Escolar Documentos
Profissional Documentos
Cultura Documentos
Mastercam PDF
Mastercam PDF
Enviado por
Daniel Marques SilvaTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Mastercam PDF
Mastercam PDF
Enviado por
Daniel Marques SilvaDireitos autorais:
Formatos disponíveis
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Introduo
Hoje, controle numrico computadorizado (CNC) so mquinas encontradas em quase todos
lugares, das pequenas oficinas de usinagem as grandiosas companhias de manufatura.
Na realidade quase no existem produtos fabris que no estejam de alguma forma relacionados
tecnologia destas mquinas ferramentas inovadoras. Todos envolvidos nos ambientes industriais
deveriam estar atentos ao que se possvel fazer com estas maravilhas tecnolgicas.
Por exemplo, o projetista de produto precisa ter bastante conhecimento de CNC para aperfeioar
o dimensionamento e tcnicas de tolerncia das peas produtos a serem usinadas nos CNCs.
O projetista de ferramentas precisa entender de CNC para projetar as instalaes e as
ferramentas que sero usadas nas mquinas CNC.
Pessoas do controle de qualidade deveriam entender as mquinas CNC usadas em suas
companhias para planejar controle de qualidade e controle de processo estatstico
adequadamente.
Pessoal de controle de produo deveria conhecer esta tecnologia de suas companhias para
definirem os tempos de produo de modo realstico. Gerentes, supervisores, e lderes de time
deveriam entender bem de CNC para se comunicarem inteligentemente com trabalhadores da
mesma categoria.
E no precisaramos nem dizer nada sobre os programadores CNC, as pessoas de organizao,
operadores, e outros trabalhando diretamente ligados com os equipamentos CNC, que devem ter
um vasto conhecimento desta tecnologia.
Pgina
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Aspectos histricos das mquinas CNC
O comando numrico computadorizado (CNC) uma tcnica que permite a operao automtica
de uma mquina ou de um processo por meio de uma srie de instrues codificadas que contm
nmeros, letras e outros smbolos.
Esta nova tecnologia foi originalmente desenvolvida para controle automtico de mquinasferramenta, mas sua aplicao tem sido estendida para uma grande variedade de mquinas e
processos.
Uma das maiores contribuies desta nova tecnologia representada pela facilidade com que se
modifica a forma como as mquinas so automatizadas. As mquinas CNC podem ser facilmente
adaptadas a diferentes situaes de produo. Em combinao com a aplicao da tecnologia de
computadores, o CNC abre as portas para a manufatura assistida por computador (CAM).
A primeira mquina CN
O fato que realmente impulsionou o desenvolvimento deste novo sistema de controle foi a
necessidade que teve a Fora Area dos Estados Unidos de projetar uma nova aeronave. Um
problema crtico na manufatura deste veculo era a exigncia de se obter um perfil muito preciso
da pea usinada. Esta exigncia excedia a capacidade das fresadoras convencionais.
Alguns anos antes, durante a segunda guerra mundial, a Corporao Parsons utilizava uma mesa
de coordenadas para mover a mesa de uma fresadora nas direes longitudinal e transversal,
simultaneamente (o que atualmente se conhece como interpolao em dois eixos), com o auxlio
de dois operadores. Baseado nessa e4xperncia, John Parsons props a gerao dos dados de
posicionamento tridimensional da ferramenta a partir do perfil da pea, e estes dados seriam
usados para controlar os movimentos da mquina ferramenta. Para projetar esse novo sistema
de controle da mquina, Parsons subcontratou o laboratrio de Servomecanismos do MIT
(Massachusetts Institute of Technology).
A primeira fresadora com trs eixos de movimentos simultneos, controlados por um novo tipo de
sistema de controle, foi construda pelo MIT em 1952. Foi reformada (retrofitting) uma fresadora
vertical Cincinnati Hydrotel para receber a unidade de controle, que usava vlvulas de vcuo e era
muito volumosa. Como sistema de armazenamento do programa de usinagem, utilizava uma fita
perfurada. Este programa consistia numa sequncia de instrues de mquina, elaborado em
cdigo numrico. Por este motivo foi chamada de Controle Numrico (CN).
Esta mquina demonstrou que as peas podiam ser feitas numa velocidade maior, com uma
preciso e repetibilidade no posicionamento de 3 a 5 vezes maior que a obtida em mquinas
convencionais. Deixaram de ser necessrios o uso de gabaritos e as trocas de elementos da
mquina para usinar peas diferentes. Bastava alterar as instrues no programa e perfurar uma
nova fita.
Difuso da nova tecnologia na Indstria
Tomando como base esta experincia, a Fora Area dos Estados Unidos fez um contrato para a
construo de 100 fresadoras CN com diversas empresas. O objetivo era reduzir o risco de
adquirir um sistema deficiente. Entre 1958 e 1960 foram construdos diferentes tipos de sistemas
de controle por quatro diferentes empresas (Bendix, GE, General Dynamics, EMI). Os comandos
construdos eram do tipo digital e mostravam eficincia. Essa estratgia resultou numa
diversidade de projetos de controles. Alm da Fora Area, diversas companhias do ramo
Pgina
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
aeronutico adotaram mquinas com esses novos comandos, fato que originou um problema na
intercambiabilidade de programas, porque no existia uma padronizao de linguagem e cada
fabricante adotava a sua. Esse problema permanece at hoje, embora em menor grau, devido a
normalizao (EIA / ISO).
Evoluo das tendncias no ensino da tecnologia CNC
Desde o aparecimento das primeiras mquinas-ferramenta de controle numrico, a tarefa de
treinamento foi originalmente empreendida por instituies com capacidade para dispor de um
laboratrio com essas mquina-ferramenta. A ausncia deste recurso restringia a habilidade do
estudante para entender as funes e as operaes envolvidas. Ocorre que o equipamento CN e
o material para usinagem e manuteno tm custo elevado, e mesmo que a instalao estivesse
disponvel, o uso das mquinas era bastante restrito devido a problemas de quebra de
ferramentas e de danos nos componentes mecnicos surgidos nos treinamentos. Como resultado,
ficava difcil adquirir experincia de trabalho no laboratrio.
Para tentar minimizar esses problemas, surgiu a idia da simulao do processo de usinagem
como alternativa efetiva. Os primeiros simuladores desenvolvidos foram simuladores mecnicos.
Umstatd, em 1970, desenvolveu um simulador para furadeira que consistia num dispositivo
operado eletronicamente.
Por sua vez, Rummell, em 1972, desenvolveu um simulador modificando uma furadeira cuja mesa
de posicionamento com dois eixos de movimento era operada manualmente. Ambos os
pesquisadores da Universidade do Texas A&M comprovaram que no havia diferena significativa
entre o uso da mquina CN e o simulador. Ambos foram igualmente eficientes no ensino da
tcnica de programao. Nos dois casos, os simuladores consistiram em mquinas
convencionais, modificadas para servirem como simuladores.
Um simulador semelhante ao que conhecemos atualmente como plotter, no qual uma canaleta
substitua a ferramenta de corte foi desenvolvido pela Pratt & Whitney Aircraft Co. A desvantagem
do uso dos simuladores mecnicos era a de serem to caros quanto as mquinas CN. A evoluo
da microeletrnica levou ao aparecimento do comando numrico computadorizado (CNC). No
era mais necessria a leitora de fitas perfuradas, e os programas podiam ser armazenados nas
memrias dos CNC. Esta nova tecnologia possibilitou a implementao de simuladores grficos
o prprio comando. Era possvel simular o processo de usinagem mediante a gerao do caminho
da ferramenta na prpria mquina, antes do processo de usinagem. Isto era de grande ajuda no
processo produtivo, mas, para a funo do treinamento era necessrio dispor da mquina, o que
nos leva novamente ao ponto de partida. Mesmo dispondo dela, ocorriam horas de mquina
parada.
Surgiram ento, como alternativas para treinamento, os simuladores grficos, baseados em
microcomputadores. Dessa maneira j no seria mais necessria a disponibilidade de uma
mquina CNC para treinamento. Uma segunda vantagem do uso de computadores para a
gerao da simulao grfica em relao ao comando numrico que os recursos de memria,
velocidade de processamento e gerao de grficos dos computadores so superiores aos
disponveis no comando numrico.
Pgina
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Fundamentos dos CNCs
O primeiro benefcio oferecido por todas as formas de mquinas-ferramenta CNC sem duvida
a automatizao. A interveno de operador drasticamente reduzida ou eliminada.
Muitas mquinas CNC podem rodar sem nenhum acompanhamento humano durante um ciclo de
usinagem completo, permitindo ao operador tempo livre para desempenhar outras tarefas. Isto
permite ao usurio CNC vrios benefcios que incluem fadiga de operador reduzida, menos
enganos causados por erro humano, usinagem consistente e em tempo previsvel para cada
produto. Considerando que a mquina estar correndo sob controle de um programa, o nvel de
habilidade requerido do operador de CNC (relacionado a pratica de usinagem) tambm reduzido
quando comparado a um operador de mquinas- ferramenta convencionais.
O segundo benefcio principal da tecnologia CNC so peas consistentes e precisas. As
mquinas CNC de hoje ostentam preciso incrvel das especificaes e tambm quanto a
repetibilidade. Isto significa que uma vez que um programa esteja testado e aprovado, podem ser
produzidos dois, dez, ou mil produtos idnticos facilmente com preciso e consistncia
adequadas.
Um terceiro benefcio oferecido pela maioria das mquinas ferramentas CNC a flexibilidade.
Uma vez que um programa foi verificado e foi executado para produo, pode ser substitudo
facilmente por um prximo tipo de pea a ser usinada. Isto nos leva a outro benefcio, o de tempos
de setup muito curtos. Isto imperativo com as exigncias de produo dos nossos dias.
Controle de movimento - O corao do CNC
Figura 1. O movimento de uma mesa de mquina convencional acionado pelo operador que
gira uma manivela (manpulo). O posicionamento preciso realizado pelo operador que conta o
nmero de voltas a ser dada na manivela com graduaes no anel graduado, dependendo
exclusivamente da percia do operador.
A funo mais bsica de qualquer mquina CNC o controle de movimento automtico, preciso, e
consistente. Todos os equipamentos CNC que tenham duas ou mais direes de movimento, so
chamados eixos. Estes eixos podem ser precisos e automaticamente posicionados ao longo dos
seus movimentos de translao. Os dois eixos mais comuns so lineares (dirigido ao longo de um
Pgina
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
caminho reto) e rotativos (dirigido ao longo de um caminho circular).
