Você também pode gostar
- Codigos Falha VW PDFDocumento56 páginasCodigos Falha VW PDFUlisses Junior83% (103)
- Codigos Falha VW PDFDocumento56 páginasCodigos Falha VW PDFUlisses Junior83% (103)
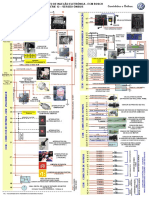
- Esquema Eletrico MWM Onibus S 12Documento1 páginaEsquema Eletrico MWM Onibus S 12andi_lb945392% (38)
- Manual Chicote Elétrico Fusca 74 Caixa 8 PolosDocumento3 páginasManual Chicote Elétrico Fusca 74 Caixa 8 PolosLincoln Moreira83% (23)
- Diagrama - Módulo PTMDocumento3 páginasDiagrama - Módulo PTMLuisCarlosKovalchuk93% (55)
- Diagrama - Módulo PTMDocumento3 páginasDiagrama - Módulo PTMLuisCarlosKovalchuk93% (55)
- Rele Parada SolicitadaDocumento1 páginaRele Parada SolicitadaMatheus Ribeiro100% (1)
- Resumo - Lista de SEPDocumento1 páginaResumo - Lista de SEPRenato Ferreira da PaixaoAinda não há avaliações
- Prova Biocombustíveis e BiomassaDocumento5 páginasProva Biocombustíveis e BiomassaMarcelo Mezencio100% (1)
- Aula 2 Estequiometria Do Crescimento Microbiano e Formação de Produto (Modo de Compatibilidade)Documento73 páginasAula 2 Estequiometria Do Crescimento Microbiano e Formação de Produto (Modo de Compatibilidade)Eduardo Anderson0% (1)
- Conhecimento Tecnico Do Volks 15190 EOD 17230 EOD PDFDocumento29 páginasConhecimento Tecnico Do Volks 15190 EOD 17230 EOD PDFBento Aguiar Lopes100% (1)
- Conhecimento Tecnico Do Volks 15190 EOD 17230 EOD PDFDocumento29 páginasConhecimento Tecnico Do Volks 15190 EOD 17230 EOD PDFBento Aguiar Lopes100% (1)
- Diretrizes Implementacao Out18 2Documento238 páginasDiretrizes Implementacao Out18 2Matheus Ribeiro100% (1)
- Momento de Força - FísicaDocumento5 páginasMomento de Força - FísicaFelipe Síppel33% (3)
- Orgânica3 Hidrocarbonetos (Parte1)Documento21 páginasOrgânica3 Hidrocarbonetos (Parte1)Lorenzo RamosAinda não há avaliações
- Nomenclatura de OxigenadosDocumento38 páginasNomenclatura de OxigenadosSandro Baldez0% (1)
- Prova EAOEAR 2012 Eng Química Gabarito ComentadoDocumento16 páginasProva EAOEAR 2012 Eng Química Gabarito ComentadoMadson Vilhena100% (1)
- Processos de Tratamento Do Gás NaturalDocumento13 páginasProcessos de Tratamento Do Gás NaturaleduryuAinda não há avaliações
- 2021 EnsMédio Química 3 Série Slides Aula 08Documento26 páginas2021 EnsMédio Química 3 Série Slides Aula 08Francisco FlorencioAinda não há avaliações
- Química: 3 Ano Petróleo E Hidrocarbonetos IDocumento24 páginasQuímica: 3 Ano Petróleo E Hidrocarbonetos IAlison AngeloAinda não há avaliações
- Simulado Liceu Domingos Brasileiro - CNDocumento5 páginasSimulado Liceu Domingos Brasileiro - CNleonardoolliveiraAinda não há avaliações
- A Síntese Do BiodieselDocumento20 páginasA Síntese Do BiodieselIsabelle Santana100% (1)
- Albert 20einstein 202020 20ADocumento6 páginasAlbert 20einstein 202020 20ALara santanaAinda não há avaliações
- O Uso de Derivados Clorados Orgânicos No Processo de Desinfecção de Água para Abastecimento PúblicoDocumento12 páginasO Uso de Derivados Clorados Orgânicos No Processo de Desinfecção de Água para Abastecimento Públicoedgar.geb5937Ainda não há avaliações
