Você também pode gostar
- Uniões por adaptação de forma e dimensõesDocumento14 páginasUniões por adaptação de forma e dimensõesCarlos Eduardo MarrascaAinda não há avaliações
- Especificações de roscas métricasDocumento4 páginasEspecificações de roscas métricaswiroAinda não há avaliações
- PF Mat 9ano 2015 2FDocumento15 páginasPF Mat 9ano 2015 2FAnabelaAinda não há avaliações
- ButterflyDocumento8 páginasButterflyAdriano BritoAinda não há avaliações
- Cálculo Eixos EscalonadosDocumento14 páginasCálculo Eixos Escalonadosisraelferreira89Ainda não há avaliações
- Atusa Cat GS PTDocumento20 páginasAtusa Cat GS PTgeral.stencisAinda não há avaliações
- Gabaritos 40-60 aulasDocumento4 páginasGabaritos 40-60 aulasJoão MartinsAinda não há avaliações
- Estruturas de concreto armado e fundaçõesDocumento38 páginasEstruturas de concreto armado e fundaçõesDaniele Laíza Azevedo FontesAinda não há avaliações
- Laboratório de Física Aplicada I - Lista de Exercícios IIDocumento7 páginasLaboratório de Física Aplicada I - Lista de Exercícios IIcristhielleAinda não há avaliações
- Luva Domada Rev 02Documento1 páginaLuva Domada Rev 02Marlon BombiAinda não há avaliações
- Tabela de O'ringsDocumento1 páginaTabela de O'ringsEldorado MangueirasAinda não há avaliações
- Acoplamento Articulado - ImetexDocumento14 páginasAcoplamento Articulado - ImetexFabio Peres de LimaAinda não há avaliações
- Teste - A1 - Jan2020 - Recuperação de horas-RESOLUÇÃO e CRITÉRIOSDocumento2 páginasTeste - A1 - Jan2020 - Recuperação de horas-RESOLUÇÃO e CRITÉRIOSDelfina LavaredasAinda não há avaliações
- Exame Final Nacional de Matemática A 12o anoDocumento2 páginasExame Final Nacional de Matemática A 12o anoTiago SousaAinda não há avaliações
- Tabelas Olhal Giratorio MedidasDocumento1 páginaTabelas Olhal Giratorio MedidasSegurança RealAinda não há avaliações
- Ligia Valladares Oda AnexosDocumento2.425 páginasLigia Valladares Oda Anexosfabianoizidoro44Ainda não há avaliações
- WurthDocumento2 páginasWurthQuezia PereiraAinda não há avaliações
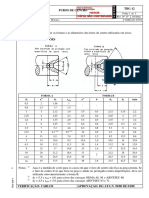
- Furos de Centro DIN-332Documento5 páginasFuros de Centro DIN-332Evandro AntonettiAinda não há avaliações
- Abac FNC Sec CircularDocumento26 páginasAbac FNC Sec CircularAnonymous n8Ze2ep9AHAinda não há avaliações
- Custos de processo por setor com matrizesDocumento7 páginasCustos de processo por setor com matrizesWilsonFabioDavidAinda não há avaliações
- Prova de Estatística com 5 questõesDocumento7 páginasProva de Estatística com 5 questõesLuan MunizAinda não há avaliações
- Catálogo UTILPERFIL Perfis C PDFDocumento2 páginasCatálogo UTILPERFIL Perfis C PDFbdromeiraAinda não há avaliações
- Anel ElasticoDocumento3 páginasAnel ElasticoLuciano NiespoAinda não há avaliações
- Medicao de Resistividade (5180)Documento12 páginasMedicao de Resistividade (5180)Eduardo CarvalhoAinda não há avaliações
- Tabelas - Estruturas de Concreto - Flexao Ancoragem EESCDocumento7 páginasTabelas - Estruturas de Concreto - Flexao Ancoragem EESCEmily RufinoAinda não há avaliações
- Juntas Universais e Eixo Cardan IMETEXDocumento13 páginasJuntas Universais e Eixo Cardan IMETEXAlison NascimentoAinda não há avaliações
- Prof MatematicaDocumento13 páginasProf MatematicaAnderson ArrudaAinda não há avaliações
- Trabalho de Estatistica 2seccaoDocumento14 páginasTrabalho de Estatistica 2seccaoChidine Mujage MuturuaAinda não há avaliações
- Lista Exercícios Prova 2Documento4 páginasLista Exercícios Prova 2Emanuella Antunes Nascimento (Lizzie)Ainda não há avaliações
- Avaliação estruturas açoDocumento7 páginasAvaliação estruturas açorafzaltronAinda não há avaliações
- Análise hidrológica do rio Paraopeba em Belo ValeDocumento4 páginasAnálise hidrológica do rio Paraopeba em Belo ValeJULIA MARIA MEDALHA RESENDE OLIVEIRAAinda não há avaliações
