Você também pode gostar
- Ergonomia industrial: trabalho e transferência de tecnologiaNo EverandErgonomia industrial: trabalho e transferência de tecnologiaNota: 4 de 5 estrelas4/5 (3)
- Relatório TécnicoDocumento39 páginasRelatório TécnicoDanyell TryndaddeAinda não há avaliações
- Metodologia Para Resolução De Problema E Validação De Tubulação De Descarga De Ar Comprimido Na Aplicação De Motores DieselNo EverandMetodologia Para Resolução De Problema E Validação De Tubulação De Descarga De Ar Comprimido Na Aplicação De Motores DieselAinda não há avaliações
- Ferramental101 PDFDocumento68 páginasFerramental101 PDFChristian DihlmannAinda não há avaliações
- LibreOffice para LeigosDocumento144 páginasLibreOffice para Leigosklaibson8367100% (3)
- 3-TPM Com BSC Na Klabin PDFDocumento170 páginas3-TPM Com BSC Na Klabin PDFGiglliara Menezes100% (1)
- Ebook Manual Qualificacoes de SoldadoresDocumento13 páginasEbook Manual Qualificacoes de SoldadoresAilson pereira da cruzAinda não há avaliações
- Elevador Automotivo Hidráulico Projeto PDFDocumento145 páginasElevador Automotivo Hidráulico Projeto PDFMN NT100% (1)
- Atividades Migração TAXBRJ para TAXBRADocumento7 páginasAtividades Migração TAXBRJ para TAXBRAAlessandro AguiarAinda não há avaliações
- Questoes Provas - RebocadoresDocumento9 páginasQuestoes Provas - Rebocadoresmarciorosal100% (1)
- CB 600 Hornet 2007Documento139 páginasCB 600 Hornet 2007Maurício ZanellaAinda não há avaliações
- Relação de Concedentes Conveniadas Atualizada-19!07!2019Documento17 páginasRelação de Concedentes Conveniadas Atualizada-19!07!2019JulioAinda não há avaliações
- Ferramentas 2020.2Documento70 páginasFerramentas 2020.2Diêgo MarcosAinda não há avaliações
- Medição de Petróleo e Gás NaturalDocumento15 páginasMedição de Petróleo e Gás NaturalEvando PereiraAinda não há avaliações
- Manual de Referência de Instruções GeraisDocumento945 páginasManual de Referência de Instruções GeraisMarciley DiasAinda não há avaliações
- Apresentação Manutenção Aquasnap Nov 2022Documento90 páginasApresentação Manutenção Aquasnap Nov 2022Evando PereiraAinda não há avaliações
- PC ScanDocumento46 páginasPC ScanFranklin Bispo100% (1)
- SRP 3050flexDocumento58 páginasSRP 3050flexAlexander Villanueva100% (1)
- PoT PCS7 7.1Documento772 páginasPoT PCS7 7.1Evando PereiraAinda não há avaliações
- PCP 1102Documento46 páginasPCP 1102Roberto Endres SoloforteAinda não há avaliações
- CP Coaut 2013 2 01Documento32 páginasCP Coaut 2013 2 01Gabriel LucasAinda não há avaliações
- TCC Vinicius FigueiroDocumento61 páginasTCC Vinicius FigueiroAntonio Adalto AltomaniAinda não há avaliações
- TCC Felipe FinalDocumento56 páginasTCC Felipe FinalWagner BatistaAinda não há avaliações
- PG Daele 2013 2 07Documento51 páginasPG Daele 2013 2 07fagnerAinda não há avaliações
- Trabalho Sobre Filtro AutomaçãoDocumento77 páginasTrabalho Sobre Filtro AutomaçãoprojetongequipamentosAinda não há avaliações
- CT Comet 2013 1 04Documento53 páginasCT Comet 2013 1 04handpaperpapeisAinda não há avaliações
- CP Coaut 2015 1 06Documento75 páginasCP Coaut 2015 1 06Evando PereiraAinda não há avaliações
