoso PinheiroAinda não há avaliações
- Faseamento Das Redes de DistribuiçãoDocumento8 páginasFaseamento Das Redes de DistribuiçãoAlex Barbosa CamiloAinda não há avaliações
- Estrutura de Relatório de Trabalho de CampoDocumento2 páginasEstrutura de Relatório de Trabalho de CampoFlávia Regina CavalcanteAinda não há avaliações
- 54518705cap-19 - Partida Eletrica CB600FDocumento19 páginas54518705cap-19 - Partida Eletrica CB600Fivanmariano1978Ainda não há avaliações
- LAMINA SubDrive Inline 1100Documento2 páginasLAMINA SubDrive Inline 1100Marcos RighettoAinda não há avaliações
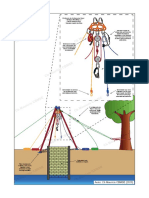
- Resgate em PoçoDocumento1 páginaResgate em PoçoCarlos BenicioAinda não há avaliações
- Manual Compressor de Ar - VonderDocumento48 páginasManual Compressor de Ar - VonderWF SoluçõesAinda não há avaliações
- MODELO Relatorio PalestraDocumento4 páginasMODELO Relatorio PalestraWeslley EnthonnyAinda não há avaliações
- Transporte Público Urbano... Perte 07. IntegraçãoDocumento7 páginasTransporte Público Urbano... Perte 07. IntegraçãoGabriel Thiago CarvalhoAinda não há avaliações
- Piper - PA-31 I II II XL e T1040 Cheyenne PT-BRDocumento261 páginasPiper - PA-31 I II II XL e T1040 Cheyenne PT-BRTatiane Sillva100% (2)
- DENSODocumento33 páginasDENSONilson BarbosaAinda não há avaliações
- Tabela ASCIIDocumento4 páginasTabela ASCIILeonardo Zanzotte CalvelheAinda não há avaliações
- AW139 MANUAL DE EMERGÊNCIA em Português RevisadoDocumento195 páginasAW139 MANUAL DE EMERGÊNCIA em Português RevisadoMATHEUS MOURAAinda não há avaliações
- Folha PRATICA 4Documento5 páginasFolha PRATICA 4Cleto67% (3)
- Caixa II - PeE - 18 - 02 - 16Documento2 páginasCaixa II - PeE - 18 - 02 - 16Gelson Fernandes FernandesAinda não há avaliações
- Modelo Envio Discente - Atividade ContextualizadaDocumento1 páginaModelo Envio Discente - Atividade ContextualizadaAmanda NascimentoAinda não há avaliações
- Mundo Do Celular Lista de PrecosDocumento16 páginasMundo Do Celular Lista de PrecosFelipe MarlonAinda não há avaliações
- Atendimento A Emergências QuímicasDocumento71 páginasAtendimento A Emergências QuímicasMaria SilvaneideAinda não há avaliações
- VPN MikrotikDocumento3 páginasVPN MikrotikJesus AntonioAinda não há avaliações
- Enem Picos Pi Machado de Assis 15 09Documento10 páginasEnem Picos Pi Machado de Assis 15 09DanielMatematicaColaresAinda não há avaliações
- 1° Questionário de Estagio 1Documento3 páginas1° Questionário de Estagio 1cspuhlAinda não há avaliações
- BIC Tabela Comissoes DespesasDocumento35 páginasBIC Tabela Comissoes DespesasbrawnysoaresAinda não há avaliações
- NBR 12142Documento3 páginasNBR 12142Carlos MaiaAinda não há avaliações