Você também pode gostar
- Embalagens criativas para presentesDocumento15 páginasEmbalagens criativas para presentesSilvia FreitasAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Carbono EquivalenteDocumento2 páginasCarbono EquivalentePolly408100% (1)
- Aco Inox Segunda ParteDocumento11 páginasAco Inox Segunda ParteFabio OkamotoAinda não há avaliações
- Catalogo de ToniDocumento38 páginasCatalogo de ToniIndustrial Serralheria100% (2)
- Especificação técnica de materiais de tubulaçãoDocumento13 páginasEspecificação técnica de materiais de tubulaçãorafwebAinda não há avaliações
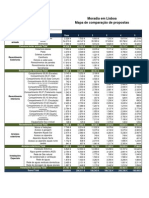
- Orçamento Tipo de VivendasDocumento40 páginasOrçamento Tipo de VivendasFrancisco SantosAinda não há avaliações
- Soldabilidade de Metais: Fatores e ProcessosDocumento13 páginasSoldabilidade de Metais: Fatores e ProcessosWaldri MecatronicafasbAinda não há avaliações
- Exercicios Resolvidos de Trocadores de CalorDocumento12 páginasExercicios Resolvidos de Trocadores de Calordaniel oliveira100% (2)
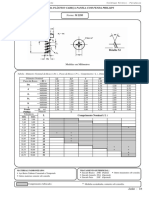
- Parafusos e porcas: normas e especificações técnicasDocumento7 páginasParafusos e porcas: normas e especificações técnicasmarceloAinda não há avaliações
- Oficina-Aula 01 - Introdução Aos Processos de ConformaçãoDocumento38 páginasOficina-Aula 01 - Introdução Aos Processos de ConformaçãoGabriel MAinda não há avaliações
- Memorial Descritivo REVAMP - REGAPDocumento48 páginasMemorial Descritivo REVAMP - REGAPdaniel oliveiraAinda não há avaliações
- Normas Técnicas para Tubulações IndustriaisDocumento48 páginasNormas Técnicas para Tubulações IndustriaisGreta Lais Boff ZortéaAinda não há avaliações
- Obsoleta NBR 11888 - 2008 - Bobinas e Chapas Finas A Frio e A Quente de Aço-Carbono e de Aço de Alta Resistência e Baixa Liga - Requisitos GeraisDocumento20 páginasObsoleta NBR 11888 - 2008 - Bobinas e Chapas Finas A Frio e A Quente de Aço-Carbono e de Aço de Alta Resistência e Baixa Liga - Requisitos GeraisRayane Vieira de MouraAinda não há avaliações
- NBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosDocumento4 páginasNBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosYuri Bahia de VasconcelosAinda não há avaliações
- Catalogo Laminados A Frio CSNDocumento36 páginasCatalogo Laminados A Frio CSNAmilcar MagalhaesAinda não há avaliações
- MANUAL - COMPLETO Bomba Dosadora PDFDocumento27 páginasMANUAL - COMPLETO Bomba Dosadora PDFWalison Lourenco SantosAinda não há avaliações
- Normas de AçoDocumento10 páginasNormas de AçoCarlosAinda não há avaliações
- Parafuso Sextavado Astm A394 t0 RPDocumento1 páginaParafuso Sextavado Astm A394 t0 RPMurillo de LimaAinda não há avaliações
- SEPARAÇÃO DE MISTURAS - Imprimir Caça Palavras-1-2Documento2 páginasSEPARAÇÃO DE MISTURAS - Imprimir Caça Palavras-1-2Caroline Angeli Sancio100% (2)
- Norma ASTM A-270 tubos sanitáriosDocumento1 páginaNorma ASTM A-270 tubos sanitáriosPaula SantiagoAinda não há avaliações
- Tolerâncias para elementos de fixaçãoDocumento51 páginasTolerâncias para elementos de fixaçãoDimitri Mantau100% (1)
- Pinhão e CremalheiraDocumento13 páginasPinhão e CremalheiraGabriel FelippeAinda não há avaliações
- Espigões para mangueiras industriaisDocumento1 páginaEspigões para mangueiras industriaisPedronAinda não há avaliações
- Assistência técnica para bombas injetoras MWMDocumento11 páginasAssistência técnica para bombas injetoras MWMRafael Strieder100% (1)