- Semaforo 2Documento67 páginasSemaforo 2Felipe VieiraAinda não há avaliações
- LD Coeme 2018 1 01 PDFDocumento48 páginasLD Coeme 2018 1 01 PDFManassés Pinto Silva JuniorAinda não há avaliações
- CP Coaut 2015 1 04Documento50 páginasCP Coaut 2015 1 04Ïlïdïö GlxAinda não há avaliações
- TCC Guilherme Affonso 2017Documento72 páginasTCC Guilherme Affonso 2017Wedlon Claudio da SilvaAinda não há avaliações
- PG Coele 2016 1 07Documento67 páginasPG Coele 2016 1 07Tayrine EspindolaAinda não há avaliações
- Universidade Do Estado Do Amazonas Escola Superior de Tecnologia Curso de Engenharia de ProduçãoDocumento51 páginasUniversidade Do Estado Do Amazonas Escola Superior de Tecnologia Curso de Engenharia de ProduçãoBrunna CoutoAinda não há avaliações
- TCCDocumento87 páginasTCCcaue gomesAinda não há avaliações
- MONOGRAFIA MonitoramentoControleTemperaturaDocumento40 páginasMONOGRAFIA MonitoramentoControleTemperaturaff589qf24rAinda não há avaliações
- Uma Estratégia para Controle e Supervisão de Processos Industriais Via InternetDocumento159 páginasUma Estratégia para Controle e Supervisão de Processos Industriais Via InternetAndrea SerranoAinda não há avaliações
- CT Comet 2015 2 11 PDFDocumento61 páginasCT Comet 2015 2 11 PDFNogasAinda não há avaliações
- TCC - Análise Da Conformidade de Painéis Elétricos Com A NR-10Documento62 páginasTCC - Análise Da Conformidade de Painéis Elétricos Com A NR-10iuryAinda não há avaliações
- CT Comet 2013 2 05Documento77 páginasCT Comet 2013 2 05Paulo Roberto MachadoAinda não há avaliações
- TCC - Felipe Machado RomerosDocumento93 páginasTCC - Felipe Machado RomerosvanildoAinda não há avaliações
- TCC - Aplicação de Um Sistema Automatizado de Uma Linha de Produção MPS 500 Utilizando CLP S7 1200 PDFDocumento61 páginasTCC - Aplicação de Um Sistema Automatizado de Uma Linha de Produção MPS 500 Utilizando CLP S7 1200 PDFAnonymous yEP1XKvPKAinda não há avaliações
- TCC - EngenhariaDocumento52 páginasTCC - EngenhariaCaroline MaulAinda não há avaliações
- TCC Bruna SchneiderDocumento156 páginasTCC Bruna SchneiderÂngelaCorreiaAinda não há avaliações
- TCC Vinicius Rodrigues SanchesDocumento134 páginasTCC Vinicius Rodrigues SanchesaulaspraticasAinda não há avaliações
- Universidade Tecnológica Federal Do Paraná Câmpus Medianeira Curso Superior de Tecnologia em Manutenção IndustrialDocumento41 páginasUniversidade Tecnológica Federal Do Paraná Câmpus Medianeira Curso Superior de Tecnologia em Manutenção IndustrialLucas AzevedoAinda não há avaliações
- TCC Marcelo Pineda Vieira Prensa ExcentricaDocumento60 páginasTCC Marcelo Pineda Vieira Prensa ExcentricaNablaFiAinda não há avaliações
- TCC Giulia V03Documento83 páginasTCC Giulia V03Lucas NascimentoAinda não há avaliações
- CT Ceaut V 2014 13Documento51 páginasCT Ceaut V 2014 13f.supremas.braAinda não há avaliações
- Aplicação de Fmea - Análise de Modos de Falhas E Efeitos em Uma Linha de Produção SMT de Placa-MãeDocumento83 páginasAplicação de Fmea - Análise de Modos de Falhas E Efeitos em Uma Linha de Produção SMT de Placa-MãeLeandro SantosAinda não há avaliações