- 10 Estimativa KODocumento13 páginas10 Estimativa KOvinicius carvalhoAinda não há avaliações
- Fichas Da Porto Editora Com Solucoes FQ 9Documento8 páginasFichas Da Porto Editora Com Solucoes FQ 9José Carlos CarvalhoAinda não há avaliações
- PUCMG analisa dimensões de viga sob carregamentoDocumento7 páginasPUCMG analisa dimensões de viga sob carregamentoMateus KennedyAinda não há avaliações
- Prova Com Gabarito Calculo e ProgramacaoDocumento12 páginasProva Com Gabarito Calculo e ProgramacaojjfurlaniAinda não há avaliações
- Matematica TesteGlobal 5 2020 9ano Maio2019Documento18 páginasMatematica TesteGlobal 5 2020 9ano Maio2019R.i.p100% (3)
- Trabalho 01 - Estruturas de Concreto-Primeiro Entrega PDFDocumento8 páginasTrabalho 01 - Estruturas de Concreto-Primeiro Entrega PDFRodrigo DavidAinda não há avaliações
- Resolução de atividades trigonométricasDocumento27 páginasResolução de atividades trigonométricasAlexandre Machado Souto100% (1)
- Matemática - 3 - Adição e Subtração CentenaDocumento3 páginasMatemática - 3 - Adição e Subtração CentenaCristinaAinda não há avaliações
- Catalogo Mademil PDFDocumento5 páginasCatalogo Mademil PDFMaicon ForchesatoAinda não há avaliações
- Criar template e desenhar conjunto com peças cotadas em AutoCADDocumento13 páginasCriar template e desenhar conjunto com peças cotadas em AutoCADramsileAinda não há avaliações
- Cortinas de contenção flexíveis: definições, tipos, estados limites e métodos de cálculoDocumento79 páginasCortinas de contenção flexíveis: definições, tipos, estados limites e métodos de cálculopeterwouldAinda não há avaliações
- Cap. 6 - Momento de Inércia Ou Segundo MomentoDocumento16 páginasCap. 6 - Momento de Inércia Ou Segundo MomentoengepescaAinda não há avaliações
- Normas de vetores e matrizes no ScilabDocumento16 páginasNormas de vetores e matrizes no ScilabEduardo BoeiraAinda não há avaliações
- Diferenças estatísticas entre idades de 3 grupos de alunos (UfalDocumento3 páginasDiferenças estatísticas entre idades de 3 grupos de alunos (UfalPablo MatheusAinda não há avaliações
- Parafuso Sex. Externo CiserDocumento1 páginaParafuso Sex. Externo Ciserj.access00Ainda não há avaliações
- Lista 7 - Gabarito (Parte I - Q. 1 A Q. 13)Documento3 páginasLista 7 - Gabarito (Parte I - Q. 1 A Q. 13)arthurfilhorj12Ainda não há avaliações
- Transmitindo potência e movimento com acoplamentos elásticosDocumento8 páginasTransmitindo potência e movimento com acoplamentos elásticosVentasFajorAinda não há avaliações
- Valvulas NocadoDocumento15 páginasValvulas Nocadohermis minayaAinda não há avaliações
- Cilindro ISO Série MD8 - Micro AutomaçãoDocumento8 páginasCilindro ISO Série MD8 - Micro AutomaçãoVinicius Lopes de AraújoAinda não há avaliações
- Drenagem Urbana Drenagem UrbanaDocumento2 páginasDrenagem Urbana Drenagem UrbanaVítor FreitasAinda não há avaliações
- Roda de GenebraDocumento11 páginasRoda de GenebramariliaAinda não há avaliações
- Roda de GenebraDocumento11 páginasRoda de GenebraBruno Ferreira Couto0% (1)
- Fresando engrenagens cônicas com dentes retosDocumento9 páginasFresando engrenagens cônicas com dentes retosMarcel SilvaAinda não há avaliações
- Exercício de Pneumática Sequencial Com BancadaDocumento12 páginasExercício de Pneumática Sequencial Com Bancadatazmania100% (1)
- Pressão em fluidosDocumento2 páginasPressão em fluidostazmaniaAinda não há avaliações
- Lista de Respostas Motores A Combustão InternaDocumento2 páginasLista de Respostas Motores A Combustão InternatazmaniaAinda não há avaliações
- O que é o protocolo EthernetDocumento8 páginasO que é o protocolo EthernettazmaniaAinda não há avaliações
- Robótica manipuladoresDocumento3 páginasRobótica manipuladorestazmaniaAinda não há avaliações
