Você também pode gostar
- Areas ClassifcadasDocumento93 páginasAreas ClassifcadasHudson Resende100% (1)
- Atividade de Ciências - 8º Ano - PrevisãoDocumento2 páginasAtividade de Ciências - 8º Ano - PrevisãoMarilda Silva100% (10)
- IT-Allmed 04 - Instrução para Calibração de Medidores Analógico de Pressão - Manômetro - Rev. 00Documento9 páginasIT-Allmed 04 - Instrução para Calibração de Medidores Analógico de Pressão - Manômetro - Rev. 00Marcos AguiarAinda não há avaliações
- AV 3330 e AV 3350 LeonardoDocumento30 páginasAV 3330 e AV 3350 LeonardoJavier Arancibia MartinezAinda não há avaliações
- Cuidados Com o Fluido de FreioDocumento2 páginasCuidados Com o Fluido de FreiorenanAinda não há avaliações
- Metaltex Soft StarterDocumento20 páginasMetaltex Soft StarterAlisson DiasAinda não há avaliações
- Matem Tica e F SicaDocumento3 páginasMatem Tica e F SicaBruno HenriqueAinda não há avaliações
- Plano Analítico 10 Classe - Física I Trimestre 2024Documento4 páginasPlano Analítico 10 Classe - Física I Trimestre 2024teixeiradeinacio849Ainda não há avaliações
- 18.potência EletricaDocumento2 páginas18.potência EletricaLaura RamosAinda não há avaliações
- Guiao AL 2.2 Titulação Ácido-BaseDocumento3 páginasGuiao AL 2.2 Titulação Ácido-BaseGuilherme SantosAinda não há avaliações
- 05 06 Comportamento-de-Contaminantes PauloLimaDocumento92 páginas05 06 Comportamento-de-Contaminantes PauloLimaKauan MartinsAinda não há avaliações
- PI Duda Arranque Sequêncial de Três Motores para Uma Pedreira - 1Documento19 páginasPI Duda Arranque Sequêncial de Três Motores para Uma Pedreira - 1Agostinho Figurao ChihungueteAinda não há avaliações
- Física - CASD - Capítulo 04 - GasesDocumento10 páginasFísica - CASD - Capítulo 04 - GasesFísica Caderno de Resoluções100% (2)
- 1bim4-Transferência de CalorDocumento12 páginas1bim4-Transferência de CalorGilvander DiasAinda não há avaliações
- Resumo en ISO 3452-1Documento13 páginasResumo en ISO 3452-1Anonymous itwSnB1AeAinda não há avaliações
- Nox - HórusDocumento3 páginasNox - HórusYrlei RodrAinda não há avaliações
- Ava UnivirtusDocumento30 páginasAva Univirtusjunior cascavelAinda não há avaliações
- Funções Oxigenadas e Nitrogenadas Com ConclusãoDocumento7 páginasFunções Oxigenadas e Nitrogenadas Com ConclusãoRonaldo Ndala0% (1)
- Lista Hidrostática 02 PDFDocumento2 páginasLista Hidrostática 02 PDFJorge Dantas JuniorAinda não há avaliações
- O Que É VelocidadeDocumento2 páginasO Que É VelocidadeCarlos AlbertoAinda não há avaliações
- Determinação Da Energia de Ativação Química IônicaDocumento4 páginasDeterminação Da Energia de Ativação Química IônicaRobson Salgado AlvesAinda não há avaliações
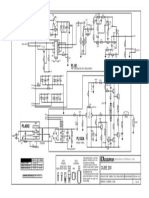
- Ciclotron Cube 200Documento1 páginaCiclotron Cube 200Israel Isaac LopesAinda não há avaliações
- Capítulo II - Ordenação Atômica Dos MateriaisDocumento82 páginasCapítulo II - Ordenação Atômica Dos MateriaisEvanielly Guimarães CorreiaAinda não há avaliações
- Exercícios Mecânica II PDFDocumento2 páginasExercícios Mecânica II PDFGabriel DelfimAinda não há avaliações
- Perfil U Simples - Pesquisa GoogleDocumento1 páginaPerfil U Simples - Pesquisa GoogleFrancielly Las casasAinda não há avaliações
- Penguard TopcoatDocumento5 páginasPenguard TopcoatDatabook GaleaoAinda não há avaliações
- Exercicios 1 Ano I Unidade 2024Documento2 páginasExercicios 1 Ano I Unidade 2024Junior Duo EmidioAinda não há avaliações
- Instrucoes Magnesio MonoreagenteDocumento6 páginasInstrucoes Magnesio MonoreagenteAndressa GreinAinda não há avaliações
- Relatório 5Documento12 páginasRelatório 5Larissa VicenteAinda não há avaliações
- Lista de Exercícios Exa416 2020.1Documento1 páginaLista de Exercícios Exa416 2020.1Laryssa NascimentoAinda não há avaliações