- AR - Estimativa Geração Biogás - CON10-1527Documento9 páginasAR - Estimativa Geração Biogás - CON10-1527Júlio DaineziAinda não há avaliações
- Aula 07 BiodieselDocumento23 páginasAula 07 Biodieselfloriano mendes cabetoAinda não há avaliações
- Lista PolímerosDocumento9 páginasLista PolímerosGustavoAinda não há avaliações
- Lista de Exercícios ENADE 2017Documento4 páginasLista de Exercícios ENADE 2017anthony chumpitazAinda não há avaliações
- Reações Orgânicas 246 QuestõesDocumento81 páginasReações Orgânicas 246 QuestõesMyriloAinda não há avaliações
- 010 - Lista de Quà - Mica - 19.02.2018Documento4 páginas010 - Lista de Quà - Mica - 19.02.2018marcelodalboAinda não há avaliações
- Mapeamento Tecnológico para Purificação deDocumento9 páginasMapeamento Tecnológico para Purificação deGames ELITEAinda não há avaliações
- Éxercicios de Química - VáriosDocumento8 páginasÉxercicios de Química - VáriosAndrey LimaAinda não há avaliações
- Enem 1Documento20 páginasEnem 1GrimmAinda não há avaliações
- Petroleo e Hidrocar IDocumento24 páginasPetroleo e Hidrocar IAmanda OliveiraAinda não há avaliações
- Conceit OsDocumento38 páginasConceit OscrizsesAinda não há avaliações
- Aula 2 Metodos de LixiviacaoDocumento8 páginasAula 2 Metodos de Lixiviacaobininha89Ainda não há avaliações
- Tecnologia de Membranas para Purificação de BiogásDocumento8 páginasTecnologia de Membranas para Purificação de BiogásRennan LucasAinda não há avaliações
- Prova Teà Rica - Formulários GoogleDocumento16 páginasProva Teà Rica - Formulários GoogleSavio Rodrigues SoaresAinda não há avaliações
- 1 Edição de 2022Documento5 páginas1 Edição de 2022Naelma BezerraAinda não há avaliações
- Apresentação Top Demais (Química)Documento13 páginasApresentação Top Demais (Química)Sr.NescalAinda não há avaliações
- Produção e Oxidação Do AcetilenoDocumento3 páginasProdução e Oxidação Do AcetilenoharrizvivianAinda não há avaliações
- Apostila Com Questoes EnemDocumento84 páginasApostila Com Questoes EnemLaura GontijoAinda não há avaliações
- Questões Da Semestral 2 - Química PDFDocumento5 páginasQuestões Da Semestral 2 - Química PDFjoaooutrosusosAinda não há avaliações
- 02 Teste de Avaliacao q11 d1 sd1Documento5 páginas02 Teste de Avaliacao q11 d1 sd1AfonsoAinda não há avaliações
- C Lculo Estequiom Trico - Pureza - 60 QuestäesDocumento21 páginasC Lculo Estequiom Trico - Pureza - 60 QuestäesJoão Victor PereiraAinda não há avaliações
- Gabarito Comentado Engenharia Química (Qui) - Versão ADocumento16 páginasGabarito Comentado Engenharia Química (Qui) - Versão ABeatriz GonçalvesAinda não há avaliações
- Biocombustiveis Profqui RestDocumento43 páginasBiocombustiveis Profqui RestGilson JúniorAinda não há avaliações
- 02) As Reações de Hidrogenação São Muito Utilizadas Industrialmente Quando Se DesejaDocumento4 páginas02) As Reações de Hidrogenação São Muito Utilizadas Industrialmente Quando Se Desejaandreaverandinary13Ainda não há avaliações
