Você também pode gostar
- Desenvolvimento De Projetos Em Clp Ladder Baseado No Twidosuite Volume ÚnicoNo EverandDesenvolvimento De Projetos Em Clp Ladder Baseado No Twidosuite Volume ÚnicoAinda não há avaliações
- Projetos De Instrumentação Eletrônica Usando O ArduinoNo EverandProjetos De Instrumentação Eletrônica Usando O ArduinoAinda não há avaliações
- Projetos De Eletrônica De Potência Usando O ArduinoNo EverandProjetos De Eletrônica De Potência Usando O ArduinoAinda não há avaliações
- Et 3001 1101 BR PDFDocumento16 páginasEt 3001 1101 BR PDFanon_441690139Ainda não há avaliações
- Alternadores Bosch - Especificaciones TécnicasDocumento0 páginaAlternadores Bosch - Especificaciones TécnicasMugiwara BenettoAinda não há avaliações
- Bobinas de IgniçãoDocumento22 páginasBobinas de IgniçãoDanny EversonAinda não há avaliações
- Eletricidade Básica para Instalações Náuticas Edição - Pt.enDocumento23 páginasEletricidade Básica para Instalações Náuticas Edição - Pt.enIvan Pereira de MendonçaAinda não há avaliações
- JBLSelenium 12PXDocumento2 páginasJBLSelenium 12PXJairPedroniAinda não há avaliações
- Manual Do Usuário Wwsolda 220pacdcDocumento37 páginasManual Do Usuário Wwsolda 220pacdcLucas AugustoAinda não há avaliações
- Panasonic SC Ak340lb-SDocumento21 páginasPanasonic SC Ak340lb-SEduardo Jose Fernandez Pedroza100% (1)
- Relé CLIP CLEDocumento2 páginasRelé CLIP CLErarison fortes100% (1)
- Manual DVR Intelbras VD 4E 120CDocumento114 páginasManual DVR Intelbras VD 4E 120CDigobucisAinda não há avaliações
- Ht303su PDFDocumento81 páginasHt303su PDFJairo SantosAinda não há avaliações
- Tabela ApertoDocumento55 páginasTabela ApertoStafferOliveiraAinda não há avaliações
- WB-O2 NanoDocumento16 páginasWB-O2 NanoMarcos CondeAinda não há avaliações
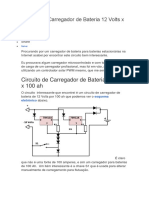
- Como Funcionam Os Carregadores de BateriasDocumento14 páginasComo Funcionam Os Carregadores de BateriasAlex SandroAinda não há avaliações
- NGK Náutica e Pequenos Motores PDFDocumento40 páginasNGK Náutica e Pequenos Motores PDFDinelio Xavier DA SilvaAinda não há avaliações
- 24NM 300 TurboDocumento6 páginas24NM 300 TurboAnonymous NMiG34Ainda não há avaliações
- BateriasDocumento12 páginasBateriasNorberto Neto100% (1)
- Manual DNI 0308 0309 72903330052Documento1 páginaManual DNI 0308 0309 72903330052Rodrigo VasconcelosAinda não há avaliações
- Bambozzi TDC 456Documento10 páginasBambozzi TDC 456JAIRAinda não há avaliações
- Trabalho de PressostatoDocumento6 páginasTrabalho de PressostatoJose Carlos Ferreira De SáAinda não há avaliações
- Presilha Da Vareta Do Capo GMDocumento180 páginasPresilha Da Vareta Do Capo GMguigfsAinda não há avaliações
- Catálogo Virtual ParamotosDocumento239 páginasCatálogo Virtual ParamotosAlto GiroAinda não há avaliações
- Projeto de Um Forno para Fusão de AlumínioDocumento77 páginasProjeto de Um Forno para Fusão de AlumínioAndre BernardoAinda não há avaliações
- Manual Motor EstacionarioDocumento18 páginasManual Motor EstacionarioAllan EvangelistaAinda não há avaliações
- VW Gol Parati 1.0 16V atDocumento2 páginasVW Gol Parati 1.0 16V atJoão Paulo Queiroz MendesAinda não há avaliações
- MariliaDocumento164 páginasMariliaalexandreAinda não há avaliações
- CARGA HORÁRIA Técnico em EdifiçõesDocumento59 páginasCARGA HORÁRIA Técnico em Edifiçõesitavo0% (1)
- Catalogo Completo King TonyDocumento263 páginasCatalogo Completo King TonygiovanniAinda não há avaliações
- Manual ESL GoldDocumento2 páginasManual ESL GoldJoséAdeilmoJuniorAinda não há avaliações
- Manual Do Proprietário Master Ride 150Documento53 páginasManual Do Proprietário Master Ride 150AlexandreAinda não há avaliações
