Você também pode gostar
- AeroespacialDocumento37 páginasAeroespacialRodrigo CabralAinda não há avaliações
- 2017 1 Lista 1 Solução Da 4 Tipo 1Documento6 páginas2017 1 Lista 1 Solução Da 4 Tipo 1Mayanna E NetinhoAinda não há avaliações
- AeroespacialDocumento37 páginasAeroespacialRodrigo CabralAinda não há avaliações
- Apostila - Sinais Cap 9 - BodeDocumento54 páginasApostila - Sinais Cap 9 - BodeDenys Viana100% (1)
- Apresentação - MicrofresamentoDocumento11 páginasApresentação - MicrofresamentoRodrigo CabralAinda não há avaliações
- Micro Fresa Men ToDocumento4 páginasMicro Fresa Men ToRodrigo CabralAinda não há avaliações
- Capítulo 1Documento48 páginasCapítulo 1Rodrigo Cabral100% (1)
- Apostila 1º Ano Médio - EnergiaDocumento8 páginasApostila 1º Ano Médio - EnergiaJesus RosaAinda não há avaliações
- Projeto Cores - Matisse e A Interdisciplinaridade Na Educacao InfantilDocumento13 páginasProjeto Cores - Matisse e A Interdisciplinaridade Na Educacao InfantilCaroline AssumpçãoAinda não há avaliações
- 9 T3 V2-CorreçãoDocumento5 páginas9 T3 V2-CorreçãoMário MontesAinda não há avaliações
- As Letras Hebraicas-1 - Cabala, Mística HebraicaDocumento492 páginasAs Letras Hebraicas-1 - Cabala, Mística HebraicaSimone Fábio Wilhelm100% (13)
- Apostila - Física - 2º Ano - 2021Documento13 páginasApostila - Física - 2º Ano - 2021ALDENY LOPES RIBEIRO MENEZESAinda não há avaliações
- Introdução À Física I Tema 1: Ferramentas Matemáticas para o Estudo de FísicaDocumento29 páginasIntrodução À Física I Tema 1: Ferramentas Matemáticas para o Estudo de FísicaLucindaAinda não há avaliações
- Planilha Cadastro ProdutosDocumento18 páginasPlanilha Cadastro ProdutosBruno Soares pedrozaAinda não há avaliações
- Osa 20 PDFDocumento90 páginasOsa 20 PDFmarianoAinda não há avaliações
- 3 - Téc. Análise Sistemas TrifásicosDocumento14 páginas3 - Téc. Análise Sistemas TrifásicosgugaseibertAinda não há avaliações
- Apresentação Slides TCC Frenagem Regenerativa - v6Documento28 páginasApresentação Slides TCC Frenagem Regenerativa - v6BrunoZueroAinda não há avaliações
- Sensoriamento RemotoDocumento18 páginasSensoriamento RemotoSofia Francisco Manjomeco ManjomecoAinda não há avaliações
- Evolução de Um Conceito FísicoDocumento2 páginasEvolução de Um Conceito FísicoJean Carlo RodriguesAinda não há avaliações
- Ciep - Centro Integrado de Educação PúblicaDocumento19 páginasCiep - Centro Integrado de Educação PúblicaraleuAinda não há avaliações
- Catálogo Antenas e Rádios ALG COMDocumento36 páginasCatálogo Antenas e Rádios ALG COMLucas de MedeirosAinda não há avaliações
- 35 Circuito RL Paralelo em CADocumento15 páginas35 Circuito RL Paralelo em CAPastorMário SérgioAinda não há avaliações
- Aula 1 DSDocumento46 páginasAula 1 DSCaio GuizeliniAinda não há avaliações
- Projeto ETA 2009Documento11 páginasProjeto ETA 2009Diego Da Silva CostaAinda não há avaliações
- Fis 3ano 3tri MagnetismoFontesCamposMagnetico LucasDocumento5 páginasFis 3ano 3tri MagnetismoFontesCamposMagnetico LucasLarissa GamaAinda não há avaliações
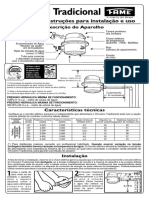
- Manual FameDocumento2 páginasManual FameGeizaCristinaGomesAinda não há avaliações
- (E-Book) Buracos NegrosDocumento13 páginas(E-Book) Buracos NegrosIsa Santos100% (1)
- Lista Exercícios Física Primeiro Ano - Velocidade MédiaDocumento13 páginasLista Exercícios Física Primeiro Ano - Velocidade Médiaencrenca12Ainda não há avaliações
- Lista - Grandezas e Unidades (1) - MergedDocumento14 páginasLista - Grandezas e Unidades (1) - MergedMichelle LopesAinda não há avaliações
- Artigo Sedimentador - Kynck e Biscaia JRDocumento9 páginasArtigo Sedimentador - Kynck e Biscaia JRÉder AlvesAinda não há avaliações
- Janete Fonseca - SOBRE FAZER O QUE NÃO SEI - Janete Vilela Fonseca PDFDocumento10 páginasJanete Fonseca - SOBRE FAZER O QUE NÃO SEI - Janete Vilela Fonseca PDFJanete FonsecaAinda não há avaliações
- Cronograma Estratégico Enem & Fuvest 2023Documento54 páginasCronograma Estratégico Enem & Fuvest 2023YanAinda não há avaliações
- Massa - AstronooDocumento3 páginasMassa - AstronooEktor BonilhaAinda não há avaliações
- Manual de Op. Inst. Delta Hibridy (Portugues)Documento66 páginasManual de Op. Inst. Delta Hibridy (Portugues)Xavi X QunqiAinda não há avaliações
- Physics 3 Exam in PortugueseDocumento9 páginasPhysics 3 Exam in PortugueseBreno Silva AffonsoAinda não há avaliações
- Taf PM Ba PDFDocumento27 páginasTaf PM Ba PDFAnonymous OYfA679pMhAinda não há avaliações
- O Segredo Da Luz - Walter Russell (The Secret of LightDocumento171 páginasO Segredo Da Luz - Walter Russell (The Secret of LightPriscila Morais50% (2)