Você também pode gostar
- Redes de Computadores (Douglas Rocha Mendes) 2020Documento659 páginasRedes de Computadores (Douglas Rocha Mendes) 2020Alexsandro Carvalho Freitas100% (3)
- Programa - o Do Comando Mach 9Documento15 páginasPrograma - o Do Comando Mach 9Leandro Luís67% (3)
- Manual Fanuc Series Oi TornoDocumento50 páginasManual Fanuc Series Oi Tornodeisonlrf94% (17)
- Cnc-Programação Comando FanucDocumento38 páginasCnc-Programação Comando FanucRenan Ribeiro73% (15)
- Apostila de Treinamento SIEMENSDocumento36 páginasApostila de Treinamento SIEMENSLincoln Ribeiro100% (2)
- Apostila Segurança Da Informação em TIDocumento13 páginasApostila Segurança Da Informação em TIFabianaAinda não há avaliações
- CNC - Bem ExplicadoDocumento12 páginasCNC - Bem ExplicadoLilian Couto CoutoAinda não há avaliações
- Apostila Do Curso de Fresamento Fanuc 21MDocumento19 páginasApostila Do Curso de Fresamento Fanuc 21MM. Aguiar100% (1)
- FANUCDocumento29 páginasFANUCJorgeKovacsAinda não há avaliações
- Aula7 - Programação CNC - TorneamentoDocumento28 páginasAula7 - Programação CNC - TorneamentoAdriano MenegonAinda não há avaliações
- Informatica para Concursos em 21 Dias Felipe Oliveira PDFDocumento97 páginasInformatica para Concursos em 21 Dias Felipe Oliveira PDFCal ReisAinda não há avaliações
- WinNC Fanuc 21M Apostila de Treinamento PDFDocumento18 páginasWinNC Fanuc 21M Apostila de Treinamento PDFProfessor Aires, Jeferson Fernando PereiraAinda não há avaliações
- Máquinas Com CNC - Introdução À Tecnologia (2022)Documento19 páginasMáquinas Com CNC - Introdução À Tecnologia (2022)Thiago AfonsoAinda não há avaliações
- Guia Prático de Programação CNC Masc 9Documento87 páginasGuia Prático de Programação CNC Masc 9zanon02Ainda não há avaliações
- AULA 3 - Fundição em AreiaDocumento40 páginasAULA 3 - Fundição em AreiaThiago AfonsoAinda não há avaliações
- Exercícios de Torno CNC Mach 9Documento8 páginasExercícios de Torno CNC Mach 9Rogerio Medeiros da Silva100% (1)
- Manual-D800-Romi 03Documento20 páginasManual-D800-Romi 03Raul AlayoAinda não há avaliações
- Programacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSDocumento44 páginasProgramacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSRenan RibeiroAinda não há avaliações
- Programacao - 4 Eixos PDFDocumento12 páginasProgramacao - 4 Eixos PDFDarli RodriguesAinda não há avaliações
- Caderno de Exercícios Do ProfessorDocumento13 páginasCaderno de Exercícios Do ProfessorAnonymous KuhiFcRKi100% (1)
- PROGRAMADOR (Apresentação Fanuc)Documento136 páginasPROGRAMADOR (Apresentação Fanuc)Cnc Page100% (2)
- Aula 2 - Torno CNCDocumento20 páginasAula 2 - Torno CNCVianei Martins de SousaAinda não há avaliações
- INTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucDocumento50 páginasINTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucEduardo ReisAinda não há avaliações
- p2 FeiDocumento4 páginasp2 FeiGabriel MarianoAinda não há avaliações
- 03 Aula CNC3 Inicialização de Programa Torno Romi Rev 1 2023Documento38 páginas03 Aula CNC3 Inicialização de Programa Torno Romi Rev 1 2023Henrique ReisAinda não há avaliações
- Exemplos de Programas em CNCDocumento26 páginasExemplos de Programas em CNCDeon CruzAinda não há avaliações
- Manual de Programação Ray FengDocumento36 páginasManual de Programação Ray FengThiago SantosAinda não há avaliações
- WinNC Fanuc21T Apostila de Treinamento SimuladorDocumento16 páginasWinNC Fanuc21T Apostila de Treinamento SimuladorLuiz NogueiraAinda não há avaliações