- (SDORFF, 2017) Jonathan Maciel Ziehlsdorf - TCCFAB - 2017Documento80 páginas(SDORFF, 2017) Jonathan Maciel Ziehlsdorf - TCCFAB - 2017Kamila LopesAinda não há avaliações
- 2013 1 12 Monografia PDFDocumento105 páginas2013 1 12 Monografia PDFRomulo GomesAinda não há avaliações
- CT Comet 2015 1 5Documento70 páginasCT Comet 2015 1 5Judá RibeiroAinda não há avaliações
- TCC MaísaDocumento36 páginasTCC MaísaMarildo FreireAinda não há avaliações
- Raphael Santana Galdino - TCC Eng. Elétrica 2019Documento45 páginasRaphael Santana Galdino - TCC Eng. Elétrica 2019Jack ThomsponAinda não há avaliações
- PG Ceest 04 2012 07Documento46 páginasPG Ceest 04 2012 07Miguel Tuco RochaAinda não há avaliações
- PG Damec 2018 2 24Documento67 páginasPG Damec 2018 2 24Manoel GuilhermeAinda não há avaliações
- CT Ceest XXXV 2018 30Documento63 páginasCT Ceest XXXV 2018 30Gabriel Do NascimentoAinda não há avaliações
- Dissertacao ProducaoImplantacaoBaseDocumento73 páginasDissertacao ProducaoImplantacaoBaseNeliane NevesAinda não há avaliações
- MONOGRAFIA DesenvolvimentoSimuladorOfflineDocumento32 páginasMONOGRAFIA DesenvolvimentoSimuladorOfflinetiago.trad6924Ainda não há avaliações
- Novo - 2016 - 7 SCRDocumento37 páginasNovo - 2016 - 7 SCRDenis FreireAinda não há avaliações
- Luis Filipe Braga Oliveira PDFDocumento78 páginasLuis Filipe Braga Oliveira PDFAlbertoAinda não há avaliações
- Design Editorial Digital Desenvolvimento Da AplicaçãoDocumento105 páginasDesign Editorial Digital Desenvolvimento Da AplicaçãoDonizete SilvaAinda não há avaliações
- CP Coelt 2014 2 13Documento50 páginasCP Coelt 2014 2 13Julio CaetanoAinda não há avaliações
- Estudo de Caso para Implantação de GeradorDocumento105 páginasEstudo de Caso para Implantação de GeradorGabrielle ResendeAinda não há avaliações
- Layout Fabrica de RaçãoDocumento105 páginasLayout Fabrica de RaçãoHernane SoaresAinda não há avaliações
- TCC - MARILENE - WOLFFE - FREIOS ELÉTRICOS PARA VEÍCULOS - Desenvolvimento Dos Componentes MecânicosDocumento107 páginasTCC - MARILENE - WOLFFE - FREIOS ELÉTRICOS PARA VEÍCULOS - Desenvolvimento Dos Componentes MecânicosJoão RochaAinda não há avaliações
- CT Ceest Xxiv 2013 02 PDFDocumento41 páginasCT Ceest Xxiv 2013 02 PDFisaias terraAinda não há avaliações
- Thiago SouzaDocumento99 páginasThiago Souzaemerson william vidalAinda não há avaliações
- RAMOS, Ana Flávia Pontes 2020Documento42 páginasRAMOS, Ana Flávia Pontes 2020Antonio Henrique RochaAinda não há avaliações
- Desenvolvimento de Projeto Do Flange de Acoplamento Da Coroa Aplicado Ao Sistema de Transmissão de Um Veículo de Competição Fórmula SaeDocumento71 páginasDesenvolvimento de Projeto Do Flange de Acoplamento Da Coroa Aplicado Ao Sistema de Transmissão de Um Veículo de Competição Fórmula Saepedro.pedrohenrique.phrAinda não há avaliações
- TCC - Gerador de SinalDocumento51 páginasTCC - Gerador de SinalAugusto Firmo0% (1)
- Eduardo Henrique Souza FontesDocumento41 páginasEduardo Henrique Souza FontesBárbaraAinda não há avaliações
- Sousa - Sistema Automático para RecolhimentoDocumento50 páginasSousa - Sistema Automático para RecolhimentoLucas CostaAinda não há avaliações