- NBR 11865 - 91 (EB-2165) - Barra Chata de Aço Laminada A Quente, para Fabricação de Molas e Feixes de Mola - 5pagDocumento5 páginasNBR 11865 - 91 (EB-2165) - Barra Chata de Aço Laminada A Quente, para Fabricação de Molas e Feixes de Mola - 5pagClaudio LorenzoniAinda não há avaliações
- DIN 125-A dimensões de arandelas planasDocumento17 páginasDIN 125-A dimensões de arandelas planasDanny CandoAinda não há avaliações
- Abnt - NBR - 5008 PDFDocumento4 páginasAbnt - NBR - 5008 PDFBRUNO030381Ainda não há avaliações
- A 668 Especificação para Peças ForjadasDocumento6 páginasA 668 Especificação para Peças ForjadasQualidadeSidertecnicAinda não há avaliações
- Classificação de aços DINDocumento1 páginaClassificação de aços DINAndersonprocessosAinda não há avaliações
- Porcas rebites em 40Documento6 páginasPorcas rebites em 40jurandir1974Ainda não há avaliações
- Unidades Hidrulicas Modular Tipo AbdtDocumento43 páginasUnidades Hidrulicas Modular Tipo AbdtAlessandro OliveiraAinda não há avaliações
- NBR 08580 EB 1512 - 1980 - Barras de Aco de Qualidade Comercial Com Acabamento de Superficie PDFDocumento3 páginasNBR 08580 EB 1512 - 1980 - Barras de Aco de Qualidade Comercial Com Acabamento de Superficie PDFMarcos VieroAinda não há avaliações
- Concurso Público Itaipu testa conhecimentos sobre Manutenção ElétricaDocumento14 páginasConcurso Público Itaipu testa conhecimentos sobre Manutenção ElétricaEleno Ribeiro100% (1)
- Mecânica Dos Fluidos PDFDocumento82 páginasMecânica Dos Fluidos PDFAntonio MotaAinda não há avaliações
- Info Tec Alumi Aluminio 1050Documento2 páginasInfo Tec Alumi Aluminio 1050Weve RsonAinda não há avaliações
- MANUAL - Parafuso de Cabeça SextavadaDocumento4 páginasMANUAL - Parafuso de Cabeça SextavadaEdilson RosaAinda não há avaliações
- Wurth Fasteners StandardsDocumento1 páginaWurth Fasteners Standardscoelhix698973Ainda não há avaliações
- Catálogo Arruelas métricasDocumento1 páginaCatálogo Arruelas métricasJEFFERSONAinda não há avaliações
- AçoDocumento18 páginasAçofurmaniak100% (1)
- 11 Acabamento Superficial AULADocumento45 páginas11 Acabamento Superficial AULAewertonAinda não há avaliações
- Especificações de roscas métricasDocumento4 páginasEspecificações de roscas métricaswiroAinda não há avaliações
- Parafuso Plastico - TabelaDocumento1 páginaParafuso Plastico - Tabelaluiz fernando Baroni50% (2)
- Catálogo VálvulasDocumento48 páginasCatálogo VálvulasNadielson Velez ParenteAinda não há avaliações
- Tubos Din 2391Documento7 páginasTubos Din 2391jomiseferAinda não há avaliações
- DIN 71550 PortuguesDocumento4 páginasDIN 71550 PortuguesEngenheiroAinda não há avaliações
- NBR 05907 (1982) PDFDocumento6 páginasNBR 05907 (1982) PDFJesus Enrique Alfonzo RiveroAinda não há avaliações
- NBR 5854 - ARRUELAS DE PRESSÃO SIMPLES COM EXTREMIDADES DOBRADAS OU RETASDocumento4 páginasNBR 5854 - ARRUELAS DE PRESSÃO SIMPLES COM EXTREMIDADES DOBRADAS OU RETASAdilsonAinda não há avaliações
- Elementos de Fixação por RebitagemDocumento35 páginasElementos de Fixação por RebitagemaleurendaAinda não há avaliações
- Conexoes SaeDocumento14 páginasConexoes Saejef1982Ainda não há avaliações
- Acab SuperficieDocumento1 páginaAcab SuperficierodolphowongAinda não há avaliações
- Tabela - de - Furos TrilobularDocumento1 páginaTabela - de - Furos TrilobularLuciana Lima LimaAinda não há avaliações
