0% acharam este documento útil (0 voto)
21 visualizações14 páginasPR-G-411 Trabalhos Quente Rev 2
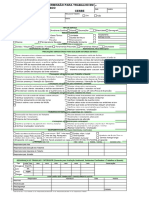
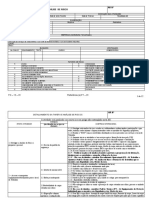
O documento estabelece procedimentos de Saúde e Segurança (S&S) para a realização de trabalhos a quente em Projetos de Capital da Vale. Ele inclui diretrizes sobre o que fazer antes de iniciar a tarefa, o que controlar durante a execução e as proibições relacionadas ao trabalho a quente. O objetivo é garantir a segurança dos trabalhadores e a conformidade com as normas e políticas aplicáveis.
Enviado por
Ronisson SantosDireitos autorais
© © All Rights Reserved
Levamos muito a sério os direitos de conteúdo. Se você suspeita que este conteúdo é seu, reivindique-o aqui.
Formatos disponíveis
Baixe no formato PDF, TXT ou leia on-line no Scribd
0% acharam este documento útil (0 voto)
21 visualizações14 páginasPR-G-411 Trabalhos Quente Rev 2
O documento estabelece procedimentos de Saúde e Segurança (S&S) para a realização de trabalhos a quente em Projetos de Capital da Vale. Ele inclui diretrizes sobre o que fazer antes de iniciar a tarefa, o que controlar durante a execução e as proibições relacionadas ao trabalho a quente. O objetivo é garantir a segurança dos trabalhadores e a conformidade com as normas e políticas aplicáveis.
Enviado por
Ronisson SantosDireitos autorais
© © All Rights Reserved
Levamos muito a sério os direitos de conteúdo. Se você suspeita que este conteúdo é seu, reivindique-o aqui.
Formatos disponíveis
Baixe no formato PDF, TXT ou leia on-line no Scribd