- Apostilatreinamentobasicohanwhaxd20 HDocumento59 páginasApostilatreinamentobasicohanwhaxd20 Hnilo_albertoAinda não há avaliações
- 03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Documento26 páginas03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Henrique ReisAinda não há avaliações
- 04 - Aula - CNC3 - Programa CNC Com Compensação de RaioDocumento12 páginas04 - Aula - CNC3 - Programa CNC Com Compensação de RaioHenrique ReisAinda não há avaliações
- Usinagem - CNC-Circular - 20130602004108Documento8 páginasUsinagem - CNC-Circular - 20130602004108LAURO AUGUSTOAinda não há avaliações
- Exercicio 5Documento3 páginasExercicio 5Nathália RozaAinda não há avaliações
- Aula Remota 07 - Ciclo de Acabamento - TorneamentoDocumento5 páginasAula Remota 07 - Ciclo de Acabamento - TorneamentoJunior GuedesAinda não há avaliações
- Apostila Torno CNCDocumento23 páginasApostila Torno CNCfabioarnobio100% (3)
- Relatorio CNCDocumento8 páginasRelatorio CNCPOSTO FEITORIAAinda não há avaliações
- Exercício 1 - Fresagem CNCDocumento1 páginaExercício 1 - Fresagem CNCAndreiaSantanaAinda não há avaliações
- Exercicio 8.5 - Rafael PachecoDocumento6 páginasExercicio 8.5 - Rafael PachecoRafael PachecoAinda não há avaliações
- Estudo para ProvaDocumento5 páginasEstudo para ProvaRafael MaronezAinda não há avaliações
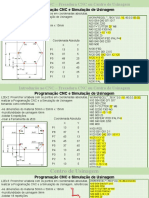
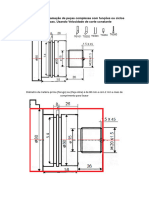
- Exemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasDocumento3 páginasExemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasTecnologia Manutenção MecânicaAinda não há avaliações
- Caderno de Exercicios - CNCDocumento34 páginasCaderno de Exercicios - CNCPedro FrancoAinda não há avaliações
- Formativa 1Documento4 páginasFormativa 1mhte1232Ainda não há avaliações
- Maquinagem Fresadora BoxfordDocumento24 páginasMaquinagem Fresadora BoxfordMARSILFERAinda não há avaliações
- CNC ExerciciosDocumento6 páginasCNC ExerciciosMário Sérgio da SilvaAinda não há avaliações
- Aula 3 - 4 Programação CNCDocumento51 páginasAula 3 - 4 Programação CNCTecnologia Manutenção MecânicaAinda não há avaliações
- TDocumento2 páginasTb.mallikarjunarockAinda não há avaliações
- TMF Iv 5Documento12 páginasTMF Iv 5Rafael StangeAinda não há avaliações
- Manual Pratico de Programação e Processo de UsinagemDocumento24 páginasManual Pratico de Programação e Processo de UsinagematilapaixaoAinda não há avaliações
- Programa Pieza 3 Aparato DivisorDocumento3 páginasPrograma Pieza 3 Aparato DivisorHugo Alcalde TeruelAinda não há avaliações
- Programação Com CiclosDocumento16 páginasProgramação Com CiclosGeison BarrosoAinda não há avaliações
- Manual Cura 4.0 S3Documento14 páginasManual Cura 4.0 S3Gabriel TavaresAinda não há avaliações
- Aula 1 - 2 Programação CNCDocumento90 páginasAula 1 - 2 Programação CNCTecnologia Manutenção MecânicaAinda não há avaliações
- Programacao CNCDocumento40 páginasProgramacao CNCpeixepeixepeixe1Ainda não há avaliações
- AULA 1 e 2 - Processos de FundiçãoDocumento23 páginasAULA 1 e 2 - Processos de FundiçãoThiago AfonsoAinda não há avaliações
- ENS&NRM - Aula 11 - Propriedades Especiais - Mecânica Da FraturaDocumento48 páginasENS&NRM - Aula 11 - Propriedades Especiais - Mecânica Da FraturaThiago AfonsoAinda não há avaliações
- ENS&NRM - Aula 9 - Impacto e Tenaciade À FraturaDocumento18 páginasENS&NRM - Aula 9 - Impacto e Tenaciade À FraturaThiago AfonsoAinda não há avaliações
- ENS&NRM - Aula 12 - FluênciaDocumento25 páginasENS&NRM - Aula 12 - FluênciaThiago AfonsoAinda não há avaliações