- Política comercial e condições de frete e pagamentoDocumento196 páginasPolítica comercial e condições de frete e pagamentoRicardo CalmonAinda não há avaliações
- DIN 50125 Norma de Corpo de ProvaDocumento14 páginasDIN 50125 Norma de Corpo de ProvaNatan1912Ainda não há avaliações
- N 1617Documento21 páginasN 1617lhsilva8595Ainda não há avaliações
- NBR 7243 - Pecas Fundidas de Aco Manganes Austeniticos PDFDocumento3 páginasNBR 7243 - Pecas Fundidas de Aco Manganes Austeniticos PDFDenis Yasmin AlineAinda não há avaliações
- Kestra - Consumíveis de soldagem para aços-carbono, baixa liga e inoxidáveisDocumento28 páginasKestra - Consumíveis de soldagem para aços-carbono, baixa liga e inoxidáveisLeonardo100% (1)
- Apostila Simbologia de SoldaDocumento29 páginasApostila Simbologia de SoldaJeosafa AiresAinda não há avaliações
- NBR 12660 - Arruelas Lisas Chanfradas - Serie Normal - Dureza Classe 300 HV - Produto Grau A PDFDocumento3 páginasNBR 12660 - Arruelas Lisas Chanfradas - Serie Normal - Dureza Classe 300 HV - Produto Grau A PDFstalker0xAinda não há avaliações
- Composição química de aços SAE/COPANTDocumento7 páginasComposição química de aços SAE/COPANTDiegoAinda não há avaliações
- Abnt NBR 15156 2004 PDFDocumento12 páginasAbnt NBR 15156 2004 PDFEveraldo Sena de MouraAinda não há avaliações
- Parafuso de haste sem cabeça DIN 427Documento2 páginasParafuso de haste sem cabeça DIN 427AvulsedBR100% (1)
- NBR 06656 1992 Chapas de Aço Acalmado Com CaracterísticaDocumento3 páginasNBR 06656 1992 Chapas de Aço Acalmado Com CaracterísticaRoberto JannyAinda não há avaliações
- Identificação de graus de resistência de cabeçotes de parafusosDocumento1 páginaIdentificação de graus de resistência de cabeçotes de parafusosBruno FaveroAinda não há avaliações
- PCR 3Documento1 páginaPCR 3Renato SimõesAinda não há avaliações
- Especificação Técnica Fabricação Mola Válvula PSV1Documento4 páginasEspecificação Técnica Fabricação Mola Válvula PSV1danielwjrAinda não há avaliações
- Processo de Soldagem MMADocumento6 páginasProcesso de Soldagem MMA778706Ainda não há avaliações
- Soldagem de tanques GLP com arame tubularDocumento178 páginasSoldagem de tanques GLP com arame tubularedpsousaAinda não há avaliações
- Normas Técnicas ABNTDocumento4 páginasNormas Técnicas ABNTRoger MunozAinda não há avaliações
- Inspenção em TrocadoresDocumento9 páginasInspenção em Trocadoresdaniel oliveiraAinda não há avaliações
- Reparar OfficeDocumento1 páginaReparar Officedaniel oliveiraAinda não há avaliações
- Passo A Passo para Isencao Impostos PDFDocumento2 páginasPasso A Passo para Isencao Impostos PDFdaniel oliveiraAinda não há avaliações
- Aços inoxidáveis aplicações especificaçõesDocumento29 páginasAços inoxidáveis aplicações especificaçõesluisimlbcAinda não há avaliações
- RPA Reflectometria Do Pulso AcusticoDocumento18 páginasRPA Reflectometria Do Pulso Acusticodaniel oliveiraAinda não há avaliações
- Aula12 Teoria ME5330Documento25 páginasAula12 Teoria ME5330Velton MouraAinda não há avaliações
- Anexo Bombas en PortuguesDocumento41 páginasAnexo Bombas en PortuguesRuby AriasAinda não há avaliações
- Caderno Eng Mec-CopelDocumento19 páginasCaderno Eng Mec-CopelLuiz GaborinAinda não há avaliações
- Jurisdictional Boiler and Pressure Vessel InspectionsDocumento2 páginasJurisdictional Boiler and Pressure Vessel Inspectionsdaniel oliveiraAinda não há avaliações