- Procedimento de Manuten o SONY KV2970T KV3470TDocumento4 páginasProcedimento de Manuten o SONY KV2970T KV3470TAdir Figueiredo0% (1)
- Catalogo UetaDocumento76 páginasCatalogo Uetaleandro donizetti de paivaAinda não há avaliações
- Unidade de Comando Le-Jetronic (1600 M.p.i) PDFDocumento36 páginasUnidade de Comando Le-Jetronic (1600 M.p.i) PDFMario RogersAinda não há avaliações
- Reles CodigosDocumento1 páginaReles CodigosSilvia LimaAinda não há avaliações
- Buddy Arc 145 - EsabDocumento18 páginasBuddy Arc 145 - EsabRicardoAinda não há avaliações
- CRMT-018 - Injeçao Eletronica GM MPFIDocumento77 páginasCRMT-018 - Injeçao Eletronica GM MPFIAntonio Carlos100% (1)
- Manual Instrumentos Shutt I71500016-BRDocumento19 páginasManual Instrumentos Shutt I71500016-BRgoncalociriloAinda não há avaliações
- Instalação Do Painel Completo Do Palio No Uno Fiasa Monoponto PDFDocumento10 páginasInstalação Do Painel Completo Do Palio No Uno Fiasa Monoponto PDFFernando FuriniAinda não há avaliações
- BOSCH Peças ReposiçãoDocumento19 páginasBOSCH Peças ReposiçãoFernando Santos100% (1)
- Injeção Eletronica - Eletrica de AutomoveisDocumento19 páginasInjeção Eletronica - Eletrica de Automoveisstargold100% (6)
- Motor Estacionario Gasolina GE250 - GE700 - GE900 - GE1500Documento36 páginasMotor Estacionario Gasolina GE250 - GE700 - GE900 - GE1500Geovani Cesar BertolloAinda não há avaliações
- Sistema Alimenta o CarburadorDocumento34 páginasSistema Alimenta o CarburadordiogomalheiroAinda não há avaliações
- CATÁLOGO TÉCNICO COMPRESSOR - CSI 7.4 - 25-1,5 HP 1 ESTÁGIO - 140 LibrasDocumento7 páginasCATÁLOGO TÉCNICO COMPRESSOR - CSI 7.4 - 25-1,5 HP 1 ESTÁGIO - 140 LibrasJulio Daniel Morales0% (1)
- Eletricidade Básica Aplicada A Motocicletas Apostila CleberDocumento70 páginasEletricidade Básica Aplicada A Motocicletas Apostila CleberMatheus O. De SousaAinda não há avaliações
- Tecnologia AutomotivaDocumento114 páginasTecnologia AutomotivaVW na VeiaAinda não há avaliações
- MANUAL DE INSTALAÇÃO. LISTA DE PEÇAS 2 Porcas (Tipo Mola) 2003 HONDA FIT FAROL DE NEBLINA MAR Farol de Neblina DireitoDocumento13 páginasMANUAL DE INSTALAÇÃO. LISTA DE PEÇAS 2 Porcas (Tipo Mola) 2003 HONDA FIT FAROL DE NEBLINA MAR Farol de Neblina DireitoRafaelAinda não há avaliações
- GBR PDFDocumento288 páginasGBR PDFGabriel Mello50% (2)
- Tury T54 T55 T56 Emulador BicoDocumento3 páginasTury T54 T55 T56 Emulador BicoAparecidaMarquesAinda não há avaliações
- Sistema de Sinalização e IluminaçãoDocumento28 páginasSistema de Sinalização e IluminaçãoFisio Eloi100% (1)
- Regulagem de Carburador em Motores 2 TemposDocumento1 páginaRegulagem de Carburador em Motores 2 TemposDeivison CaixetaAinda não há avaliações
- Acoplamentos Elasticos Metalflex Am-10 PDFDocumento2 páginasAcoplamentos Elasticos Metalflex Am-10 PDFDouglas TondelloAinda não há avaliações
- Manual Contagiro Com Canhão de ShiftDocumento1 páginaManual Contagiro Com Canhão de ShiftLuiz MelkoAinda não há avaliações
- Faça Um Simples Pulsador para TesteDocumento6 páginasFaça Um Simples Pulsador para TesteElizangela BrandaoAinda não há avaliações
- Baterias AutomotivasDocumento13 páginasBaterias AutomotivasJairo de PaulaAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- TS - Aula 05 QUALIDADES E DEFEITOS NA SAOLDAGEM 2021 RevDocumento39 páginasTS - Aula 05 QUALIDADES E DEFEITOS NA SAOLDAGEM 2021 RevWilliam SilvaAinda não há avaliações
- TS - Aula 04 TIG 2020Documento27 páginasTS - Aula 04 TIG 2020William SilvaAinda não há avaliações
- TS - Aula 03 MIG-MAG Rev 2020Documento28 páginasTS - Aula 03 MIG-MAG Rev 2020William SilvaAinda não há avaliações
- Tabelas EPSDocumento2 páginasTabelas EPSWilliam SilvaAinda não há avaliações
