Você também pode gostar
- Mesinha RedondaDocumento1 páginaMesinha RedondaStanlei FernandaAinda não há avaliações
- Marcenaria Amadora - Caixinha Acustica para CelularDocumento3 páginasMarcenaria Amadora - Caixinha Acustica para CelularStanlei FernandaAinda não há avaliações
- Velocidades de Corte - M2 (Aço Rápido) e K5 (Aço Rápido 5% Cobalto)Documento1 páginaVelocidades de Corte - M2 (Aço Rápido) e K5 (Aço Rápido 5% Cobalto)Stanlei FernandaAinda não há avaliações
- 10 Maneiras de Viver de ResinaDocumento28 páginas10 Maneiras de Viver de ResinaAntonio MarcoAinda não há avaliações
- Tabela SobremetalDocumento1 páginaTabela SobremetalStanlei FernandaAinda não há avaliações
- Projeto Lixadeira Com Motor EsmerilDocumento11 páginasProjeto Lixadeira Com Motor EsmerilWellyngthon Ricardo DeFreitas100% (1)
- Tabela+Parametros+de+Corte+ +V2+2021Documento5 páginasTabela+Parametros+de+Corte+ +V2+2021Stanlei FernandaAinda não há avaliações
- Projeto - Tupia de BancadaDocumento8 páginasProjeto - Tupia de BancadaStanlei FernandaAinda não há avaliações
- Fresas OnsrudDocumento12 páginasFresas OnsrudStanlei FernandaAinda não há avaliações
- Projeto Lixadeira Com Motor EsmerilDocumento11 páginasProjeto Lixadeira Com Motor EsmerilWellyngthon Ricardo DeFreitas100% (1)
- 449908808210718tabela de Escolha Do Tipo de FresaDocumento1 página449908808210718tabela de Escolha Do Tipo de FresaStanlei FernandaAinda não há avaliações
- Veu RasgadoDocumento1 páginaVeu RasgadoStanlei FernandaAinda não há avaliações
- Projeto - Tupia de Bancada PDFDocumento8 páginasProjeto - Tupia de Bancada PDFStanlei Fernanda100% (1)
- Tabua de CarneDocumento2 páginasTabua de CarneStanlei FernandaAinda não há avaliações
- Catalogo IbrapDocumento6 páginasCatalogo IbrapStanlei Fernanda100% (1)
- Oque É ExegeseDocumento9 páginasOque É ExegeseStanlei FernandaAinda não há avaliações
- Boanerges Ribeiro - O Apostolo Dos Pes SangrentosDocumento74 páginasBoanerges Ribeiro - O Apostolo Dos Pes Sangrentosjoseaf2009100% (1)
- Medidas Da Peças CNC2.1 - Revisão 0 - Canal Youtube Marlon NardiDocumento15 páginasMedidas Da Peças CNC2.1 - Revisão 0 - Canal Youtube Marlon NardiPhysical MedAinda não há avaliações
- MANUAL - PLACA CONTROLADORA CNC - Modelo R1 PDFDocumento11 páginasMANUAL - PLACA CONTROLADORA CNC - Modelo R1 PDFStanlei FernandaAinda não há avaliações
- N.comentario PDFDocumento1 páginaN.comentario PDFStanlei FernandaAinda não há avaliações
- Manual de ExegeseDocumento10 páginasManual de ExegeseWokrax100% (2)
- Art Pintura 1 V11Documento9 páginasArt Pintura 1 V11Elson1951Ainda não há avaliações
- Catálogo de Produtos Calhaforte 2019Documento12 páginasCatálogo de Produtos Calhaforte 2019Stanlei FernandaAinda não há avaliações
- HidroponiaDocumento70 páginasHidroponiaValmique Nogari M. SobreiraAinda não há avaliações
- Arquivo1 PDFDocumento13 páginasArquivo1 PDFStanlei FernandaAinda não há avaliações
- Estufa Baixo CustoID-Gm70WQGk56Documento14 páginasEstufa Baixo CustoID-Gm70WQGk56José GomesAinda não há avaliações
- ApostilaDocumento66 páginasApostilaStanlei FernandaAinda não há avaliações
- ApostilaDocumento50 páginasApostilaStanlei FernandaAinda não há avaliações
- Dimensionamento Mecânico de Uma Empilhadeira Com Mecanismo de NivelamentoDocumento101 páginasDimensionamento Mecânico de Uma Empilhadeira Com Mecanismo de NivelamentoBruno SantosAinda não há avaliações
- 2 - Como Alargar Um FuroDocumento12 páginas2 - Como Alargar Um FuroJunior Guedes100% (1)
- EM Regular - QuímicaDocumento18 páginasEM Regular - QuímicaAline Jacuboski BianquiAinda não há avaliações
- Literatura 416e Florestal PDFDocumento49 páginasLiteratura 416e Florestal PDFViniciusCamargosAinda não há avaliações