Em vez de serem movimentadas virando manivelas manualmente como feito em mquinas
ferramentas convencionais, as mquinas CNCs tm seus eixos movimentados sob controle de
servo motores do CNC, e guiado pelo programa de usinagem da pea.
Em geral, o tipo de movimento (rpido, linear e circular) para os eixos se moverem, a quantidade
de movimento e a taxa de avano (feedrate) programvel em quase todas mquinas CNC. A
figura 1 (acima) mostra o controle de movimento de uma mquina convencional. A figura 2
(abaixo) mostra um movimento de eixo linear de uma mquina CNC.
Figura 2. Movimento linear numa mquina CNC.
Uma mquina CNC recebe a posio comandada do programa CNC. O servo motor acionado
com a quantidade correspondente de giros no fuso de esferas de ao, na velocidade adequada
para posicionar a mesa onde foi comandada ao longo de um eixo linear. Um dispositivo de
avaliao confirma se a quantidade de giros no fuso realmente ocorreu.
O mesmo movimento linear bsico pode ser encontrado em uma mquina convencional. Quando
se gira a manivela, voc girar um eixo com rosca (parafuso sem fim), o qual movimenta a mesa
em uma direo especfica. Porm, um eixo linear em uma mquina ferramenta CNC
extremamente preciso. O nmero de rotaes do fuso dirige precisamente o servo motor e
controla a quantidade de movimento linear ao longo deste eixo.
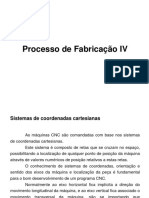
Como comandado o movimento de um eixo - Entendendo os sistemas de coordenadas
impossvel um operador gerar movimento dos eixos de uma mquina CNC tentando controlar o
servo motor de cada eixo. Em vez disto, todos os controles CNC permitem comandar o
movimento do eixo de um modo muito mais simples e mais lgico utilizando alguma forma de
sistema de coordenada. Os dois sistemas de coordenadas mais populares usado na maioria das
Pgina
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
mquinas CNC o sistema de coordenada cartesiano ou coordenada retangular e o sistema de
coordenada polar. Sem dvida, o mais comum o sistema de coordenada cartesiano.
Uma aplicao muito comum para o sistema cartesiano so os grficos. Quase todo o mundo j
teve que fazer ou interpretar um grfico. Tomamos o que sabemos agora sobre grficos e
relacionamos ao eixo de movimento do CNC.
Assim como os grficos, cada eixo no sistema de coordenadas da mquina CNC tem que iniciar
em algum lugar. O lugar onde as linhas bsicas verticais e horizontais se encontram chamado
de ponto de origem do grfico. Para propsitos de CNC, este ponto de origem chamado pelo
programa comumente de ponto zero (tambm chamado de zero de trabalho, zero pea, ou
origem do programa).
A figura acima mostra como so comandados os movimentos de eixo comumente em mquinas
CNC. Por exemplo, os dois eixos mostrados so chamados de X e Y, mas lembre-se de que no
programa o zero pode ser aplicado a qualquer eixo. Embora o nome de cada eixo mude em cada
tipo de mquina CNC (outros nomes comuns incluem Z, A, B, C, U, V, e W), este exemplo deveria
ser usado para mostr-lo bem como o movimento de eixo pode ser comandado.
Como pode ver, a posio mais baixa no canto e mais a esquerda da pea ser correspondente
posio zero para cada eixo. Antes de escrever o programa, o programador dever determinar a
posio zero do programa. Tipicamente, o ponto zero do programa escolhido como o ponto
onde todas as dimenses se iniciam.
Na ilustrao acima, todos os pontos esto para cima e direita do ponto zero. Esta chamada
de primeiro quadrante (neste caso, quadrante nmero um). No so raras as mquinas CNC que
trabalhem em outros quadrantes. Quando isto acontecer, pelo menos uma das coordenadas deve
ser especificada como negativa.
Pgina
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Absoluto versus incremental
No modo absoluto, as coordenadas dos pontos de todos os movimentos sero especificadas a
partir do ponto zero do programa. Para novatos, normalmente este o melhor e mais fcil mtodo
de especificar as posies para comandos de movimento.
Porm, h outro modo de especificar os movimentos de eixo. No modo incremental so
especificados os movimentos a partir da posio atual da ferramenta, no do zero do programa.
Com este mtodo, o programador tem que estar perguntando: Da posio em que parou a
ferramenta, quanto falta para chegar ao prximo ponto?
A figura seguinte mostra duas sries idnticas de movimentos, um no modo incremental e a outra
no modo absoluto.
Pgina
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Alm de ser muito fcil de determinar a posio atual para qualquer comando, outro benefcio de
se trabalhar no modo absoluto tem a ver com enganos ocorridos durante a insero das
coordenadas. No modo absoluto, se um erro de movimento cometido, s um movimento estar
incorreto. Por outro lado, se um erro cometido durante movimentos por incrementos, todos os
movimentos a partir deste ponto tambm estaro errados.
Lembre se de que o controle CNC precisa saber onde voc definiu o ponto zero do programa.
Como isto varia drasticamente de uma mquina CNC para outra, um mtodo mais antigo e usual
nomear o zero de programa no programa. Com este mtodo, o programador diz ao controle a
posio do ponto zero do programa em relao ao ponto zero da mquina.
Um modo mais recente e melhor para nomear zero do programa por alguma forma de
compensao. Fabricantes de controle de centros de usinagem normalmente chamam estas
compensaes de "Offsets" do zero de instalao. Fabricantes de centro de torneamento
comumente chamam estas compensaes para cada tipo de desenho da ferramenta.
Pontos de referncia
- Ponto zero da mquina: M
O ponto zero da mquina definido pelo fabricante da mesma. Ele o ponto zero para o sistema
de coordenadas da mquina e o ponto inicial para todos os demais sistemas de coordenadas e
pontos de referncia.
- Ponto de referncia: R
Serve para aferio e controle do sistema de medio dos movimentos da mquina. Ao ligar a
mquina sempre deve-se deslocar o carro at esse local, antes de iniciar a usinagem. Este
procedimento define ao comando a posio do carro em relao ao zero mquina.
- Ponto zero da pea: W
Este ponto definido pelo programador e usado por ele para definir as coordenadas durante a
elaborao do programa. Recomenda-se colocar o ponto zero da pea de tal forma que se
possam transformar facilmente as medidas do desenho em valores de coordenadas.
Pgina
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Tipos de Linguagem dos programas CNC
Com o surgimento do controle numrico foi necessrio se desenvolver uma linguagem entendvel
pelos controles das mquinas e esta deveria ser padronizada para que minimizasse o efeito
"Telefone sem fiol" to comum em tecnologias emergentes. Deste modo a EIA Standards,
(Associao das indstrias eltricas dos EUA) e mais em nvel mundial a ISO (International
Organization for Standardization), adotaram algumas prerrogativas, uma delas a distino entre
cdigo G (general ou preparatory) e cdigo M (miscelaneous).
As funes G: fazem com que as mquinas CNC se comportem de uma forma especfica quando
acionadas, ou seja, enquanto tal G estiver acionado o comportamento da mquina ser de tal
modo.
Cdigos G Padro ISO 1056
Cdigo G
Funo
G00
Posicionamento rpido
G01
Interpolao linear
G02
Interpolao circular no sentido horario (CW)
G03
Interpolao circular no sentido anti-horario (CCW)
G04
Temporizao (Dwell)
G05
No registrado
G06
Interpolao parablica
G07
No registrado
G08
Acelerao
G09
Desacelerao
G10 a G16
No registrado
G17
Seleo do plano XY
G18
Seleo do plano ZX
G19
Seleo do plano YZ
G20
Programao em sistema Ingls (Polegadas)
G21
Programao em sistema Internacional (Mtrico)
G22 a G24
No registrado
G25 a G27
Permanentemente no registrado
G28
Retorna a posio do Zero mquina
G29 a G32
No registrados
G33
Corte em linha, com avano constante
Pgina
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
G34
Corte em linha, com avano acelerando
G35
Corte em linha, com avano desacelerando
G36 a G39
Permanentemente no registrado
G40
Cancelamento da compensao do dimetro da ferramenta
G41
Compensao do dimetro da ferramenta (Esquerda)
G42
Compensao do dimetro da ferramenta (Direita)
G43
Compensao do comprimento da ferramenta (Positivo)
G44
Compensao do comprimento da ferramenta (Negativo)
G45 a G52
Compensaes de comprimentos das ferramentas
G53
Cancelamento das configuraes de posicionamento fora do zero
fixo
G54
Zeragem dos eixos fora do zero fixo (01)
G55
Zeragem dos eixos fora do zero fixo (02)
G56
Zeragem dos eixos fora do zero fixo (03)
G57
Zeragem dos eixos fora do zero fixo (04)
G58
Zeragem dos eixos fora do zero fixo (05)
G59
Zeragem dos eixos fora do zero fixo (06)
G60
Posicionamento exato (Fino)
G61
Posicionamento exato (Mdio)
G62
Posicionamento
G63
Habilitar leo refrigerante por dentro da ferramenta
G64 a G67
No registrados
G68
Compensao da ferramenta por dentro do raio de canto
G69
Compensao da ferramenta por fora do raio de canto
G70
Programa em Polegadas
G71
Programa em metros
G72 a G79
No registrados
G80
Cancelamento dos ciclos fixos
G81 a G89
Ciclos fixos
G90
Posicionamento absoluto
G91
Posicionamento incremental
G92
Zeragem de eixos (mandatrio sobre os G54...)
G93
Avano dado em tempo inverso (Inverse Time)
Pgina 10
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
G94
Avano dado em minutos
G95
Avano por revoluo
G96
Avano constante sobre superfcies
G97
Rotao do fuso dado em RPM
G98 e G99
No registrados
Nota: Os cdigos que esto como no registrados indicam que a norma ISO no definiu nenhuma
funo para o cdigo, os fabricantes de mquinas e controles tm livre escolha para estabelecer
uma funo para estes cdigos, isso tambm inclui os cdigos acima de G99
As funes M: agem como botes liga e desliga de certos dispositivos tais como: ligar ou desligar
o leo refrigerante, travar ou destravar um eixo.