- Lista de Exercícios - Petroquímica (Petróleo, Biodiesel, Biogás e GNV)Documento26 páginasLista de Exercícios - Petroquímica (Petróleo, Biodiesel, Biogás e GNV)Kristiano RatzingerAinda não há avaliações
- Ex.3 Caiu No Último UNICAMP - Química - Biologia TotalDocumento67 páginasEx.3 Caiu No Último UNICAMP - Química - Biologia TotalBrito BargAinda não há avaliações
- Biodiesel - Reações - Custos ProcessoDocumento15 páginasBiodiesel - Reações - Custos ProcessobexigaobrotherAinda não há avaliações
- 2016 ProcessosdeTratamentodoGsNatural TrabalhoDocumento13 páginas2016 ProcessosdeTratamentodoGsNatural TrabalhoDionéia BertolettiAinda não há avaliações
- 5451-23 - TC #2 DE QUIMICA - MeDs - GABRIEL AMGARTENDocumento18 páginas5451-23 - TC #2 DE QUIMICA - MeDs - GABRIEL AMGARTENDavi EduardoAinda não há avaliações
- Bioquímica - Açúcares - 33 QuestõesDocumento18 páginasBioquímica - Açúcares - 33 QuestõesMárcio CardosoAinda não há avaliações
- Enem 2017 Amarelo 2 DiaDocumento80 páginasEnem 2017 Amarelo 2 DiaDiêgo MarcosAinda não há avaliações
- 12602-Texto Do Artigo-38787-1-10-20190409Documento7 páginas12602-Texto Do Artigo-38787-1-10-20190409VIDAL VIDALAinda não há avaliações
- Teste QuímicaDocumento3 páginasTeste QuímicaMarcos Vinicius BarbosaAinda não há avaliações
- Ácido AdípicoDocumento6 páginasÁcido AdípicoBárbara Azevedo TamburiAinda não há avaliações
- Metanol Verde PDFDocumento16 páginasMetanol Verde PDFEmanuel CostaAinda não há avaliações
- Quimica OrganicaDocumento18 páginasQuimica OrganicayudiijapaaaAinda não há avaliações
- Provatecnico 20001Documento20 páginasProvatecnico 20001Christopher JimyAinda não há avaliações
- Organica 2 PDFDocumento231 páginasOrganica 2 PDFAlexandreChavesAinda não há avaliações
- Terceirão - QuímicaDocumento5 páginasTerceirão - Químicavilmar konageski jr100% (6)
- Bioquímica Lipideos 2009Documento23 páginasBioquímica Lipideos 2009huitamineiro100% (3)
- Gás de Bio Massa - Bio GásDocumento8 páginasGás de Bio Massa - Bio GásJosiel DeSouza BorgesAinda não há avaliações
- Biodigestor CON08-0713Documento10 páginasBiodigestor CON08-0713JulioAinda não há avaliações
- Ecologia - Desequilíbrios Ambientais - Lixos (Orgânicos, Inorgânicos e Pretoquímico) - (Difícil) - (06 Questões)Documento6 páginasEcologia - Desequilíbrios Ambientais - Lixos (Orgânicos, Inorgânicos e Pretoquímico) - (Difícil) - (06 Questões)JOAQUIM NETOAinda não há avaliações
- Lista de Exercícios PH e pOHDocumento4 páginasLista de Exercícios PH e pOHCamila VitoriaAinda não há avaliações
- A influência do aumento do percentual do etanol à gasolina nas características do combustível automotivoNo EverandA influência do aumento do percentual do etanol à gasolina nas características do combustível automotivoAinda não há avaliações
- fh6x4 TDocumento2 páginasfh6x4 Tfernando_fedrigo100% (1)
- Edital 001 - Comara - 2021Documento44 páginasEdital 001 - Comara - 2021Matheus RibeiroAinda não há avaliações
- Manual de Diesel 2021Documento26 páginasManual de Diesel 2021Matheus RibeiroAinda não há avaliações