- Gatilhos Mentais BásicosDocumento2 páginasGatilhos Mentais BásicostazmaniaAinda não há avaliações
- Ensinando Futsal por Meio de JogosDocumento94 páginasEnsinando Futsal por Meio de JogoslucioAinda não há avaliações
- Capture A BandeiraDocumento2 páginasCapture A BandeiraViviane VieiraAinda não há avaliações
- ATIVIDADES VAMOS BRINCARDocumento5 páginasATIVIDADES VAMOS BRINCARMarcela CostaAinda não há avaliações
- Regras Flag Football 5x5Documento10 páginasRegras Flag Football 5x5Thiago Queiroz de MeloAinda não há avaliações
- 50-50 RPG v2.0.2Documento60 páginas50-50 RPG v2.0.2Ed Araújo100% (1)
- Badminton em 40Documento10 páginasBadminton em 40Mafalda RochaAinda não há avaliações
- A honra como sistema de comportamentoDocumento3 páginasA honra como sistema de comportamentoMagus da BibliotecaAinda não há avaliações
- Jogos antigos tabuleiroDocumento4 páginasJogos antigos tabuleiroEmerson Novais Oliveira100% (1)
- Contos de Almas em Chamas - Karyu DensetsuDocumento88 páginasContos de Almas em Chamas - Karyu DensetsuGaru JonninAinda não há avaliações
- Contagem DesenasDocumento9 páginasContagem DesenasLEONIDASAinda não há avaliações
- Combinações e permutaçõesDocumento2 páginasCombinações e permutaçõesHenriqueFonsequinhaAinda não há avaliações
- Ensino de Física com jogo de tabuleiroDocumento12 páginasEnsino de Física com jogo de tabuleiroMaycon Lindor Pinheiro TardinAinda não há avaliações
- Aristóteles. Poética Tradução Eudoro de Souza - São Paulo: Ars Poetica, 1993.Documento79 páginasAristóteles. Poética Tradução Eudoro de Souza - São Paulo: Ars Poetica, 1993.Andiara Dee Dee75% (4)
- Clank Um Deck Buil Guia de Ensino Rapido Clank 147822Documento1 páginaClank Um Deck Buil Guia de Ensino Rapido Clank 147822Nelson SilvaAinda não há avaliações
- Chaves Do TarotDocumento103 páginasChaves Do TarotAngela Vicente50% (4)
- Ficha Ordem Paranormal 1.0 Copia-1Documento2 páginasFicha Ordem Paranormal 1.0 Copia-1JujuAinda não há avaliações
- Projeto de Jogos Internos Da Escola Pintor Manoel Bandeira 2Documento9 páginasProjeto de Jogos Internos Da Escola Pintor Manoel Bandeira 2Sérgio CosmoAinda não há avaliações
- Dharma - Ampliado e RevisadoDocumento346 páginasDharma - Ampliado e RevisadoIshael MouraAinda não há avaliações
- Curso de Violencia DomesticaDocumento8 páginasCurso de Violencia DomesticaPolicia Civil Do AmazonasAinda não há avaliações
- D&D 5e - Livro Do JogadorDocumento272 páginasD&D 5e - Livro Do JogadorJoão Chrisóstomo Ribeiro Abegão100% (16)
- Regras Oficiais Do Atletismo 2009Documento91 páginasRegras Oficiais Do Atletismo 2009philypemonteiroAinda não há avaliações
- Livro Teste de Stroop e Seu Impacto Na Neurociênc 240203 140335Documento53 páginasLivro Teste de Stroop e Seu Impacto Na Neurociênc 240203 140335FabianaAinda não há avaliações
- UNEB Convoca Candidatos Cursos Contábil, Relações Públicas e AdministraçãoDocumento150 páginasUNEB Convoca Candidatos Cursos Contábil, Relações Públicas e AdministraçãoArtur WendelAinda não há avaliações
- Brincadeiras indígenas tradicionaisDocumento6 páginasBrincadeiras indígenas tradicionaisDanielle Osti FerreiraAinda não há avaliações
- Mequinho, o maior enxadrista brasileiroDocumento4 páginasMequinho, o maior enxadrista brasileirosjeovaniAinda não há avaliações
- Primeva Ose FastplayDocumento48 páginasPrimeva Ose FastplayLucas FrançaAinda não há avaliações
- Testeteorico Excel Setembro 2017Documento3 páginasTesteteorico Excel Setembro 2017Jaime MartinsAinda não há avaliações
- Trabalho de Educaçao Fisica.Documento3 páginasTrabalho de Educaçao Fisica.Andre Sanches100% (1)
- Gamificacao e Jogos EducativosDocumento176 páginasGamificacao e Jogos EducativosMayraAinda não há avaliações
- Taf CipeDocumento69 páginasTaf CipeAugusto NettoAinda não há avaliações