Porm tendo em vista que a normalizao um tanto quanto difcil, estas prerrogativas podem ser
alteradas conforme as necessidades e boa vontade dos fabricantes de mquinas CNC e dos
Controles.
Cdigos M (Miscelneos) Padro ISO 1056
Cdigo M
Funo
M00
Parada programa
M01
Parada opcional
M02
Fim de programa
M03
Liga o fuso no sentido horrio (CW)
M04
Liga o fuso no sentido anti-horrio (CCW)
M05
Desliga o fuso
M06
Mudana de ferramenta
M07
Liga sistema de refrigerao nmero 2
M08
Liga sistema de refrigerao nmero 1
M09
Desliga o refrigerante
M10
Atua travamento de eixo
M11
Desliga atuao do travamento de eixo
M12
No registrado
M13
Liga o fuso no sentido horrio e refrigerante
M14
Liga o fuso no sentido anti-horrio e o refrigerante
M15
Movimentos positivos (aciona sistema de espelhamento)
M16
Movimentos negativos
M17 e M18
No registrados
Pgina 11
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
M19
Parada do fuso com orientao
M20 a M29
Permanentemente no registrado
M30
Fim de fita com rebobinamento
M31
Ligando o "Bypass"
M32 a M35
No registrados.
M36
Acionamento da primeira gama de velocidade dos eixos
M37
Acionamento da segunda gama de velocidade dos eixos
M38
Acionamento da primeira gama de velocidade de rotao
M39
Acionamento da segunda gama de velocidade de rotao
M40 a M45
Mudanas de engrenagens se usada, caso no use, No
registrados.
M46 e M47
No registrados.
M48
Cancelamento do G49
M49
Desligando o "Bypass"
M50
Liga sistema de refrigerao numero 3
M51
Liga sistema de refrigerao numero 4
M52 a M54
No registrados.
M55
Reposicionamento linear da ferramenta 1
M56
Reposicionamento linear da ferramenta 2
M57 a M59
No registrados
M60
Mudana de posio de trabalho
M61
Reposicionamento linear da pea 1
M62
Reposicionamento linear da pea 2
M63 a M70
No registrados.
M71
Reposicionamento angular da pea 1
M72
Reposicionamento angular da pea 2
M73 a M89
No registrados.
M90 a M99
Permanentemente no registrados
Nota: Os cdigos que esto como no registrados indicam que a norma ISO no definiu nenhuma
funo para o cdigo, os fabricantes de mquinas e controles tem livre escolha para estabelecer
uma funo para estes cdigos, isso tambm inclui os cdigos acima de M99.
Como j foi dito, programas so compostos de comandos e comandos so compostos de
palavras. Cada palavra tem um endereo de letra e um valor numrico. O endereo de letra diz
para o controle o tipo de palavra. Os fabricantes de controle CNC variam com respeito a como
eles determinam os nomes das palavras (letra e direo) e os significados delas. No inicio o
Pgina 12
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
programador CNC deve se referenciar pelo manual do fabricante do controle para saber o
significado e o endereo de cada palavra. Aqui est uma lista breve de alguns dos tipos de
palavras e as especificaes de endereo de letra mais comuns.
O - Nmero de Programa (Usado para identificao de programa)
N - Nmero de Sucesso (Usado para identificao de linha)
G - Funo Preparatria (Veja abaixo)
X - Eixo X
Y - Eixo Y
Z - Eixo Z
R - Raio
F - Taxa de avano
S - Rotao do fuso
H - Compensao de comprimento da ferramenta.
D - Compensao de raio da ferramenta.
T - Ferramenta
M - Funo miscelnea
Conforme mostrado acima, muitos dos endereos de letra so escolhidos de uma maneira lgica
(T para ferramenta 'tool', S para fuso 'spindle', F para taxa de avano 'feedrate', etc.). Algumas
requerem que o operador memorize.
Direes dos movimentos (eixos)
O programador CNC tem que conhecer as direes dos movimentos programveis (eixos)
disponveis para sua mquina CNC. Os nomes dos eixos variaro de um tipo de mquina
ferramenta para outra. Eles sempre sero referidos por um endereo de letra. Os nomes dos eixos
mais comuns so X, Y, Z, U, V, e W para eixos lineares e A, B e C para eixos giratrios. O
programador iniciante deveria confirmar estes designaes de eixo e direes (mais e menos) no
manual do construtor da mquina.
Sempre que um programador deseja comandar o movimento de um eixo ele deve especificar qual
eixo deseja mover e em que posio. Por exemplo, X 35 quer dizer que o eixo X est sendo
posicionado a 35 mm a partir do ponto de origem (levando em considerao que est usando o
modo absoluto e o sistema de medidas em milmetros).
Com eixos rotativos deve-se proceder da mesma forma. Tambm requer um endereo de letra
(normalmente A, B ou C) junto com o ponto final do movimento. Porm, o ponto final para um
movimento de eixo rotativo especificado em graus (no polegadas ou milmetros). Um comando
de eixo rotativo no modo absoluto de B45 quer dizer que o eixo B giraria a um ngulo de 45 graus.
Funes programveis
O programador tambm tem que conhecer quais as funes da mquina CNC so programveis
(como tambm os comandos relacionados).
O manual de referncia do construtor de mquinas ferramenta serve para informar quais funes
de sua mquina so programveis. Para te dar alguns exemplos de como algumas funes
programveis devem ser manuseadas, eles colocam algumas das funes programveis mais
comuns junto com as palavras de programao relacionadas delas.
Pgina 13
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Por exemplo:
Controle de rotao do fuso: S seguido de um valor numrico usado para especificar a
velocidade do fuso (em RPM em centros de usinagens).
M03 usado para girar o fuso sentido horrio.
M04 gira o fuso no sentido anti-horrio.
M05 desliga a rotao do fuso.
Trocador de ferramentas automtico (Centros de usinagem): Um "T junto com um
nmero inteiro positivo" usada para dizer mquina que estao de ferramenta dever
ser colocada no fuso. Na maioria das mquinas, um M06 diz para a mquina executar a
mudana de ferramenta de fato.
Troca de ferramenta (Em centros de torneamento): Um "T de quatro dgitos" usado para
comandar mudanas de ferramenta na maioria dos centros de torneamento. Os primeiros
dois dgitos do T especificam o nmero de estao na torre e os segundos dois dgitos
especificam o nmero de compensao a ser usado com a ferramenta.
Por exemplo, T0101 especifica que a ferramenta est na posio nmero 1 na torre e os
outros dois dgitos indicam o nmero de compensao.
Controle de refrigerao: M08 usado para ligar o leo refrigerante no modo "flood", ou
seja, injeo de liquido. Se disponvel, M07 usado para ligar o refrigerante no modo
"mist", ou seja, nvoa (leo refrigerante com ar comprimido). M09 desliga o refrigerante.
Os trs tipos de movimento mais bsicos
1 - Movimento rpido (Tambm chamado de posicionamento)
Este tipo de movimento usado para comandar movimento taxa de avano mais rpida da
mquina. usado para minimizar tempos no produtivos durante o ciclo de usinagem. Usos mais
comuns para movimento em rpido incluem posicionamento da ferramenta para se iniciar um
corte, movimentos de desvios de partes auxiliares tais como grampos, fixadores e outras
obstrues, e em geral, qualquer movimento no cortante durante o programa.
Voc tem que conferir o manual do construtor da mquina para determinar a taxa de
movimentao rpida. Normalmente esta taxa extremamente rpida (algumas mquinas
possuem taxas rpidas de bem mais de 25m/min), significando que o operador deve ser cauteloso
ao utilizar comandos de movimento rpido.
O comando que quase todas as mquinas CNC usam para iniciar movimento rpido o G00.
Dentro do comando de G00, o ponto final para o movimento determinado.
2 -Movimento em linha reta (interpolao linear)
Este tipo de movimento permite ao programador especificar a taxa de movimento (taxa de avano)
a ser usado durante o movimento em linha reta. Este movimento requerido enquanto se faz uma
furao, um faceamento e ao fresar superfcies retas.
O mtodo pelo qual a taxa de avano programada varia de um tipo de mquina para o outro. Em
geral, centros de usinagens s permitem que a taxa de avano seja especificada em formato de
por minuto (polegadas ou milmetros por minuto). Os centros de torneamento tambm permitem
Pgina 14
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
especificar taxa de avano em formato de por revoluo (polegadas ou milmetros por
revoluo).
A palavra G01 normalmente usada para especificar movimentao em linhas retas. No G01, o
programador incluir o ponto final desejado em cada eixo.
3 - Movimento circular
Este tipo de movimento usado para gerar trajetrias circulares, como por exemplo, raios durante
a usinagem.
Dois cdigos G so usados com movimento circular. G02 usado para especificar movimentos
circulares direita (sentido horrio) enquanto G03 usado para especificar os movimentos
circulares a esquerda (sentido anti- horrio).
Tendo em mente os conceitos a respeito de uma mquina CNC, partiremos agora para a parte da
utilizao do Mastercam.
Pgina 15
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Mastercam
Mastercam um software CAD/CAM baseado em Windows para fresamento e torneamento 2 a 5
eixos, eroso a fio 2 a 4 eixos, modelamento 2D, 3D, superfcies, slidos, modelamento e
usinagem de relevos artsticos e usinagens especializadas para madeira (router).
O software conta com mais de 125.000 licenas em 75 pases, nas reas de moldes,
prototipagem, automotiva, aeronutica, mdica e produtos de consumo. comercializado em
diversos mdulos e nveis para facilitar a adequao do produto s necessidades de cada
empresa. Segundo anlise realizada pela CIMdata sobre os softwares CAM mais utilizados no
mundo, pelo 13 ano consecutivo o Mastercam venceu em sua categoria.
Resumo da Interface
1Barra de Status
A barra de status aparece na parte inferior da janela do Mastercam. Nesta barra voc pode ajustar
as cores das entidades, nveis, definir vistas e outros ajustes.
2-
Gerenciador de operaes
Localizado no lado esquerdo da janela do Mastercam, o gerenciador de operaes permite que
voc defina vrios elementos relacionados a criao das usinagens, como por exemplo definio
do bloco a ser usinado. Alm disso, todas as usinagens a serem criadas ficam listadas neste
campo.
Pgina 16
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Voc pode esconder o Gerenciador de Operaes utilizando a tecla de atalho ALT+O. Isso
permitir que a sua rea grfica fique maior.