- Super Led: Manual Do UsuárioDocumento4 páginasSuper Led: Manual Do UsuárioMatheus RibeiroAinda não há avaliações
- Comunização de Pistão Com Anel Mercedes Benz OM 611 612 e 613 - 409235Documento1 páginaComunização de Pistão Com Anel Mercedes Benz OM 611 612 e 613 - 409235Matheus RibeiroAinda não há avaliações
- Caderno Tecnico Sistemas de Prioridade Ao OnibusDocumento178 páginasCaderno Tecnico Sistemas de Prioridade Ao OnibusKassia LivioAinda não há avaliações
- Dados Tecnicos of 1721 LDocumento2 páginasDados Tecnicos of 1721 LMatheus RibeiroAinda não há avaliações
- Acteon - Euro V (4 Válvulas) - Manual de Operação e Manutenção Do Motor - 82 PDFDocumento116 páginasActeon - Euro V (4 Válvulas) - Manual de Operação e Manutenção Do Motor - 82 PDFAdriel Martins100% (1)
- Caminhoes para Longas Distancias Especificacoes Tecnicas r400 PDFDocumento8 páginasCaminhoes para Longas Distancias Especificacoes Tecnicas r400 PDFMatheus RibeiroAinda não há avaliações
- Mo Acteon 1Documento234 páginasMo Acteon 1RONALDO NICOLAS100% (1)
- Aur 1300Documento47 páginasAur 1300Cesar Ruben Sosa100% (2)
- Apostila Motores de Combustao InternaDocumento116 páginasApostila Motores de Combustao InternaRicardo Akerman100% (10)
- W.easy Aplicacoes Maio2017 PTDocumento192 páginasW.easy Aplicacoes Maio2017 PTMatheus RibeiroAinda não há avaliações
- Diagramas Eletricos Importados e NacionaisDocumento166 páginasDiagramas Eletricos Importados e Nacionaissandro90% (10)
- Conceitos Básicos Da Eletricidade Automotiva Carga e Partida PDFDocumento59 páginasConceitos Básicos Da Eletricidade Automotiva Carga e Partida PDFcicero melo100% (1)
- Conceitos Básicos Da Eletricidade Automotiva Carga e Partida PDFDocumento59 páginasConceitos Básicos Da Eletricidade Automotiva Carga e Partida PDFcicero melo100% (1)
- BMD Br000002ce1Documento68 páginasBMD Br000002ce1Vitor Opatski100% (2)
- ManualDocumento40 páginasManualMatheus Ribeiro100% (2)
- Manual Propriet Micro Onibus PDFDocumento94 páginasManual Propriet Micro Onibus PDF200607807Ainda não há avaliações
- HATHA-YOGA - PortuguêsDocumento114 páginasHATHA-YOGA - PortuguêsMarcos Henrique100% (3)
- 1 - Hierarquia BiológicaDocumento18 páginas1 - Hierarquia BiológicaCatarina BordonhosAinda não há avaliações
- Tecnologia de Biodegradação Da Casca de Coco Seco e de Outros Resíduos Do Coqueiro PDFDocumento5 páginasTecnologia de Biodegradação Da Casca de Coco Seco e de Outros Resíduos Do Coqueiro PDFEdmilson AlcântaraAinda não há avaliações
- Relatório de Visita Técnica SaneamentoDocumento3 páginasRelatório de Visita Técnica SaneamentoLuan JácomoAinda não há avaliações
- Verificação Da Segurança Conta Incêndio Num Edifício Escolar de Acordo Com o Actual RSCIEDocumento176 páginasVerificação Da Segurança Conta Incêndio Num Edifício Escolar de Acordo Com o Actual RSCIEJoana SantosAinda não há avaliações
- O Básico Sobre BotânicaDocumento21 páginasO Básico Sobre Botânicamffsh24843Ainda não há avaliações
