Você também pode gostar
- Análise de Risco - ElétricaDocumento7 páginasAnálise de Risco - ElétricaAlcione Alves de Moraes100% (1)
- PROCEDIMENTO DE MANUTENÇÃO OPERACIONAL CNC Oxicorte e PlasmaDocumento17 páginasPROCEDIMENTO DE MANUTENÇÃO OPERACIONAL CNC Oxicorte e PlasmaAlcione Alves de Moraes100% (1)
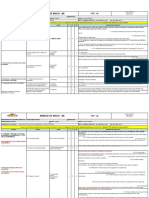
- Análise de Risco - MecânicaDocumento6 páginasAnálise de Risco - MecânicaAlcione Alves de MoraesAinda não há avaliações
- 238 - 07.64.005 - Tank GP - Fuel (B) 436-5164Documento16 páginas238 - 07.64.005 - Tank GP - Fuel (B) 436-5164Alcione Alves de MoraesAinda não há avaliações
- Como Implantar Um PCM Do Zero PDFDocumento24 páginasComo Implantar Um PCM Do Zero PDFJuarez Antonio De Souza JuniorAinda não há avaliações
- Os Pilares Da Nova Liderancl'a Por Beta Learning - Escola de LíderesDocumento16 páginasOs Pilares Da Nova Liderancl'a Por Beta Learning - Escola de LíderesAlcione Alves de MoraesAinda não há avaliações
- Download-491915-7 Passos para o Sucesso de Novos Líderes-17536676Documento26 páginasDownload-491915-7 Passos para o Sucesso de Novos Líderes-17536676Erika KsartelliAinda não há avaliações
- Certificado Jidoka e Ferramentas Da Qualidade - ALCIONE ALVESDocumento1 páginaCertificado Jidoka e Ferramentas Da Qualidade - ALCIONE ALVESAlcione Alves de MoraesAinda não há avaliações
- 19-Gesto de PessoasDocumento17 páginas19-Gesto de PessoasAlcione Alves de MoraesAinda não há avaliações
- Alcione MoraesDocumento2 páginasAlcione MoraesAlcione Alves de MoraesAinda não há avaliações
- Lista de EquipamentosDocumento2 páginasLista de EquipamentosAlcione Alves de Moraes100% (1)
- Relatório de VisitaDocumento4 páginasRelatório de VisitaFábio MartinsAinda não há avaliações
- Apostila de SgiDocumento34 páginasApostila de SgiOdellson S Pereira100% (1)
- Portaria Nº 101 - EME, de 1º Ago 2007 Referenciação de Cargos QCPDocumento68 páginasPortaria Nº 101 - EME, de 1º Ago 2007 Referenciação de Cargos QCPLuis Felicio Machado TellesAinda não há avaliações
- A Alimentação e Seu Lugar Na HistóriaDocumento18 páginasA Alimentação e Seu Lugar Na HistóriaEriley Vilagrande BarbosaAinda não há avaliações
- Revista Mecatronica Atual - Edicao 002Documento49 páginasRevista Mecatronica Atual - Edicao 002Vito Parkour100% (1)
- Catalogo Amanco Irrigacao 2010Documento146 páginasCatalogo Amanco Irrigacao 2010augustohenryqueAinda não há avaliações
- Pedro Teixeira Gueiros Jorge Luis Da Costa SilvaDocumento13 páginasPedro Teixeira Gueiros Jorge Luis Da Costa SilvaOtávio AugustoAinda não há avaliações
- Logistica de DistribuicaoDocumento56 páginasLogistica de Distribuicaowalter fonseca100% (1)
- Revista EmbalagemMarca 076 - Dezembro 2005Documento60 páginasRevista EmbalagemMarca 076 - Dezembro 2005EmbalagemMarcaAinda não há avaliações
- Obrigado Por FumarDocumento6 páginasObrigado Por FumarEzequiel Schukes QuisterAinda não há avaliações
- Sistemas Kanban e Andon Na Construção Civil - ArtigoDocumento9 páginasSistemas Kanban e Andon Na Construção Civil - ArtigoTiarley MediciAinda não há avaliações
- Processamento de Pimentas:o Segredo Está Na QualidadeDocumento3 páginasProcessamento de Pimentas:o Segredo Está Na QualidadeMatheusAinda não há avaliações
- Dicotomia Campo-Cidade PDFDocumento18 páginasDicotomia Campo-Cidade PDFthyago_sylverAinda não há avaliações
- Como Montar Uma Casa de Bolos e Tortas PDFDocumento26 páginasComo Montar Uma Casa de Bolos e Tortas PDFMaraAinda não há avaliações
- Administração ImóveisDocumento192 páginasAdministração ImóveisFábio ArraesAinda não há avaliações
- Nova NR 18 - Máquinas e Equipamentos PDFDocumento46 páginasNova NR 18 - Máquinas e Equipamentos PDFprintprado3dAinda não há avaliações
- Manual 260 XD PDFDocumento326 páginasManual 260 XD PDFProjeto03 TantecAinda não há avaliações
- Relatório Moldagem PlenaDocumento15 páginasRelatório Moldagem PlenaRafael FariaAinda não há avaliações