O item Propriedades o local onde parmetros de ajuste so definidos, como por exemplo, os
arquivos, ferramentas, ajuste do bloco e zonas de
segurana.
3-
Mensagens interativas
Algumas funes do Mastercam possuem mensagens
interativas. Elas so teis, pois auxiliam o usurio na
utilizao de um comando. Por exemplo, usando o recurso
de Criar linhas por Extremos, a seguinte mensagem
aparecer:
Aps voc selecionar um extremo na rea grfica, a
primeira mensagem substituda por outra instruo:
Neste exemplo, na medida em que cria linhas adicionais,
as mensagens continuam aparecendo, at que voc saia
da funo.
4-
Dicas
As dicas so exibidas sempre que voc aproxima o cursor. Estes o ajudam a identificar a funo,
ou opo.
Pgina 17
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
5-
Janelas de dilogo
Algumas janelas de dilogo podem ser expandidas para mostrar campos adicionais. De modo
padro, a janela de dilogo aparece de forma contrada.
6-
Colocando valores nos campos
Em campos numricos o Mastercam aceita que se faa as quatro operaes matemticas (adio,
subtrao, multiplicao e diviso). Alm disso, em campos numricos em amarelo, clicando com
o boto direito do mouse possvel capturar valores. Dados que podem ser obtidos:
Pgina 18
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
7-
Teclas de atalho do Mastercam
Pgina 19
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
2. CONHECENDO OS MENUS DO MASTERCAM
2.1 Menu Arquivo
Alm dos recursos comumente encontrados no menu Arquivo dos demais programas, o
Mastercam possui alguns recursos que sero considerados a seguir:
: Importa entidades de outro arquivo e os une dentro do arquivo atual.
(OBS: Usinagens no podem se importadas devido sua natureza complexa).
: Em vez de colocar os arquivos .MCX, NC, bibliotecas de ferramenta e
material em pastas separadas, esse comando salva todos esses arquivos numa nica pasta com
o desenho.
: Notifica novas verses do arquivo. Sub-menus deste comando:
: Procura a verso mais nova do arquivo atualmente carregado.
: Rastreia uma lista de arquivos.
:: O usurio escolhe as opes de rastreamento.
2.2 Menu Editar
: Apaga entidades selecionadas.
: Apaga linhas duplicadas, ou seja, linhas exatamente iguais (mesmas
medidas, mesmo sentido de criao).
: Alm dos valores XYZ, o usurio usa parmetros como cor,
espessura da linha e estilo do ponto para definir o que determinar que uma entidade seja
duplicata de outra.
Restaurar entidades
: restaura uma entidade apagada.
Pgina 20
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Restaurar quantidade de entidades
: Restaura quantas entidades o usurio desejar. Por
exemplo, se voc pagou 10 entidades, voc pode restaurar 7.
Restaurar entidade por mscara
: Seleciona entidades especficas, de acordo com as
geometrias, pontos, linhas, arcos, etc., para restaurar.
e seus sub-menus: Quebra detalhamento em linhas. Por exemplo,
quando criamos uma cota, ele reconhece as setas, a linha e os nmeros como uma nica
entidade. Atravs deste recurso podemos apagar apenas algumas coisas, como por exemplo
apenas os nmeros da cota.
: Modifica os sentidos (ponto de controle) da spline criada.
: Transforma uma spline fechada (ou metade de uma spline) em um arco. Apenas
muda a propriedade.
: S para superfcies. Coloca a superfcie ao avesso, ou seja, o lado positivo
da superfcie para dentro. Indicado para casos em que o vetor da ferramenta est para o lado de
dentro e eu preciso ajustar para usinar.
: A mesma coisa do recurso anterior, porm inverte-se a superfcie apenas
clicando na seta que aparece.
2.3 Menu Analisar
: Apresenta as propriedades da entidade (ou vrias) e permite a
edio delas. Pode-se analisar linhas, arcos, pontos, splines e todas as superfcies e slidos e
entidades de detalhamento.
: Visualiza as coordenadas XYZ de uma posio selecionada ou entidade
ponto. Esta funo traz informaes somente para leitura.
: Analisa a distncia entre duas entidades selecionadas ou posies, criando
uma ou mais linhas tericas.
: D detalhes das reas de fronteira e permetro, centro de gravidade,
Pgina 21
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
momento de inrcia em torno dos eixos XYZ e sobre o centro de gravidade. Estes dados podem
ser salvos.
: Gera informaes sobre a rea total da superfcie. Os dados podem
ser salvos. (OBS: Se a tolerncia de altura cordal for menor, a anlise ser mais precisa e o
clculo mais prximo de reas).
: Analisa o volume e a massa do slido, numa densidade definida, o
centro de gravidade e o momento de inrcia relativo linha do eixo selecionada. Tambm pode-se
salvar os dados obtidos.
: Analisa o encadeamento selecionado na ordem, para identificar
possveis problemas (linhas sobrepostas, direes invertidas, entidades pequenas) que poderiam
passar desapercebidos.
: Gera um relatrio texto contendo as propriedades de todas as entidades
encadeadas. Pode-se analisar tanto contornos 2D quanto 3D. O relatrio pode ser salvo.
: Analisa os ngulos entre duas linhas ou trs pontos entre duas linhas ou trs
pontos selecionados na rea grfica. Os mtodos de medio do ngulo so:
PlCons (Plano de Construo): Baseia-se no plano de construo atual.
3D: Mostra o ngulo verdadeiro de linhas no plano que estas definem.
: Visualiza dinamicamente as informaes de qualquer posio. Informaes
que aparecem:
Linhas: Coordenadas XYZ do ponto e da tangente.
Arcos e splines: Coordenadas XYZ do ponto e da tangente e o raio de curvatura.
Superfcies e faces do slido::
Cooredenadas
XYZ do ponto, da normal e o
mnimo raio de
curvatura.
Banco de dados/ Nmero
: Identifica e visualiza as propriedades de uma
entidade usando somente o nmero da entidade (definido automaticamente a todas).
: Traz as informaes do banco de dados de cada entidade selecionada.
Pode-se ver o nmero da entidade, data e hora de criao e o nmero de referncias para a
associatividade, que podem ser geometrias (superfcies e dimenses, slidos e usinagens).
Testar superfcies e slidos
superfcie:
: Faz as seguintes anlises sobre uma
Verificar modelo: Verifica interseces entre si, backups e cantos internos contra a
tolerncia especificada.
Pgina 22
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Pequenas superfcies: Verifica superfcies que estejam sobre outras superfcies com
tamanho e rea definidos.
Normais: Analisa o vetor normal de superfcies relacionadas e relata o nmero de
superfcies ruins, cujo vetor normal muda de direo bruscamente, em qualquer local.
Superfcies de base: Verifica superfcies de base e permite que opcionalmente seja
escondida/mostrada na rea
: Identifica condies de erro que podem interferir nas operaes de
modelamento de slidos. Se os erros forem detectados, aparecer uma lista com os erros e ao ser
selecionado aparecer na rea grfica sua localizao.
2.4 Menu Criar Ponto
: Cria um ponto num lugar qualquer, onde podemos dar tanto as
coordenadas quanto clicar na superfcie/rea.
: cria um ponto numa linha, arco, spline, superfcie ou face do slido na
distncia especificada pelo usurio.
: Cria pontos onde ficam os pontos de controle das splines.
: Cria pontos numa distncia, nmero ou entidade desejada.
: Cria pontos nos extremos da geometria.
: Cria pontos no centro exato de arcos e/ou crculos. O usurio
define o tamanho mximo dos arcos que deseja usar, seleciona os arcos e tecla ENTER. Para
criar arcos no centro de arcos e de crculos escolha a opo Arcos Parciais. Se esta opo no for
selecionada, o ponto ser criado somente no centro de crculos (arcos fechados). Se quiser
apagar os arcos e crculos selecionados aps a criao dos pontos, escolha a opo Apagar
Arcos.
2.5 Menu Criar Linha
: Cria linhas verticais, horizontais, tangente, angulada.
: Cria uma linha entre uma linha, arco ou spline.
Pgina 23
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
: Cria uma linha bissetriz atravs da indicao de duas linhas.
: Cria uma linha perpendicular a uma linha, arco ou spline. Voc pode
indicar um ponto aleatrio ou o comprimento dessa linha paralela. Este recurso tambm cria uma
linha tangente.
: Cria linha paralela outra numa distncia de afastamento aleatria ou prdeterminada.
: Cria uma tangente num arco ou spline.
2.6 Menu Criar Arco
:
cria
um
crculo
entre
dois
ou
trs
pontos.
: Indica-se o centro do crculo e define-se o raio ou dimetro.
: Cria um arco baseado apenas no valor do arco e no ngulo final.
: cria um arco baseado em trs dados: o ponto central, o ngulo inicial e
o ngulo final do arco. Alm de poder indicar o valor do arco, tambm possvel reverter a direo
do
arco
e
ainda
criar
um
arco
tangente.
:
cria
arco
atravs
da
indicao
de
pontos.
: cria um arco tangente a uma linha, crculo, arco, etc.
Pgina 24
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
2.7 Menu Criar - Concordncia
: Concorda duas entidades com uma valor de raio definido pelo usurio.
: Concorda entidades que possuam cantos vivos e que podem ser
reconhecidas como uma nica entidade (mais usado para geometrias de eroso a fio).
2.8 Menu Criar Chanfro
: Cria chanfros em entidades.
: Cria chanfros em cantos vivos.
2.9 Menu Criar Spline
: Os pontos para criao da spline podem ser definidos atravs de cliques na
rea grfica ou por indicao das coordenadas.
: Cria a spline a partir de pontos que foram criados antes (padro prdefinido). Crie uma spline fechada indicando o mesmo ponto para incio e final.
: Cria uma spline baseada na geometria de uma curva existente. Pode-se definir
uma tolerncia que determinar o quanto a spline se aproximar das curvas selecionadas, alm
de poder manter, apagar ou mover para outro nvel.
: Cria a spline a partir de duas curvas, indicando os pontos remanescentes de
cada uma delas (esses pontos ficam onde comea e termina a spline).
2.10 Menu Criar Curva
: Cria uma curva na borda de uma superfcie.
: Cria curvas em todas as bordas.
Pgina 25
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
: Cria uma curva com posio fixa (parmetro constante) e
qualidade definida. (Para visualizar melhor use no modo no sombreado).
: So mltiplas curvas ao longo de uma superfcie em uma direo de
parmetro constante. Pode-se definir quantas curvas criar a quo perto estaro da superfcie.