- Teste 1Documento6 páginasTeste 1Real PomboAinda não há avaliações
- Cartografia - EscalaDocumento33 páginasCartografia - EscalaJadson Freire100% (1)
- Centro de Treinamento SMAR PDFDocumento3 páginasCentro de Treinamento SMAR PDFjailsonnenemAinda não há avaliações
- Experimento - EmpuxoDocumento1 páginaExperimento - EmpuxoclaudiopichiAinda não há avaliações
- Atividade de Fixação Unidade 1 de Ciências 5° AnoDocumento19 páginasAtividade de Fixação Unidade 1 de Ciências 5° AnoNatália Costa100% (2)
- BT 0557 Massa Ras 930Documento2 páginasBT 0557 Massa Ras 930Protection Representacoes Valter HugoAinda não há avaliações
- Associacao Caatinga Folder RNSA PTDocumento9 páginasAssociacao Caatinga Folder RNSA PTRenato SavalliAinda não há avaliações
- Aula 1.2 Propriedades Das Substancias PurasDocumento20 páginasAula 1.2 Propriedades Das Substancias PurastufoAinda não há avaliações
- Lista de Exercícios 2 - Tabela Periódica - Prof Aline JoanaDocumento2 páginasLista de Exercícios 2 - Tabela Periódica - Prof Aline JoanaJúlia Blank HolzAinda não há avaliações
- Feições Geomorfológicas Associadas Ao Astroblema Domo de Vargeão-SCDocumento16 páginasFeições Geomorfológicas Associadas Ao Astroblema Domo de Vargeão-SCDiego Dal PozzoloAinda não há avaliações
- Cavalcanti Filho (2016)- Avaliação da resistência à compressão simples e absorção de água de tijolos vazados de solo-cimento produzidos a partir da substituição parcial do cimento pela cinza da lenha de algarobaDocumento96 páginasCavalcanti Filho (2016)- Avaliação da resistência à compressão simples e absorção de água de tijolos vazados de solo-cimento produzidos a partir da substituição parcial do cimento pela cinza da lenha de algarobaFernanda Medeiros Dutra ReisAinda não há avaliações
- Lista TranscalDocumento3 páginasLista Transcalgabriel.baptistaAinda não há avaliações
- Remediação de SolosDocumento10 páginasRemediação de SolosFabiola CunhaAinda não há avaliações
- Vantagens e Desvantagens Da Agricultura BiológicaDocumento1 páginaVantagens e Desvantagens Da Agricultura BiológicaFilipa AlmeidaAinda não há avaliações
- Avaliação Diagnóstica de BiologiaDocumento2 páginasAvaliação Diagnóstica de BiologiaProf. Eduardo César Dos SantosAinda não há avaliações
- Métodos de Separação de MisturasDocumento3 páginasMétodos de Separação de MisturasFelipe LucasAinda não há avaliações
- Fundamentos em Microbiologia - Aula 3Documento31 páginasFundamentos em Microbiologia - Aula 3Daniel SantosAinda não há avaliações
- 7 Diagramas de Equilíbrio Ceâmicos e RefratáriosDocumento14 páginas7 Diagramas de Equilíbrio Ceâmicos e RefratáriosGiciano GianesiniAinda não há avaliações
- Masterclass AHK Florian PRADELLE Compressed.01Documento38 páginasMasterclass AHK Florian PRADELLE Compressed.01Luiz Carlos GrossiAinda não há avaliações
- SimuladoDocumento4 páginasSimuladoRenato PessoaAinda não há avaliações
- NT02 - Conceitos Básicos de Segurança Contra IncêndioDocumento32 páginasNT02 - Conceitos Básicos de Segurança Contra IncêndiocaramaschiAinda não há avaliações