- Torneamento CNCDocumento17 páginasTorneamento CNCThiago AfonsoAinda não há avaliações
- Máquinas CNC - Funções G00 G01 G02 G03Documento31 páginasMáquinas CNC - Funções G00 G01 G02 G03Thiago AfonsoAinda não há avaliações
- Atividade Pratica Redes IndustrialDocumento6 páginasAtividade Pratica Redes Industrialluiz camargo100% (1)
- Teste Velocidade de InternetDocumento1 páginaTeste Velocidade de InternetlarissaAinda não há avaliações
- A Linguagem Lua - Rodrigo YanagisawaDocumento52 páginasA Linguagem Lua - Rodrigo Yanagisawadeltax0000007Ainda não há avaliações
- Aula 04 MEMORIADocumento28 páginasAula 04 MEMORIAFelício BarãoAinda não há avaliações
- Artigo - AutomaçãoDocumento16 páginasArtigo - AutomaçãoJuciane SouzaAinda não há avaliações
- Também Conhecido Como Vírus de Programa Ou ParasitárioDocumento2 páginasTambém Conhecido Como Vírus de Programa Ou ParasitárioFernanda BritoAinda não há avaliações
- 6.outros Protocolos de RedeDocumento12 páginas6.outros Protocolos de RedeSandro ZampirolliAinda não há avaliações
- 05-Organização de ComputadorDocumento13 páginas05-Organização de ComputadorAdalberto MendesAinda não há avaliações
- Exercício de FixaçãoDocumento2 páginasExercício de FixaçãoMiko chanAinda não há avaliações
- 204.0309.20 - DmOS - Guia de Configuracao RapidaDocumento255 páginas204.0309.20 - DmOS - Guia de Configuracao Rapidaedvaldo alves100% (1)
- Ecu R Datasheet - Rev2.2 - 2020 1 10Documento2 páginasEcu R Datasheet - Rev2.2 - 2020 1 10Carlos KaduAinda não há avaliações
- Revisar Envio Do Teste - Exercícios de Apoio - Semana 1 - ..Documento4 páginasRevisar Envio Do Teste - Exercícios de Apoio - Semana 1 - ..Ricardo Pasquati PontarolliAinda não há avaliações
- Tarefa LyraneDocumento2 páginasTarefa LyraneLucas MatosAinda não há avaliações
- Trabalho 1 SemaforosDocumento21 páginasTrabalho 1 SemaforosOnesio MachuzaAinda não há avaliações
- Quebrando Biometria WhatsAppDocumento41 páginasQuebrando Biometria WhatsAppJeferson MiraAinda não há avaliações
- qk1402mb (Interface Serial Modbus Mestre)Documento2 páginasqk1402mb (Interface Serial Modbus Mestre)BaglaAinda não há avaliações
- Técnicas de Informática - Q2Documento6 páginasTécnicas de Informática - Q2Kezia LimaAinda não há avaliações
- José Guilherme - CV Desenvolvedor WEBDocumento1 páginaJosé Guilherme - CV Desenvolvedor WEBJuarez JuniorAinda não há avaliações
- FORMULARIO DE INCLUSAO DE CARGOS - Técnico de Informática V1Documento1 páginaFORMULARIO DE INCLUSAO DE CARGOS - Técnico de Informática V1Daniel PadovaniAinda não há avaliações
- Danki Code - Curso de CDocumento135 páginasDanki Code - Curso de CLucas EduardoAinda não há avaliações
- Apostila de Treinamento URDocumento129 páginasApostila de Treinamento UROsny de OliveiraAinda não há avaliações
- Portfolio Interdisciplinar Individual - Edipo Abner N. França - 3º SemestreDocumento11 páginasPortfolio Interdisciplinar Individual - Edipo Abner N. França - 3º SemestreEdipo AbnerAinda não há avaliações
- Aula 05 - SimplificadoDocumento44 páginasAula 05 - Simplificadogiwilo3274Ainda não há avaliações
- Manual MCP-10 - FSEDocumento16 páginasManual MCP-10 - FSEmarcondesmague1Ainda não há avaliações
- PROCEDIMENTO INICIAL DE MANUTENCAO AWS - TV - 43 - BL - 01 Rev.00Documento59 páginasPROCEDIMENTO INICIAL DE MANUTENCAO AWS - TV - 43 - BL - 01 Rev.00Roberval SilvaAinda não há avaliações
- Projeto Integrado 4° SemestreDocumento15 páginasProjeto Integrado 4° SemestreFernando FigueredoAinda não há avaliações
- Av Inteligencia ArtificialDocumento4 páginasAv Inteligencia ArtificialLuis CarlosAinda não há avaliações