: Quando indicar a superfcie na qual deseja criar a curva, a seta dinmica
aparece para criarmos os pontos extremos na curva e outros pontos adicionais ao longo da curva.
: Fatia superfcies atravs de um plano. Cria-se curvas ao longo das
interseces do plano com as entidades indicadas.
: Indique a superfcie onde quer criar uma curva. Ao indicla a curva
criada automaticamente com entidade fixa.
: Utilizada na criao de moldes. Usa o PlCons para determinar as
linhas a criar. a linha de horizonte de uma superfcie ou slido, ou onde a superfcie/slido se
curva para fora da vista.
: Cria curvas nas interseces entre dois conjuntos.
2.11 Menu Criar Superfcies
: Cria a superfcie atravs de combinao de no mnimo 2 curvas ou
encadeamentos de curvas. uma combinao linear das curvas.
: A partir de uma curva e de um eixo de rotao a superfcie criada.
: Afasta ou copia uma superfcie numa distncia determinada.
: Criada encadeando curvas ao longo de um caminho.
Encadeamentos transversais: So os encadeamentos selecionados para a varredura.
Encadeamentos longitudinais: So os que definem o caminho da varrida.
: Cria a superfcie como se fosse um cobertor sobre a geometria.
Pgina 26
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
: Cria uma Cerca (ou muros, por assim dizer) numa superfcie selecionada.
Essa cerca pode ser angulada.
(ou Inclinada): Extruda a superfcie em ngulo.
: Extruda uma superfcie numa altura, rotao, escala, afastamento e
ngulo definidos pelo usurio.
: Cria superfcies tangentes duas superfcies. Deve-se
selecionar 2 conjuntos de superfcie.
: Cria uma ou mais concordncias, com raio definido. Indique as
superfcies que deseja concordar e d ENTER. Encadeie a curva na qual deseja que a superfcie
seja concordada. D Ok.
: Cria uma ou mais superfcies de concordncias, com raio
definido, apoiada numa curva ou encadeamento de curvas na localizao do trilho e tangente a
uma ou mais superfcies selecionadas.
: Apara superfcies nas interseces entre dois conjuntos de
superfcie (cada uma deve conter apenas uma superfcie), aparando uma (ou ambas) dos
conjuntos de superfcies.
: Indique a superfcie a aparar e d ENTER. Encadeie a curva onde
quer que a superfcie seja aparada e clique na regio que quer manter.
: Indique a superfcie a aparar e d ENTER. Selecione o plano no qual
deseja que a superfcie seja aparada e tecle ENTER.
: Selecione a superfcie, indique a borda a estender. Para
quebrar toda a borda tecle ENTER. Escolha um segundo ponto na borda. Voc pode inverter a
posio. A borda ser estendida num valor que o operador determina. A superfcie original no
modificada. O Mastercam cria uma nova superfcie aparada na rea estendida.
: Estende a superfcie num comprimento definido ou at um plano
selecionado. Pode-se optar por manter ou apagar a superfcie original, Utilizado em bordas que
no foram aparadas.
: Usa o slido existente para extrair informaes e criar a superfcie.
O slido permanece inalterado. A superfcie pode ser feita a partir de todo o slido ou de apenas
Pgina 27
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
uma face dele.
: Cria uma superfcie dentro de um encadeamento plano e fechado.
Se o encadeamento estiver aberto, o Mastercam pergunta se deve fech-lo automaticamente.
: Preenche furos de uma superfcie aparada. Os furos podem ser
internos ou externos. Pode-se preencher todos ou apenas os furos selecionados.
: Preenche furos internos e externos. Difere da funo
anterior no aspecto de remover a superfcie aparada e a substitui pela superfcie de base.
: Quebra a superfcie numa posio fixa ao longo de uma das direes da
superfcie.
: Desfaz a operao anterior.
: Cria uma superfcie adicional tangente duas superfcies
selecionadas.
: Cria uma superfcie adicional tangente trs superfcies
selecionadas.
: Combina trs superfcies de concordncias que se interceptam,
criando uma ou mais superfcies tangentes s trs primeiras superfcies. til para arredondar
cantos de caixas j com as concordncias.
2.12 Menu Criar Detalhamento
: Regenera todas as entidades de forma automtica, sempre que
houver alteraes na geometria.
: Regenera todas as entidades de detalhamento (associadas ou no).
Recria ou reformata a entidade com base nos parmetros atuais.
: O usurio indica as entidades de detalhamento que quer regenerar.
: Imediatamente regenera todas as entidades de detalhamento
associadas.
Pgina 28
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
2.13 Menu Criar Cota
: Cria cotas ordenadas horizontais a partir de um ponto base comum ao longo
do eixo X do Plano de Construo.
: Cria cotas ordenadas verticais a partir de um ponto base comum ao longo do
eixo Y no PlCons.
: Cria cotas a partir de um ponto base comum, ao longo de um eixo formado por
dois pontos informados.
: Adiciona cotas secundrias (dependentes) a outras
ordenadas de base existente indicada e o Mastercam determina como 0.0000
: Cria cotas ordenadas a partir de uma origem comum (ponto base). H
um grande ganho de tempo, pois o usurio cria vrias cotas ordenadas de uma vez, eliminando a
necessidade de entrar pontos individuais.
: Seleciona, reposiciona e alinha o texto de todas as cotas
ordenadas ao longo de um eixo comum.
: Cria linhas de chamada livres.
: Manualmente inclui linhas de cotas com ou sem textos para criar anotaes
ou linhas de cota livres.
: Cria notas e textos.
: Cria hachuras com padres definidos (ou no) pelo usurio. OBS: As hachuras
preenchem fronteiras fechadas, com exceo de encadeamentos fechados que formam furos.
: Cria de forma dinmica cotas sem acessar nenhuma outra funo
do menu detalhamento.
: Edita-se os parmetros das cotas apenas para o arquivo atual.
Pgina 29
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
: Cria rapidamente um retngulo definido por dois pontos.
: Cria retngulo, oblongo, D simples ou D duplo. Mtodos de criao de
uma forma retangular:
Ponto base: Selecione o ponto ncora do retngulo. O Mastercam utilizar esse ponto na
medida em que o retngulo criado.
2 pontos: Cria o retngulo clicando em 2 pontos, sem definir valores. : Cria polgonos com
as geometrias e opcionalmente com a superfcie. : Cria uma elipse com as geometrias e
opcionalmente com as superfcies.
: Cria polgonos com as geometrias e opcionalmente com a superfcie.
: Cria uma elipse com as geometrias e opcionalmente com a superfcie.
: Cria uma espiral, podendo determinar o passo inicial e o final, tanto no plano XY
como em XZ. O usurio pode definir o nmero de voltas ou altura e escolhe o sentido de criao
(horrio ou anti-horrio).
: Cria uma espiral cnica, onde pode-se definir os ngulos iniciais e finais, raio,
nmero de voltas ou altura, passo ou direo.
2.14 Menu Criar Primitivas
: Cria um cilindro por slido ou superfcie.
: Cria um cone por slido ou superfcie.
: Cria um bloco por slido ou superfcie.
: Cria uma esfera por slido ou superfcie.
: Cria um torus por slido ou superfcie.
: Cria um texto alfanumrico com linhas, arcos e splines. Pode-se usar fontes
fornecidas pelo Mastercam ou as fontes do computador do usurio.
Pgina 30
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
: Esta funo verifica as dimenses mximas da pea, criando uma fronteira
retangular ou cilndrica em volta das entidades selecionadas.
(Criar crculo de furos): til quando no se tem acesso s funes de furao.
Tambm pode-se criar as furaes sem criar as geometrias.
: Extrai geometrias 2D a partir de um slido 3D para criar usinagens.
: cria rasgos padro DIN. O usurio pode criar alvios de roscas ou eixos e
opcionalmente aparar todas as linhas horizontais e verticais que interceptam os extremos do
rasgo.
: Disponvel apenas no Mastercam Router. Cria escadas com corrimo
aberto ou fechado.
: Apenas para Mastercam Router. Cria de forma rpida geometrias para
portas e painis.
2.15 Menu Criar Slidos
: Extruda curvas planas e cria um ou mais slidos. Corta um slido existente;
inclui ressalto em slido existente.
: Revoluciona encadeamento de curvas, levando o formato dessas curvas
em torno de um eixo selecionado.
: Varre um encadeamento de curvas planas (chamado de seo transversal)
para criar slidos, cortes ou ressaltos. Curvas longitudinais: curva ao longo da distncia total de
um nico encadeamento de curvas.
: Cria por sees encadeadas de curvas um slido, corte ou ressalto em um
slido j existente. Faz a transio entre duas ou mais curvas encadeadas. O ponto inicial
escolhido e o sincronismo do encadeamento afetam como o Mastercam alinhar os
encadeamentos e as transies entre estes.
: Resulta num arredondamento, criando novas faces s bordas.
Pgina 31
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
: Cria concordncias atravs das faces do slido.
: Usando tanto a funo 2 distncias quanto a funo Distncia e
ngulo ser necessrio selecionar tambm uma face de referncia para calcular o chanfro
resultante.
: Torna oco os slidos. Primeiro escolha o material a remover e
opcionalmente selecione as faces a permanecerem abertas. As espessuras das faces
remanescentes so determinadas pelo usurio.
: Apara slidos selecionados a um plano, superfcie ou slido lmina aberto.
: Converte num slido fechado uma lmina slido aberta.
: Remove faces selecionadas de um slido, resultando num slido
lmina aberto.
: Inclina faces a partir de um ngulo e direo. Facilita a incluso, edio
e remoo de faces inclinadas.
Inclinar por face: Inclina as faces do slido usando uma face plana como referncia.
Selecione a face plana de referncia e a direo da inclinao.
Inclinar por planas: Inclina as faces do slido usando um plano de referncia.
Inclinar por borda: Inclina faces do slido usando uma ou mais bordas de
referncia.
Inclinar extrudar: Inclina faces do slido numa operao de extruso. Esta opo
habilitada quando todas as faces do selecionadas forem faces laterais (paredes) varridas
durante a operao de extruso.
Operaes Booleanas:
So um conjunto de funes
,
e
,
que permitem a construo de slido, combinando dois ou mais slidos existentes.
Associativas: Booleana adicionar, remover e comum.
No associativas (NA): Encontram-se no sub-menu. Remover NA e Regies
comuns NA.
