Você também pode gostar
- Cálculo Estequiométrico 285 QuestõesDocumento83 páginasCálculo Estequiométrico 285 QuestõesBRITTO12100% (1)
- EstampagemDocumento67 páginasEstampagemPedroHenriqueLopesAinda não há avaliações
- Fundamentos Da Termodinâmica Volume ComplementarDocumento206 páginasFundamentos Da Termodinâmica Volume ComplementarPedroHenriqueLopesAinda não há avaliações
- Apostila Alinhamento de EixoDocumento32 páginasApostila Alinhamento de EixoAntoninomec100% (3)
- Laminaoutfpr2012 22Documento28 páginasLaminaoutfpr2012 22PedroHenriqueLopesAinda não há avaliações
- Caldeira 1Documento109 páginasCaldeira 1PedroHenriqueLopesAinda não há avaliações
- Simbolos de Solda DesenhoDocumento18 páginasSimbolos de Solda DesenhoDoug SantosAinda não há avaliações
- Engenheiro de Suprimentos Disciplina de FabricaÇÃo eDocumento112 páginasEngenheiro de Suprimentos Disciplina de FabricaÇÃo ejosebaianetoAinda não há avaliações
- Apostila Caldeira - Info BásicaDocumento0 páginaApostila Caldeira - Info Básicamancini10Ainda não há avaliações
- Principios&PraticasDocumento7 páginasPrincipios&PraticasPedroHenriqueLopesAinda não há avaliações
- CITOLOGIADocumento12 páginasCITOLOGIADouglas lima 2 ANO ́BAinda não há avaliações
- LigacoesDocumento101 páginasLigacoesQuimica Mais FrancisAinda não há avaliações
- Aula VI - Formas Sólidas - 2 - ComprimidosDocumento70 páginasAula VI - Formas Sólidas - 2 - ComprimidosEster RibeiroAinda não há avaliações
- AllyDocumento7 páginasAllyJhon WilhanAinda não há avaliações
- Cristalização Do AçúcarDocumento7 páginasCristalização Do AçúcarLeonardo Corrêa BrancoAinda não há avaliações
- Sigaamobiletouchgerar Historicosistema 2Documento3 páginasSigaamobiletouchgerar Historicosistema 2Maynara FernandesAinda não há avaliações
- Treinamento - Proteção Das MãosDocumento24 páginasTreinamento - Proteção Das MãosGiselly BiancaAinda não há avaliações
- Estudo Dirigido P1 Avaliativo - MônicaDocumento4 páginasEstudo Dirigido P1 Avaliativo - MônicaMônica Rossi CoutoAinda não há avaliações
- Fosforilação Oxidativa e Cadeia Transportadora de ElétronsDocumento42 páginasFosforilação Oxidativa e Cadeia Transportadora de ElétronsFernando BritoAinda não há avaliações
- Didática - Vidrarias, Instrumentos e Equipamentos Básicos de LaboratóriosDocumento12 páginasDidática - Vidrarias, Instrumentos e Equipamentos Básicos de LaboratóriosFernanda FerreiraAinda não há avaliações
- Aula On-Line 1 - Aminoacidos-PeptideosDocumento37 páginasAula On-Line 1 - Aminoacidos-PeptideosHakamiah100% (1)
- Sistemas MultipressãoDocumento61 páginasSistemas MultipressãoMarcos Marchetto100% (2)
- FispqDocumento7 páginasFispqKaka PoerschkeAinda não há avaliações
- EquilibrioAcido-Base Parte 1 ResolucaoDocumento23 páginasEquilibrioAcido-Base Parte 1 ResolucaoMaria ClaraAinda não há avaliações
- Apostila SUBESTAÇÕES-IfRN-Prof. Augusto Fialho-3b70c058cf6544588120e25 QmiaMAfDocumento56 páginasApostila SUBESTAÇÕES-IfRN-Prof. Augusto Fialho-3b70c058cf6544588120e25 QmiaMAfMatheus CaioAinda não há avaliações
- Elevador de Canecas Aula2 1S20 BY NC NDDocumento47 páginasElevador de Canecas Aula2 1S20 BY NC NDGuilherme SoaresAinda não há avaliações
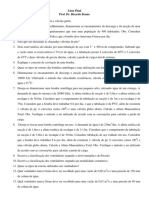
- Lista Final ExerciciosDocumento12 páginasLista Final ExerciciosHenry MorenoAinda não há avaliações
- Aula 7 Introdução A Formulação de Materiais CerâmicosDocumento17 páginasAula 7 Introdução A Formulação de Materiais CerâmicosAdemar Espírito SantoAinda não há avaliações
- t4 ExerciciosDocumento2 páginast4 Exerciciosfelipe_catenAinda não há avaliações
- ESTETICA 1 - ULTRASSOM (Recuperação Automática)Documento8 páginasESTETICA 1 - ULTRASSOM (Recuperação Automática)CarolinaAinda não há avaliações
- NBR 12798 - 1993 - Ferramental de Fundição PDFDocumento6 páginasNBR 12798 - 1993 - Ferramental de Fundição PDFLucas ZenknerAinda não há avaliações
- Storacell: Instruções de Instalação e de ManutençãoDocumento12 páginasStoracell: Instruções de Instalação e de ManutençãoNuno Almeida DiasAinda não há avaliações
- Curso de Produtos QuímicosDocumento19 páginasCurso de Produtos Químicoscarlosgallijunior6776Ainda não há avaliações
- A Química Dos Perfumes: Faculdade Campo Limpo Paulista Bacharelado em QuímicaDocumento32 páginasA Química Dos Perfumes: Faculdade Campo Limpo Paulista Bacharelado em QuímicaAlessandro SalesAinda não há avaliações
- JOGO - Tabela Periódica (Adivinhas)Documento10 páginasJOGO - Tabela Periódica (Adivinhas)Sendy Delgado dos SantosAinda não há avaliações
- Còpia de Inventari Productes 2020 JUNYDocumento63 páginasCòpia de Inventari Productes 2020 JUNYdianaAinda não há avaliações
- DBD Bestiario v0.1Documento11 páginasDBD Bestiario v0.1Araujo MatheusAinda não há avaliações
- RelatorioDocumento7 páginasRelatoriohugo silvaAinda não há avaliações
- Experimento 8 - Reações de PrecipitaçãoDocumento8 páginasExperimento 8 - Reações de PrecipitaçãoNatália NetoAinda não há avaliações