- Tratamento Térmico Aula 5Documento18 páginasTratamento Térmico Aula 5William SilvaAinda não há avaliações
- 04 - Modelo Alta Frequência MOSFET - TBJDocumento64 páginas04 - Modelo Alta Frequência MOSFET - TBJJoão Marcelo Costa0% (1)
- DownloadDocumento1 páginaDownloadKarina LopesAinda não há avaliações
- Manual de Servi-O Sistema El-Trico Pajero TR4 2007Documento169 páginasManual de Servi-O Sistema El-Trico Pajero TR4 2007Gordon Harris83% (18)
- Atividade Prática Multimetro 2023Documento2 páginasAtividade Prática Multimetro 2023Raphael ViniciusAinda não há avaliações
- Tabela JNGDocumento95 páginasTabela JNGCarloSilva0% (1)
- DIAGRAMA UNIFILAR PHB15K MT-Layout1Documento1 páginaDIAGRAMA UNIFILAR PHB15K MT-Layout1Robson QuinagliaAinda não há avaliações
- Lamina Tecnica Plataforma Elevatoria Ate 4 Metros - Meia Cabina (AC11) e Cabinada (AC08) eDocumento13 páginasLamina Tecnica Plataforma Elevatoria Ate 4 Metros - Meia Cabina (AC11) e Cabinada (AC08) eThiago CecconAinda não há avaliações
- Trabalho de ElectroimanDocumento3 páginasTrabalho de ElectroimanBene Machapule100% (2)
- Relatório 1 - Eletrônica de PotênciaDocumento11 páginasRelatório 1 - Eletrônica de PotênciaThamira GomesAinda não há avaliações
- Efeito Ferrante PDFDocumento26 páginasEfeito Ferrante PDFAlexandre DuarteAinda não há avaliações
- V-Vipysguvwh 1210498 - Superia 3000 d2 Instalador v2 InternetDocumento6 páginasV-Vipysguvwh 1210498 - Superia 3000 d2 Instalador v2 InternetMaq QuinalhaAinda não há avaliações
- Atron 2013 Fusíveis e RelésDocumento4 páginasAtron 2013 Fusíveis e RelésHelioAinda não há avaliações
- UCM2811Documento7 páginasUCM2811Luiz BarrosAinda não há avaliações
- Manual UPSBR Mono 6-10kVADocumento15 páginasManual UPSBR Mono 6-10kVARafael CordeiroAinda não há avaliações
- JB-QB-5Ei Manual Sky Fire 5ei v.1.19 PDFDocumento57 páginasJB-QB-5Ei Manual Sky Fire 5ei v.1.19 PDFPedro PolitecAinda não há avaliações
- ELETROSTÁTICA - LISTA 5 - Aulas 08 e 09Documento8 páginasELETROSTÁTICA - LISTA 5 - Aulas 08 e 09Rodrigo PazAinda não há avaliações
- Guia de Boas Praticas SwitchesDocumento10 páginasGuia de Boas Praticas SwitchesDiego AndersonAinda não há avaliações
- STEMAC Carenagem-Fechada 250kVADocumento2 páginasSTEMAC Carenagem-Fechada 250kVADanilloFAinda não há avaliações
- Atividades ALGETEC Laboratórios 5Documento27 páginasAtividades ALGETEC Laboratórios 5Felipe Anderson PenaAinda não há avaliações
- Eletrica L200 Sport HPEDocumento175 páginasEletrica L200 Sport HPEMiguel Oyarzabal100% (2)
- Memorial de CalculoDocumento5 páginasMemorial de CalculomateusbortoliniAinda não há avaliações
- 7SR10043KB202CA0 Datasheet PTDocumento2 páginas7SR10043KB202CA0 Datasheet PTThulio Nogueira FernandesAinda não há avaliações
- Biblioteca 2015219 PDFDocumento87 páginasBiblioteca 2015219 PDFFranz C SchreiberAinda não há avaliações
- Azdoc - Tips Tutorial CLP Weg tp02Documento27 páginasAzdoc - Tips Tutorial CLP Weg tp02Diego MangiliAinda não há avaliações
- 04 Lista Exercicios LEDZENERDocumento2 páginas04 Lista Exercicios LEDZENERJuliana AndradeAinda não há avaliações
- Corsa 1.0 - 1.6 - Pick Up MPFI y GL - GLS y WagonDocumento16 páginasCorsa 1.0 - 1.6 - Pick Up MPFI y GL - GLS y WagonfrancoAinda não há avaliações
- Contador Metaltex CTHD6-ACDocumento2 páginasContador Metaltex CTHD6-ACLeandro De Paula LeiteAinda não há avaliações
- Utilizando o Transistor Como Chave EletrônicaDocumento9 páginasUtilizando o Transistor Como Chave EletrônicaAntonio VenancioAinda não há avaliações
- Foco Clinico FA2000Documento72 páginasFoco Clinico FA2000agnaldo de souza Malo100% (1)
- Datasheet Emsz 335p DG 01.20Documento5 páginasDatasheet Emsz 335p DG 01.20Aguinaldo JúniorAinda não há avaliações