- Circuitos Lógicos Digitais - APRESENTAÇÃO DA MATÉRIA E CONTEÚDO PROGRAMÁTICODocumento96 páginasCircuitos Lógicos Digitais - APRESENTAÇÃO DA MATÉRIA E CONTEÚDO PROGRAMÁTICOchristian souzaAinda não há avaliações
- Drapper Guia Rápido IIIDocumento4 páginasDrapper Guia Rápido IIIVinicius Santos Agronomia100% (1)
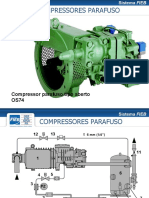
- APRESENTAÇÃO DE COMPRESSORES PETROBRÁS Rev cimatec-PARTE2Documento86 páginasAPRESENTAÇÃO DE COMPRESSORES PETROBRÁS Rev cimatec-PARTE2Toniase Guimaraes BarrosAinda não há avaliações
- Manual de Instruções GX - Guia RapidoDocumento24 páginasManual de Instruções GX - Guia RapidoFranciany PontesAinda não há avaliações
- Polarização de Luz Por Reflexão e Medida Do Ângulo de BrewsterDocumento10 páginasPolarização de Luz Por Reflexão e Medida Do Ângulo de BrewsterSérgio MiguelAinda não há avaliações
- Scania Hpi Ems S6Documento4 páginasScania Hpi Ems S6Tariq Khamaysa100% (2)
- 8 - DestilaçãoDocumento44 páginas8 - DestilaçãoBrenna MouraAinda não há avaliações
- Novas Tecnologias Analise Documental-Artigo CompletoDocumento7 páginasNovas Tecnologias Analise Documental-Artigo CompletoDavidson Leandro Silva dos SantosAinda não há avaliações
- Catalogo Digital - Produtos Dyv (Atual)Documento11 páginasCatalogo Digital - Produtos Dyv (Atual)Manoel BatistaAinda não há avaliações
- Prevencao de IncendiosDocumento76 páginasPrevencao de IncendiosSimone SegattoAinda não há avaliações
- Leituras de Fisica - MecanicaDocumento110 páginasLeituras de Fisica - MecanicaAntonio Carlos TrindadeAinda não há avaliações
- Sinais e Ondas. Ondas Transversais e Ondas Longitudinais. Ondas Mecânicas e Ondas EletromagnéticasDocumento10 páginasSinais e Ondas. Ondas Transversais e Ondas Longitudinais. Ondas Mecânicas e Ondas EletromagnéticasRita GonçalvesAinda não há avaliações
- Relatório de Pratica 3Documento8 páginasRelatório de Pratica 3Adriano AraujoAinda não há avaliações
- PD6Documento19 páginasPD6Daniel cabezas gonzaloAinda não há avaliações
- Avaliação 9 AnoDocumento3 páginasAvaliação 9 AnoPROF. CARLA SAMPAIOAinda não há avaliações
- Cat Duracell WebDocumento55 páginasCat Duracell WebRafael FreitasAinda não há avaliações
- Provao de Bolsas Do em Afa Efomm en Questoes 2022Documento18 páginasProvao de Bolsas Do em Afa Efomm en Questoes 2022JORGINtd2Ainda não há avaliações
- 1 - Panel de Operación - BR24D14001802 - 00Documento27 páginas1 - Panel de Operación - BR24D14001802 - 00Erick Vargas100% (1)
- Daddy Mill Manual de OperaçãoDocumento1 páginaDaddy Mill Manual de OperaçãoAloizio AugustoAinda não há avaliações
- Avaliação1 EE EM 2021.2Documento3 páginasAvaliação1 EE EM 2021.2Vitória GonçalvesAinda não há avaliações
- Catalogos de Tubos InoxDocumento4 páginasCatalogos de Tubos InoxodairAinda não há avaliações
- Lista4 Impulso Quantidade de Movimento ContinuaçãoDocumento14 páginasLista4 Impulso Quantidade de Movimento ContinuaçãoDaiane CardosoAinda não há avaliações
- Guia de Estudo C6H20Documento10 páginasGuia de Estudo C6H20UniversoTemporalAinda não há avaliações
- Dados Da Fatura de ElectricidadeDocumento2 páginasDados Da Fatura de ElectricidadeRui FonteAinda não há avaliações
- Código: 3748/05: Módulo EDC7 Euro VDocumento5 páginasCódigo: 3748/05: Módulo EDC7 Euro VDaniel Henrique PiovesaniAinda não há avaliações
- Realimenta C Ao de Estado: Sistemas MIMO Estimadores de Estado: Sistemas MIMODocumento30 páginasRealimenta C Ao de Estado: Sistemas MIMO Estimadores de Estado: Sistemas MIMOfpreisAinda não há avaliações
- Diagrama de BrucknerDocumento9 páginasDiagrama de Brucknercrislaine rodriguesAinda não há avaliações