A operao booleana resultante sempre um nico slido, independentemente do nmero de
slidos-objeto selecionados.
: Rapidamente localiza furos ou concordncias em corpos slidos que
no possuam a rvore de histrico. Voc ainda pode remover essas caractersticas ou ento
recriar a rvore do slido.
: Cria um ou mais slidos a partir de superfcies selecionadas, unindoas. Furao til para trabalhar com arquivos importados que contm uma superfcie
representando um slido ou na converso de superfcies recm construdas criadas para resolver
Pgina 32
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
problemas de substituio de superfcies.
: Cria um layout com diferentes vistas da pea, numa folha definida. Os layouts
padro so:
4 vistas DIN: Vista de trs, frente, esquerda e isomtrica.
4 vistas ANSI: Vista de trs, frente, direita e isomtrica.
3 vistas DIN: Vista de trs, frente e esquerda.
3 vistas ANSI: Vista de trs, frente e direita.
2.16 Menu Transformar
: Move, copia ou une entidades dentro de uma mesma vista (plano) sem alterar
sua orientao, tamanho e forma.
: Move, copia ou une entidades selecionadas entre vistas (de um plano para
outro) sem alterar seu tamanho, orientao e forma.
: Cria imagens espelhadas da geometria refletidas simetricamente ao eixo
escolhido (horizontal/vertical), ngulo especificado ou linha selecionada.
: Move, copia ou une geometrias ou entidades selecionados em torno de um
ponto central. Usando Transladar o eixo de orientao no muda, mas em Rotacionar sim.
: Aumenta ou reduz o tamanho das entidades.
Uniforme: Escala as entidades nos 3 eixos com um nico fator de escala ou
percentual. O tamanho se altera, mantendo seu formato original.
XYZ: Aplica um fator de escala ou percentual diferente para cada um dos eixos. As
entidades mudam de tamanho e forma, aparentando terem sido amassadas ou esticadas.
Se aplicar escala XYZ em um slido, a rvore de histrico se perder.
(S a partir da X3): Rapidamente move todas as geometrias visveis
para um ponto a ser selecionado com o cursor. No modo de construo 2D o ponto selecionado
com o cursor mover para a origem XY, mas todas as entidades mantero o valor Z original. No
modo 3D o valor de Z se atualiza.
: Afasta uma entidade de cada vez, paralela original, numa distncia e direo
definidas.
: Move ou copia um encadeamento de entidades, deslocando-a numa
distncia e direo definida e (opcionalmente) tambm na profundidade.
Pgina 33
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
: Existem 3 opes:
Profundidade: Projeta as entidades numa profundidade Z determinada no plano de
construo atual.
Plano: Projeta entidades que esto no espao 3D e as projeta num plano 2D.
Superfcie: Projeta curvas em superfcies ou slidos.
: Cria uma repetio de entidades simultaneamente em 1 ou 2 direes,
relativo ao plano de construo.
: Enrola linhas, arcos e splines em torno de um eixo e tambm ao redor de um
cilindro, ou ento torna entidades enroladas em planas.
: Move ou copia entidades para uma nova posio, arrastando, transladando ou as
rotacionando.
: Estica entidades num plano 2D.
: Espelha, rotaciona, escala, afasta e translada arquivos .STL (Esteriolitografia: tipo de
modelo para arquivos 3D. uma coleo de tringulos orientados que representam superfcies e
modelos slidos).
(Aplicativo adquirido parte): Permite o encaixe automtico de
peas numa chapa, para melhor aproveitamento.
2.17 Menu Usinagens
Usinagens FBM: Elimina o processo manual de identificao das caractersticas das peas. Para
usar este comando preciso que haja pelo menos uma cavidade aberta, fechada ou passante,
com fundo plano e paredes a 90. Tambm necessrio que haja um bloco definido. Existem 2
tipos de usinagem FBM:
: Detecta automaticamente furos nos slidos, incluindo furos
cegos, passantes, co-axiais e furos divididos entre faces.
: Analisa a pea em slido, detecta todas as caractersticas
a usinar e automaticamente gera as operaes 2D necessrias. Cria operaes de desbaste e
sobras, operaes de acabamento de paredes e de pisos, faceamento (se o bloco no eixo Z
estiver acima do topo da pea), contornos externos (se o bloco ultrapassar as fronteiras nos eixos
XY).
Pgina 34
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
: Produz movimentos de ferramenta mais suaves e eficientes, otimizados
para alta velocidade e alta dureza.
Usinagens padro de superfcie
Paralelo: No desbaste remove grande quantidade de material rapidamente. No
acabamento usina todas as superfcies em passes paralelos.
Radial: Corta do centro pra fora.
Projetado: Projeta a geometria ou a usinagem a partir de uma operao anterior
sobre superfcies.
Linhas de fluxo: Seguem a forma e a direo das superfcies e criam um movimento
de usinagem suave e de fluxo (No pode ser usada em arquivos STL).
2.19 Menu Tela
Neste menu voc determina os ajustes padro e gerencia a aparncia da geometria na tela
grfica. As funes deste menu temporariamente removem e restauram entidades selecionadas,
redesenha, regenera ou copia imagens da rea grfica e combina todas as vistas paralelas numa
nica vista.
2.20 Menu Ajustes
Voc pode definir, salvar ou carregar os valores padres e preferenciais (Configurao) que
deseja trabalhar. Outras funes permitem criar configuraes de barra de ferramentas
customizadas, menus, teclas de funo e configurar funes do boto direito do mouse. A
configurao e parmetros de personalizao definidos podem ser salvos num arquivo, que voc
carrega quando precisar deles, mesmo em outras instalaes do Mastercam, desde que seja a
mesma verso instalada.
A partir deste menu, voc pode tambm rodar aplicaes de terceiros, scripts VB, criar, editar ou
rodar macros Mastercam. Outras ferramentas permitem a otimizao e gerenciamento de
memria do Mastercam. Voc pode tambm usar funes do Gerenciador de Definio de
Mquina e Definio do Controle neste menu para ajustar ou modificar e as definies de mquina
e controle.Finalmente, poder manipular as folhas de visualizao a partir deste menu.
2.21 Menu Ajuda
Zip2GO: Coleta e comprime arquivos. O ZIP2GO procura grupos de mquina em seus arquivos e
captura todas as informaes de configurao do Mastercam, definio de mquina e arquivos do
ps. Voc pode escolher quais arquivos incluir.
Pgina 35
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
3.
CONHECENDO
O
MENU
GERENCIADOR DE OPERAES
PROPRIEDADES
DO
Ao carregarmos uma mquina, o Gerenciador de Operaes apresenta os seguintes itens:
Precisamos conhec-los e saber a funo de cada um destes parmetros.
3.1 Arquivos
Visualiza e define os nomes dos arquivos e locais usados pelas operaes no grupo de mquina
selecionado. Estes ajustes afetam os valores padro, ps processamento e bibliotecas de
ferramenta e operaes.
3.2 Ajustes de ferramenta
Controla a numerao do arquivo NC, afastamentos da ferramenta, avanos, velocidades,
refrigerante e outros parmetros, incluindo a seleo de material.
3.3 Ajuste do bloco
Cria um modelo de bloco, ou seleciona um arquivo contendo o modelo de bloco. No Mastercam
torno tambm define-se placa, contra pontas e lunetas. Modos de ajustar dimenses do bloco:
Indicar cantos: Retorna rea grfica e seleciona-se dois cantos opostos de um retngulo.
Caixa limite: Calcula os pontos mais distantes da geometria da pea.
Dimenses NCI: Calcula os pontos mais distantes da usinagem, baseado somente nos
movimentos em rpido.
Todas as Superfcies/Slidos/Entidades: Detecta os valores das entidades que esto na
rea grfica automaticamente.
Pgina 36
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
3.4 Zona de Segurana
Cria uma zona de segurana em volta da origem do sistema para permitir uma retrao segura da
ferramenta, fora desta zona de segurana. As zonas de segurana ajudam a evitar colises que
poderiam ser causadas pela indexao das mquinas, ou contato com a pea ou fixaes na
trajetria da ferramenta.
4. UTILIZANDO A JANELA DE ENCADEMENTO
Em toda usinagem a ser criada a janela de encadeamento aparecer. Encadeamento o
processo de seleo e unio de partes da geometria, de modo que formem a base para criar
usinagens, superfcies ou slidos. Este conceito fundamental no Mastercam tem aplicaes
importantes tanto no modelamento como na usinagem.
De forma simples, encadear uma geometria nada mais do que
falar ao Mastercam qual ser o caminho que a ferramenta
dever percorrer em uma usinagem.
Plano de Geometria: Voc pode encadear as entidades
somente em 3D ou relativo ao plano de construo atual
(PlConst). Encadear em 3D permite que a 'cadeia' se propague
em planos diferentes. Encadear por PlConst bidimensional;
todas as entidades devem pertencer a um nico plano.
Mtodo de seleo: Use as funes a seguir na janela de
Encadeamento para alterar ou corrigir encadeamentos na
medida em que so criados.
ltima: Re-selecione o ltimo encadeamento de
entidades criado.
Desmarcar:
selecionadas.
Deseleciona
todas
as
entidades
Aplicar:: Encerra o encadeamento mas permanece na
funo de encadeamento.
Reverter: Reverte a direo de encadeamento.
Incio / Fim do encadeamento: Use estes
botes nos campos Incio e Fim, para mover o incio ou o fim de um encadeamento a partir de um
ponto extremo da entidade para outro. (OBS: Voc pode mover a posio Inicial do
encadeamento somente em encadeamentos abertos. A opo de mover a posio Final do
encadeamento disponvel somente para encadeamentos abertos ou parciais).
Pgina 37
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Mover dinamicamente incio/fim do encadeamento: Altera dinamicamente os pontos
iniciais ou finais, movendo-os na tela grfica com o cursor.
Encadeando Slidos: O boto encadear slidos atua de modo liga/desliga, permitindo que possa
incluir ou excluir certos tipos de elementos do slidos da seleo por encadeamento, incluindo:
Borda : Seleciona as bordas do slido no modelo ou as exclui da seleo.
Face: Seleciona as faces do slido no modelo ou as exclui da seleo.
Loop: (disponvel somente quando encadear slidos para criar usinagens). Cria um
encadeamento fechado (sem pontos de desvio) -os quais selecionou a aresta, uma face de
referncia, um loop resultante e ponto inicial.