- Cer Fotos SlideDocumento70 páginasCer Fotos Slidedaniel oliveiraAinda não há avaliações
- Desenv Projetos Aula 2Documento41 páginasDesenv Projetos Aula 2daniel oliveiraAinda não há avaliações
- Resumo Inicial RESMATDocumento8 páginasResumo Inicial RESMATdaniel oliveiraAinda não há avaliações
- Vibrações PG 13 17Documento51 páginasVibrações PG 13 17daniel oliveiraAinda não há avaliações
- Aula 9 FT Calor PDFDocumento39 páginasAula 9 FT Calor PDFdaniel oliveiraAinda não há avaliações
- Caderno Eng Mec-CopelDocumento19 páginasCaderno Eng Mec-CopelLuiz GaborinAinda não há avaliações
- Aula05 RecDocumento98 páginasAula05 RecVictor SosaAinda não há avaliações
- Apostila VM Parte 1 PDFDocumento34 páginasApostila VM Parte 1 PDFGiovanna MisquitaAinda não há avaliações
- Modo VibraçãoDocumento1 páginaModo Vibraçãodaniel oliveiraAinda não há avaliações
- Norma ISA 5.1 SimbologiaDocumento42 páginasNorma ISA 5.1 Simbologianame0000Ainda não há avaliações
- Excel Como Ferramenta Didática de Apoio Na Análise de Processos de Destilação - Parte 1: Destilação Flash BináriaDocumento7 páginasExcel Como Ferramenta Didática de Apoio Na Análise de Processos de Destilação - Parte 1: Destilação Flash BináriaDiego CamargoAinda não há avaliações
- Manutenção PreditivaDocumento13 páginasManutenção Preditivacleonir_juniorAinda não há avaliações
- Norma ISA 5.1 SimbologiaDocumento42 páginasNorma ISA 5.1 Simbologianame0000Ainda não há avaliações
- Lista de Transfer - Ncia de CalorDocumento6 páginasLista de Transfer - Ncia de Calordaniel oliveiraAinda não há avaliações
- Campoepotencialeltrico 120307201207 Phpapp02Documento16 páginasCampoepotencialeltrico 120307201207 Phpapp02daniel oliveiraAinda não há avaliações
- E Let Ro Magnetism oDocumento28 páginasE Let Ro Magnetism oWeder Fernando NazariAinda não há avaliações
- Tratamento TérmicoDocumento4 páginasTratamento TérmicoJosé HelenoAinda não há avaliações
- OSTI - Catalogo de Produtos 2021 - CompressedDocumento18 páginasOSTI - Catalogo de Produtos 2021 - CompressedLahire Solér JuniorAinda não há avaliações
- NT.037.00.EQTL - Redes de Distribuição Aérea 15kV Com Secundário Blindado RSB - EstruturasDocumento75 páginasNT.037.00.EQTL - Redes de Distribuição Aérea 15kV Com Secundário Blindado RSB - EstruturasTalles DimitreAinda não há avaliações
- Cinetica Da Hidrolise Do Acetato de EtilaDocumento14 páginasCinetica Da Hidrolise Do Acetato de EtilaÉdler AlbuquerqueAinda não há avaliações
- Catalogo Pecas Fazer PDFDocumento66 páginasCatalogo Pecas Fazer PDFFagner TabosaAinda não há avaliações
- Reforma geral de prédios locados com pintura, demolição e piso cerâmicoDocumento2 páginasReforma geral de prédios locados com pintura, demolição e piso cerâmicoJoão OliveiraAinda não há avaliações
- Solicitação de materiais para obra de construção civilDocumento2 páginasSolicitação de materiais para obra de construção civilMatheus MartinsAinda não há avaliações
- Pregos GERDAU para Marcenaria e ConstruçãoDocumento8 páginasPregos GERDAU para Marcenaria e Construçãojair100% (1)
- Aula 11 Retificação SEM-0560 2017Documento130 páginasAula 11 Retificação SEM-0560 2017FAPEMA SGQAinda não há avaliações
- Aços para trabalho a quente VCO propriedades aplicaçõesDocumento2 páginasAços para trabalho a quente VCO propriedades aplicaçõesRobson PereiraAinda não há avaliações