Você também pode gostar
- Ava 2Documento3 páginasAva 2Lucas SilvaAinda não há avaliações
- Ava 2Documento3 páginasAva 2Lucas SilvaAinda não há avaliações
- Carta Atenas 1933Documento2 páginasCarta Atenas 1933Lucas SilvaAinda não há avaliações
- Prova M1 Quali 2Documento6 páginasProva M1 Quali 2Lucas SilvaAinda não há avaliações
- Carta Atenas 1933Documento2 páginasCarta Atenas 1933Lucas SilvaAinda não há avaliações
- Resumo Artigo Lucas Da SilvaDocumento2 páginasResumo Artigo Lucas Da SilvaLucas SilvaAinda não há avaliações
- 21-1-AVA 4 - Estatística Não ParamétricaDocumento4 páginas21-1-AVA 4 - Estatística Não ParamétricaLucas SilvaAinda não há avaliações
- Avaliação 2 de Estatística Noturno Aluno Lucas Da Silva 7150733 PDFDocumento6 páginasAvaliação 2 de Estatística Noturno Aluno Lucas Da Silva 7150733 PDFLucas SilvaAinda não há avaliações
- 21-1-Ava 3Documento3 páginas21-1-Ava 3Lucas SilvaAinda não há avaliações
- Exercício EstatísticaDocumento4 páginasExercício EstatísticaLucas SilvaAinda não há avaliações
- Modelo Do Plano de Negócios Baseado No FAEDocumento20 páginasModelo Do Plano de Negócios Baseado No FAELiberato PauloAinda não há avaliações
- Livro IAVE EconA 2018-19 - OcredDocumento214 páginasLivro IAVE EconA 2018-19 - OcredInêsAinda não há avaliações
- Apresentacao Da CadeiraDocumento3 páginasApresentacao Da CadeiraPessoa LindaAinda não há avaliações
- Nota GabrielDocumento1 páginaNota Gabriellimbo angelAinda não há avaliações
- Conheca o VENDE CDocumento24 páginasConheca o VENDE ClaquicapessoaAinda não há avaliações
- 5 Dicas para Fazer Um Logo EficazDocumento1 página5 Dicas para Fazer Um Logo EficazCarlos Alberto PereiraAinda não há avaliações
- DSM - Manual - Esa 60 BC ADocumento18 páginasDSM - Manual - Esa 60 BC AOtavio Rodrigo VieiraAinda não há avaliações
- Food Service - Ano 8-J.MacedoDocumento102 páginasFood Service - Ano 8-J.MacedoIvan Rodrigues de MoraesAinda não há avaliações
- Caracteristicas Do SalarioDocumento66 páginasCaracteristicas Do SalarioIury Marcos50% (2)
- Lista de Exercicios Resolvidos EmpreendedorismoDocumento4 páginasLista de Exercicios Resolvidos EmpreendedorismoMarcio Gleyber100% (7)
- Apostila CRC Pis e CofinsDocumento44 páginasApostila CRC Pis e CofinsRaquel MagalhãesAinda não há avaliações
- 2022.05.24 - Ebook - Um Guia Definitivo para Os Primeiros Passos Na Pré-VendaDocumento9 páginas2022.05.24 - Ebook - Um Guia Definitivo para Os Primeiros Passos Na Pré-VendaPr.Flávio AugustoAinda não há avaliações
- Edital Verticalizado SEFAZ ES AuditorDocumento16 páginasEdital Verticalizado SEFAZ ES AuditorEllo DinizAinda não há avaliações
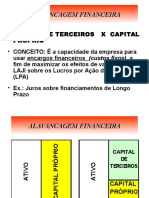
- 6-Alavancagem FinanceiraDocumento16 páginas6-Alavancagem FinanceiraNivinha BorgesAinda não há avaliações
- Storytelling - Os Segredos Das Narrativas Mais Interessantes Do Mundo PDFDocumento21 páginasStorytelling - Os Segredos Das Narrativas Mais Interessantes Do Mundo PDFRarine MairaAinda não há avaliações
- #ResumaoDaFe - Jornada Da Desfudência Turma 3Documento148 páginas#ResumaoDaFe - Jornada Da Desfudência Turma 3Rodrigo Binkowski50% (2)
- Contrato Patrimonial Soluções FinanceirasDocumento5 páginasContrato Patrimonial Soluções FinanceirasHouse Impressões & PersonalizadosAinda não há avaliações
- Glossario Termos Engenharia de Custos Rev 251021Documento36 páginasGlossario Termos Engenharia de Custos Rev 251021Vinicius Alexandre Nunes Silva100% (2)
- Aula de IVADocumento36 páginasAula de IVAMalungana Dos SantosAinda não há avaliações
- CV Maxwell SouzaDocumento1 páginaCV Maxwell SouzaMaria IoneAinda não há avaliações
- Comunicado de Ação de RatingDocumento6 páginasComunicado de Ação de RatingRenan Dantas SantosAinda não há avaliações
- MANUAL DE BOAS PRÁTICAS. EditadoDocumento12 páginasMANUAL DE BOAS PRÁTICAS. EditadoClenubia Fernandes costaAinda não há avaliações
- Tarefa Assíncrona 4 Ana Dos SantosDocumento5 páginasTarefa Assíncrona 4 Ana Dos Santosanaisabelsantos1995Ainda não há avaliações
- Catálogo K21 2021 PT ESDocumento380 páginasCatálogo K21 2021 PT ESFelismino BarrosAinda não há avaliações
- Apostila Cpa 10 Professor Lucas SilvaDocumento109 páginasApostila Cpa 10 Professor Lucas SilvaAugustopaz19hotmail.com HenriqueAinda não há avaliações
- DANFEDocumento3 páginasDANFEIgor JoestarAinda não há avaliações
- Relatório de Treinamento - Fundamentos Da Lubrificação e Graxas - 2017-11-23Documento5 páginasRelatório de Treinamento - Fundamentos Da Lubrificação e Graxas - 2017-11-23Cristiano RamosAinda não há avaliações
- Qualidade de Vida - Notorio Saber IvDocumento24 páginasQualidade de Vida - Notorio Saber IvJosé Dias BurckhardtAinda não há avaliações
- Gestão de Materiais: 1. As Empresas E Seus Sistemas de ProduçãoDocumento6 páginasGestão de Materiais: 1. As Empresas E Seus Sistemas de ProduçãoGivaldo Batista Bolsonaro MedeirosAinda não há avaliações
- 135-Article Text-409-1-10-20180606Documento25 páginas135-Article Text-409-1-10-20180606Miquelle CardosoAinda não há avaliações