- As Transformações Económicas Na Europa e No MundoDocumento6 páginasAs Transformações Económicas Na Europa e No MundoBeatriz Antunes ÂngeloAinda não há avaliações
- 1 - Introdução À Gestão de OperaçõesDocumento28 páginas1 - Introdução À Gestão de OperaçõesLuan SilvaAinda não há avaliações
- Trabalho Estruturas de Madeira ProntoDocumento43 páginasTrabalho Estruturas de Madeira Prontodiegodegasxd100% (3)
- Mercado PetDocumento8 páginasMercado PetJuliana Fri0% (1)
- Apresentação Fórum Alerj - Ações para Desenvolvimento Do RJDocumento9 páginasApresentação Fórum Alerj - Ações para Desenvolvimento Do RJFórum Permanente de Desenvolvimento Estratégico do Estado do RJAinda não há avaliações
- Revista EmbalagemMarca 097 - Setembro 2007Documento76 páginasRevista EmbalagemMarca 097 - Setembro 2007EmbalagemMarca100% (2)
- Márcia Gadelha Cavalcanti. 02.Documento400 páginasMárcia Gadelha Cavalcanti. 02.Ícaro Dos ReisAinda não há avaliações
- Glossário Do Livro Capitalismo TardioDocumento2 páginasGlossário Do Livro Capitalismo TardioPoly MatheusAinda não há avaliações
- Resumo Da Aula TrabalhoDocumento6 páginasResumo Da Aula TrabalhoRodrigo QuantumAinda não há avaliações
- Capitulo 1 A 2Documento57 páginasCapitulo 1 A 2wilsonAinda não há avaliações
- 1 - Utilização de Equipamentos MecânicosDocumento45 páginas1 - Utilização de Equipamentos MecânicosClaudinei OliveiraAinda não há avaliações
- 2009 - China - Desfazendo - Mitos - Walter Pomar PDFDocumento328 páginas2009 - China - Desfazendo - Mitos - Walter Pomar PDFMelissa CmbhAinda não há avaliações
- Logística Interna Lean: Método para Avaliação de Práticas Lean na Logística Interna de Empresas IndustriaisNo EverandLogística Interna Lean: Método para Avaliação de Práticas Lean na Logística Interna de Empresas IndustriaisAinda não há avaliações
- Aproveitamento Integral de Alimentos: Saiba como aproveitar melhor os alimentos reduzindo o seu desperdícioNo EverandAproveitamento Integral de Alimentos: Saiba como aproveitar melhor os alimentos reduzindo o seu desperdícioAinda não há avaliações
- A Indústria Têxtil e a Moda Brasileira nos Anos 1960No EverandA Indústria Têxtil e a Moda Brasileira nos Anos 1960Ainda não há avaliações
- A Quarta Revolução Industrial: (Des)Emprego?No EverandA Quarta Revolução Industrial: (Des)Emprego?Ainda não há avaliações
- Automação & Sociedade: Quarta Revolução Industrial, um olhar para o BrasilNo EverandAutomação & Sociedade: Quarta Revolução Industrial, um olhar para o BrasilAinda não há avaliações
- Gestão do produto e do processo: uma abordagem sistêmicaNo EverandGestão do produto e do processo: uma abordagem sistêmicaNota: 4.5 de 5 estrelas4.5/5 (2)
- Processos Industriais: Unidade de Extração SupercríticaNo EverandProcessos Industriais: Unidade de Extração SupercríticaNota: 3.5 de 5 estrelas3.5/5 (3)
- Gestão de resíduos sólidos: O que diz a leiNo EverandGestão de resíduos sólidos: O que diz a leiAinda não há avaliações
- Ferramentaria: A importância de gestão, estratégia e pessoas na construção do futuroNo EverandFerramentaria: A importância de gestão, estratégia e pessoas na construção do futuroAinda não há avaliações
- Gestão dos Resíduos Sólidos: Conceitos e Perspectivas de AtuaçãoNo EverandGestão dos Resíduos Sólidos: Conceitos e Perspectivas de AtuaçãoNota: 4 de 5 estrelas4/5 (2)
- O que faço com meu lixo?: Resíduos sólidos - da geração ao destino finalNo EverandO que faço com meu lixo?: Resíduos sólidos - da geração ao destino finalAinda não há avaliações
- O Ciclo Total de Vida das Instalações em Atmosferas Explosivas: The total life cycle of installations in explosive atmospheresNo EverandO Ciclo Total de Vida das Instalações em Atmosferas Explosivas: The total life cycle of installations in explosive atmospheresNota: 3 de 5 estrelas3/5 (2)
- A Temática Ambiental na Escola e os Artefatos da Indústria CulturalNo EverandA Temática Ambiental na Escola e os Artefatos da Indústria CulturalAinda não há avaliações