Loop parcial: (disponvel somente quando encadear slidos para criar usinagens). Cria
um encadeamento aberto -no qual seleciona a aresta inicial, face de referncia e aresta final.
Do fundo: Seleciona bordas do slido ou faces, somente da parte de trs do modelo.
Ao desativar, voc pode selecionar bordas do slido ou faces, somente da parte de trs do
modelo.
Use outras opes nesta janela para desmarcar ou re-selecionar encadeamentos slidos, reverter
a direo ou mover o incio do encadeamento.
Pgina 38
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
5. SELECIONANDO FERRAMENTAS DE UMA BIBLIOTECA
Sempre que criar uma usinagem a seguinte aba aparecer:
Utilize um dos mtodos a seguir para selecionar uma ferramenta:
Na lista de ferramentas, clique na ferramenta que deseja usar.
Se a ferramenta que deseja utilizar no estiver listada, acione Selecionar
ferramenta da biblioteca. Isto abrir uma janela de Seleo de Ferramenta onde poder
indicar uma ferramenta da biblioteca atual ou a partir de qualquer outra biblioteca que
escolher.
Com o menu do boto direito, opte Criar nova ferramenta e defina a ferramenta.
IMPORTANTE: Todas as definies da nova ferramenta que voc criar so armazenadas
somente no grupo de mquina atual, a menos que as salve numa biblioteca de ferramenta.
Pgina 39
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
6. CONHECENDO O GERENCIADOR DE USINAGENS
Use o Gerenciador de Usinagens para gerar, ordenar, editar, regenerar, verificar, simular e psprocessar operaes, incluindo usinagens associativas ou no.
A Lista do Gerenciador de Operaes uma hierarquia de pastas que organizam os seguintes
tipos de informaes:
No Gerenciador de Operaes, cada operao tem um nome que descreve o tipo de usinagem,
por exemplo, Desbaste Por Linha de Fluxo de Superfcie. Uma nica pea pode ter diversas
operaes dentro de um ou mais grupos de mquina ou grupos de usinagem. Cada operao tem
ao menos quatro partes:
Parmetros da Operao: Inclui todas as informaes da usinagem, tais como
ferramenta, nmero de passes de corte, etc..
Pgina 40
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Definio da ferramenta: Informao sobre o tamanho e forma da ferramenta.
Geometria da Pea: Contm a geometria selecionada da pea ou seo sendo usinada.
Um arquivo intermedirio separado (NCI) que contm todos os dados da operao. O psprocessador utiliza o arquivo NCI para criar o arquivo NC para sua mquina/controle especfico.
6.1 cones do gerenciador de usinagens
cones de Pasta de Operaes
Pasta da Operao: Contm os componentes da operao tais como parmetros de
usinagem, parmetros de ferramenta, geometria ou slidos.
Operao selecionada: Ao selecionar uma operao, a pasta mostrada com uma marca.
Voc seleciona operaes para coletivamente executar certas funes no grupo selecionado, tais
como regenerar, simular ou simular em slido.
cones de Parmetros
Parmetros da Operao: Abre a janela de Parmetros da Usinagem, onde voc poder
indicar a ferramenta, ajustar avanos, rotao e outros parmetros gerais de usinagem.
Subprograma: Indica a operao que contm um ou mais subprogramas e abre a
respectiva janela para operaes de transformao. (Um sub-programa um programa NC
chamado por um outro programa NC principal, para repetir o cdigo dentro de uma operao)
cone da Ferramenta
Parmetros de Ferramenta: Abre a janela Definir Ferramenta onde poder definir sua
Pgina 41
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
ferramenta e seus parmetros da operao.
Parmetros da Ferramenta do Torno: Para abrir a janela de Ferramentas do Torno onde
poder definir o tipo de ferramenta, inserto, suporte e parmetros de corte.
cone Genrico de Geometria
Geometria: Permite editar a geometria abrindo a funo apropriada de edio, tais como
Gerenciador de Ponto de Furao ou Gerenciador de Encadeamento.
cones de Slidos / Superfcies
Slido/Superfcies: Indica que a operao contm um slido, uma superfcie ou combinao
de slidos, superfcies e geometria. Use esta opo para abrir a funo de edio associada, tais
como a janela de Seleo de Superfcie / Usinagem.
Geometria das Superfcies Usinar: Permite o acesso ao menu de seleo de superfcie
usinar para usinagens de superfcie.
Superfcies Limitantes: Abre a janela de Editar Geometria Limitante, onde poder fazer
alteraes nas superfcies limitantes.
Geometria das Fronteiras de Conteno: Abre o Gerenciador de Encadeamento onde
poder indicar as fronteiras de conteno das usinagens de superfcie.
Pontos Iniciais: Identifica os pontos iniciais da superfcie e permite que o ponto inicial seja
re-selecionado.
Linha de Fluxo: Aplica-se somente para usinagens de superfcie por linhas de fluxo e
permite que os parmetros de fluxo sejam alterados.
Arq. CAD: Indica que um arquivo CAD foi selecionado para a usinagem de superfcie.
Utilize esta opo para selecionar um arquivo CAD diferente.
Pgina 42
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
cones de Operaes de Usinagem
Operao visvel: Mostra que a usinagem est ligada. (cone azul.).
Operao no visvel: Mostrar a usinagem est desligado. (cone est cinza.)
Operao no restaurada / suja: A operao precisa ser regenerada. Isto acontece se
certos parmetros da geometria usinada foram alterados. Para regenerar as operaes, clique no
boto Regenerar todas as operaes, localizado no topo do Gerenciador de Operaes. Voc
pode escolher regenerar todas as operaes invlidas ou somente aquelas selecionadas.
Operao travada: A operao foi editada aps regenerao. Editor de usinagem,
usinagem com otimizao de avano e processamento em lotes todos foram travados para a
operao. Travamento previne regenerao no intencional. Para reverter o travamento, clique no
boto Travar/Destravar a operao, localizado no topo do Gerenciador de Operaes.
Operao travada, no visvel: A usinagem est travada (veja acima) e esta operao no
apresentada. Poder ligar a operao e mostrar novamente, mesmo que esta esteja travada.
Desligar ps-processamento: Para esta operao, o psprocessamento no ser
executado. Para reverter o status de ps-processamento, clique no boto Psprocessa ou no a
operao, localizado no topo do Gerenciador de Operaes.
Operao travada e "suja" -no regenerada: A usinagem necessita ser regenerada, mas
est atualmente travada. Voc deve destravar a usinagem antes de regener-la.
Use o boto Travar no topo do Gerenciador de Operaes, para travar/destravar a
usinagem.
Regenere as operaes clicando no boto Regenerar, no topo do Gerenciador de
Operaes.
Ps-processar desligado, usinagem travada: A usinagem est travada e no pode ser
ps-processada.
Use o boto Ps-processar no topo do Gerenciador de Operaes, para
ligar/desligar ps-processar a usinagem.
Use o boto Travar no topo do Gerenciador de Operaes, para travar/destravar a
usinagem.
Pgina 43
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Ps-processar desligado, usinagem "suja" no regenerada: A usinagem necessita ser
regenerada e psprocessar est desligado.
Use o boto Ps-processar no topo do Gerenciador de Operaes, para
ligar/desligar ps-processar a usinagem.
Regenere as operaes clicando no no boto Regenerar, no topo do Gerenciador
de Operaes.
Ps-processar desligado, usinagem travada e "suja":A usinagem necessita ser
regenerada, mas est atualmente travada. Adcionalmente, a usinagem no ser ps-processada.
Voc poder permitir ps-processar a qualquer instante. Voc deve destravar a usinagem antes
de regener-la.
Para reverter o status de ps-processamento, clique no boto Psprocessa ou no
a operao, no topo do Gerenciador de Operaes.
Use o boto Travar no topo do Gerenciador de Operaes, para travar/destravar a
usinagem.
Regenere as operaes clicando no no boto Regenerar, no topo do Gerenciador
de Operaes.
Permitir atualizao do bloco: Indica que a opo de atualizar no Mastercam Torno est
habilitada, permitindo ao Mastercam atualizar a forma do bloco na medida em que for usinado.
Permitir atualizao do bloco desabilitado: Indica que a opo de atualizar no Mastercam
Torno est desabilitada, impedindo ao Mastercam atualizar a forma do bloco na medida em que
for usinado.
Processamento em Lote: Indica que na janela de parmetros da Ferramenta a operao
foi marcada "Em Lote". Esta operao ser processada em separado das demais operaes.
(Estes parmetros no esto disponveis para o Mastercam Eroso a Fio.)
Somente mostrar as usinagens selecionadas: Mostra as trajetrias somente para
aquelas operaes selecionadas.
Somente mostrar as geometrias associadas: Mostra todas as geometrias associadas com
a usinagem selecionada, desde que a geometria no esteja escondida e esteja num dos nveis
visveis.
Move um item abaixo.
Move um item acima.
Pgina 44
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Posiciona a seta de insero aps a operao indicada ou aps o grupo indicado.
Rola a janela para visualizar a seta de insero.
Dentro das usinagens, a seta de insero indica o grupo de mquina ativo e posio da
prxima operao quando for criada.
7. SIMULANDO USINAGENS
7.1 Simular as operaes indicadas
Use a funo Simular no Gerenciador de Operaes para simular o movimento da ferramenta das
operaes selecionadas. Esta visualizao permite que veja o processo de corte na rea grfica
de modo similar a um vdeo, podendo avanar ou retroceder. Use esta Simulao para checar
erros no programa antes de usinar a pea. Para iniciar a simulao, selecione uma ou mais
operaes no Gerenciador de Operaes. Depois, clique no boto Simular localizado no topo do
Gerenciador de Ferramenta Para avanar ou retroceder a simulao, use a barra deslizante,
localizada acima da rea grfica.
Na medida em que avana na usinagem, a aba Detalhes da janela Simular mostra informaes
do tipo de movimento, e a aba Info mostra informaes tais como o tempo do ciclo e comprimento
da trajetria para a operao selecionada.
Pgina 45
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
7.2 Simular por slido
Use a funo Simular em Slido no Gerenciador de Operaes para criar um simulao em 3D
da usinagem, daquelas operaes selecionadas. O modelo criado por esta funo representa o
acabamento da superfcie. Este tambm mostra as colises, se existirem alguma, e permite que
encontre e corrija erros do programa antes que realmente sejam levados CNC.