- Desenvolvendo Uma Interface Poe Gaussímetro Modbus Tcp/ip No PicNo EverandDesenvolvendo Uma Interface Poe Gaussímetro Modbus Tcp/ip No PicAinda não há avaliações
- Desenvolvimento de Um Inversor de FrequeDocumento94 páginasDesenvolvimento de Um Inversor de FrequeJoão LopesAinda não há avaliações
- Diogo Dos Santos BeyerDocumento42 páginasDiogo Dos Santos BeyerWagner CarvalhoAinda não há avaliações
- Revista Petro QumicaDocumento6 páginasRevista Petro QumicaEvando PereiraAinda não há avaliações
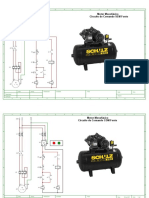
- Circuitos Compressores AlternativosDocumento5 páginasCircuitos Compressores AlternativosEvando PereiraAinda não há avaliações
- Manual ET-5060Documento80 páginasManual ET-5060dutrafaissalAinda não há avaliações
- Instrução Suplementar - Is: ISN 121-005 Revisão BDocumento35 páginasInstrução Suplementar - Is: ISN 121-005 Revisão BPrincia FernandaAinda não há avaliações
- Copiando Dados Com Suas Permissões Usando o RoboDocumento3 páginasCopiando Dados Com Suas Permissões Usando o RoboGutemberg Rebouças AlmeidaAinda não há avaliações
- (Segundo Trabalho) First ClassDocumento12 páginas(Segundo Trabalho) First ClassVinicius MarchesiniAinda não há avaliações
- Exercício Metodo EmpíricoDocumento4 páginasExercício Metodo EmpíricoBianca CalderónAinda não há avaliações
- Caddy 150: Fonte de Energia para Solda Com Eletrodos RevestidosDocumento8 páginasCaddy 150: Fonte de Energia para Solda Com Eletrodos RevestidosINTERPLASMA CORTE E SOLDAAinda não há avaliações
- Catalogo Tecnico Compensado PinusDocumento2 páginasCatalogo Tecnico Compensado Pinusbhblk bhblkAinda não há avaliações
- Manual de Instalação e Operação - Amassadeiras EspiralDocumento14 páginasManual de Instalação e Operação - Amassadeiras EspiralArmando Castilho100% (1)
- ROBIEL Bombas Alimentadoras 2020Documento14 páginasROBIEL Bombas Alimentadoras 2020Abner Souza Dos SantosAinda não há avaliações
- 2 Lista de Exercícios - Instalações Elétricas de DistribuiçãoDocumento4 páginas2 Lista de Exercícios - Instalações Elétricas de DistribuiçãoFilipo LuizAinda não há avaliações
- Eficiência Energética em Sistemas de Ar Comprimido (AF)Documento141 páginasEficiência Energética em Sistemas de Ar Comprimido (AF)GuilhermeFabricio100% (2)
- MM h60 20sw Port PDFDocumento17 páginasMM h60 20sw Port PDFRicardo Martins SilvaAinda não há avaliações
- Hi7004 FispqDocumento8 páginasHi7004 FispqLuciangelo Rossi PeloggiaAinda não há avaliações
- Enegep2010 TN STP 113 745 16460Documento14 páginasEnegep2010 TN STP 113 745 16460Giovana KulzerAinda não há avaliações
- Manual LG 43 SmartTV 43LF6350Documento16 páginasManual LG 43 SmartTV 43LF6350JohnAinda não há avaliações
- Ops2-4aa SW Opt Case Vogel Padtec MDocumento4 páginasOps2-4aa SW Opt Case Vogel Padtec MMaster22Ainda não há avaliações
- SAP ERP - FNC - AP - TE586 Script de Teste - F.80 - Estornar Fatura em Massa - 12032013Documento8 páginasSAP ERP - FNC - AP - TE586 Script de Teste - F.80 - Estornar Fatura em Massa - 12032013Leo O JuniorAinda não há avaliações
- NLM 2022 Buch2 PT Web PDFDocumento1.336 páginasNLM 2022 Buch2 PT Web PDFpaubernardoAinda não há avaliações