Use os campos da janela de Opes da Simulao em slido para ajustar:
Forma do bloco, arquivo, fronteiras e origem para o tamanho inicial.
Perfil da ferramenta, seleo de arquivos MCX e NCI, ferramenta e tolerncias do STL.
Ajuste de cores para o bloco, coliso, ferramenta e material cortado.
As opes miscelneas da simulao em Slido Verdadeiro, compensao da ferramenta,
mostrar eixos, comparao do arquivo STL, remoo de aparas, cor da ferramenta, simulao de
rosca.
Pgina 46
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
EXERCCIO 1 Faceamento e Desbaste
Na barra de status clicar em Planos e definir +D+Z.
com 60 mm de comprimento e 50 mm de altura. (Estamos
desenhando apenas a metade da pea). Ponto de ncora inferior direito, na origem.
Menu Transformar,
distncias de 20 e 40 mm.
Criar
, horizontal, cortando o retngulo criado ao meio. Inserir o
dimetro de 30 mm. Aplicar
mm. Dar ok
. Afastar a linha vertical que parte da origem nas
. Fazer a mesma coisa, porm colocar o dimetro de 75
Apagar as linhas remanescentes com o comando Aparar
, Dividir
. Lembre-se de
que ao utilizar o Dividir devemos clicar nas linhas que no queremos.
Bastaria desenhar a metade da pea para poder usina-la. Porm, para aprendermos,
vamos espelhar.
Pgina 47
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Transformar,
. Abrir uma janela ao
redor de todo o desenho. Clicar ENTER. A seguinte janela
aparecer::
Habilitar a opo de que quer espelhar no dimetro. Dar OK
Usinagem.
No Gerenciador de Operaes clicar em Propriedades,
Ajuste do Bloco. Na tela que se abrir determinar:
Pgina 48
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clicar em Ok. Definir Castanha com os seguintes valores:
Clicar em Ok.
Pgina 49
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Faceamento da pea
Menu Usinagens,
ferramenta mostrada abaixo:
Manter os dados padro. Dar OK.
. Na janela Parmetros de Usinagem escolher a
Desbaste
Menu Usinagens
. Encadear Parcial
a primeira linha
horizontal e a ltima linha vertical. Este encadeamento determinar o caminho que a
ferramenta deve percorrer.
Utilizar a mesma ferramenta da operao anterior. Manter dados padro. Dar OK.
Simular as usinagens
No Gerenciador de Operaes clicar em Simular Usinagem
Na janela Simular, manter ativos os cones de exibio da ferramenta
de verificao
, de suporte
Acima da janela grfica temos uma barra semelhante de um aparelho de DVD. Clicar no
cone Executar
e veja a ferramenta se deslocando e deixando um rastro cinza,
mostrando a rea usinada.
Salvar o Arquivo.
Pgina 50
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
2 Exerccio Usinagem de canais e criao de ferramentas
Modelamento
Barra de status, Plano, Dimetro no torno, +D+Z.
Tecle F9 para exibir o eixo das coordenadas.
: comprimento de 185 e altura de 140/2. Teclar ESPAO e
digitar os valores de 0,5. Dar ENTER.
Menu Transformar,
mm. Dar OK.
dimetro de 130. Dar OK.
. Afastar a linha vertical esquerda na distncia de 35
. Criar linha horizontal
cortando o retngulo e colocar
Pgina 51
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Aparar
, Dividir
as linhas que esto sobrando.
Na barra de status, clicar na palavra Nvel e criar um nvel 2 chamado pea.
Desabilitar o nvel 1.
: desenhar um retngulo com comprimento de 180 mm e
altura de 130/2. Ponto de ncora no canto inferior direito e clicar na origem.
Menu Transformar
35,50,100,150. Dar OK.
. Afastar a linha vertical esquerda nas medidas de
. Criar linha horizontal cortando o retngulo e colocar o
dimetro de 110. Aplicar
. Criar uma outra linha horizontal com dimetro de 35 mm.
Aplicar. Criar uma linha com ngulo de 135 partindo do extremo direito desta linha que
acabou de ser criada. Dar OK.
: escolher a opo Distncia/ngulo e colocar as medidas de 5 x
45. Habilitar a opo No Aparar
com comprimento de 20 e altura de 15 mm. Expandir a caixa de
dilogo e colocar um ngulo de 180 a 360. Inserir a elipse no extremo da linha vertical
que est na distncia de 100 mm.
Menu Transformar
. Afastar a linha de 135 em 10 mm. Dar Ok.
Criar uma linha a 45 partindo da interseco desta linha inclinada com a linha vertical.
a linha criada numa distncia de 15 mm.
Aparar
por duas entidades
Criar raio de 5 mm nos extremos da elipse.
as linhas, at formar o canal inclinado.
Aparar
dividir
as linhas restantes at dar o formato da pea.
Pgina 52
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Usinagem
Habilitar o nvel do desenho do bloco. Ir em Propriedades, Ajuste do Bloco. Escolher a
opo Revoluo, conforme figura abaixo.
Clicar em Indicar geometria e encadear o contorno do bloco. Dar OK.
Definir castanhas conforme exerccios anteriores.
Desabilitar o nvel 1 e ativar o nvel da pea.
Pgina 53
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu usinagens,
abaixo:
. Na janela que se abrir escolher a opo destacada
Na janela que se abrir, na aba Tipo escolher:
Pgina 54
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na aba Inserto escolher o catlogo e o cdigo destacados na figura abaixo:
Na aba Suporte escolher o catlogo da Sandvik e escolher o suporte mostrado abaixo:
Pgina 55
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Dar Ok. Na aba Parmetros de Facear colocar os valores mostrados na figura seguinte:
Dar OK.
Menu Usinagens,
. Encadear da linha inclinada at a ltima linha vertical.
Utilizar a mesma ferramenta que foi usada no acabamento. Na aba Parmetros de
Desbaste apenas habilitar o item mostrado a seguir:
Pgina 56
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clicar em Ok.
Menu Usinagens,
desbaste. Basta clicar no cone ltimo
e dar OK.
Utilizar a ferramenta T0303. Utilizar os dados padro. Dar OK.
. Utilizar o mesmo encadeamento da operao de
Menu Usinagens,
a seguinte opo:
Clicar em dois pontos opostos (inferior e superior) do canal e dar ENTER.
Utilizar a ferramenta T2020. Na aba seguinte clicar no cone destacado na figura abaixo:
. Quando vamos fazer canais com fundo plano escolhemos
Pgina 57
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clicar dentro do cone
Clicar no cone destacado na figura anterior e voltar na rea grfica. Clicar na linha que
define o chanfro, para poder capturar as medidas.
Na aba Parmetros de Desbaste de canal clicar nos itens destacados abaixo:
. A seguinte janela se abrir:
Dar OK.
Pgina 58
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Usinagens,
. No caso do canal elptico, escolhermos a opo Encadear.
Utilizar a mesma ferramenta do canal anterior. Na segunda aba mudar a tolerncia de
linearizao, para que o tempo de processamento da usinagem no demore.
Clicar em OK.
Agora vamos usinar o canal inclinado. Menu Usinagens,
. Encadear por 2
pontos o canal.
Utilizar a ferramenta T2323. Dar OK.
Perceba que o canal no est sendo usinado de forma inclinada. Precisamos ajustar a
ferramenta. No Gerenciador de Operaes clicar no item da ferramenta da operao.
Pgina 59
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na janela que se abrir clicar no boto
Clicar no cone destacado abaixo:
, localizado no lado direito.
Voltar para a rea grfica e clicar numa das linhas da parede do canal. O valor a ser
adquirido de -45. Dar OK.
A operao ficar com um X vermelho. Isso quer dizer que mudamos algum parmetro e
precisamos atualizar esta informao para o Mastercam. Clique no boto Regenerar
Selecionar todas as operaes. Para isto, clicar no cone
por slido
. Clicar no cone de simulao
. O resultado ser como mostrado abaixo:
Pgina 60
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
3 Exerccio Usinagem de furao e criao de rosca
Modelamento
Plano de Construo +D+Z
. Criar retngulo com 150 de comprimento e 100 de altura. ncora
no ponto inferior direito, na origem.
Pgina 61
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Transformar,
. Afastar a linha vertical esquerda em 30 mm. Aplicar
. Afastar a linha vertical direita em 30 mm e 70 mm.Aplicar
linha horizontal superior. Dar OK.
. Afastar em 5 mm a
: criar linha horizontal com dimetro de 20 mm. Aplicar
Fazer uma linha horizontal no dimetro de 35. Aplicar
dimetro de 60 mm. Aplicar
. Fazer linha horizontal no
. Fazer linha horizontal no dimetro de 105 mm. Dar OK.
Criar raio de concordncia de 3 mm.
No primeiro dimetro criar chanfro de 1 x 45. (
, Distncia/ngulo).
Aparar
as linhas desnecessrias, dando o formato da pea.
Criar os dois canais.
Usinagem
Gerenciador de Operaes, Propriedades, Ajuste do Bloco. Colocar as seguintes
dimenses:
Ajustar castanha conforme exerccios anteriores.
Pgina 62
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu usinagens
parmetros:
Clicar em OK.
Menu Usinagens,
seguintes parmetros:
. Escolher a ferramenta T0101. Determinar os seguintes
. Utilizar a mesma ferramenta do faceamento. Colocar os
Pgina 63
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clicar em Ok.
Menu Usinagens,
. Fazer acabamento do segundo dimetro em diante.
Criar ferramenta. Catlogo Sandvik, cdigo do inserto DNMG 11 04 04 e suporte PDJNR
2525 M12.
Ajustar o tamanho do suporte de acordo com a figura abaixo:
Colocar um passe de acabamento de 0.5 mm.
Clicar em OK.
Pgina 64
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Usinagens
. Escolher uma broca de 20 mm de dimetro. Clicar com o
boto direito do mouse sobre a ferramenta e escolher Editar Ferramenta. Na janela que se
abrir colocar as seguintes medidas:
Determinar os seguintes parmetros de furao:
Clicar em OK.
Pgina 65
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Usinagens
Utilizar uma ferramenta
.
Utilizar os dados padro, alterando apenas a entrada e sada para 180.
Menu Usinagens
padro. Dar OK.
Menu usinagens
. Criar ferramenta: Inserto R166 0G-16 MM01-150/ Suporte
R166 5FA 1616-16- Biblioteca Sandvik.
Na aba de Parmetros da forma da rosca clicar em Posio inicial / final e na rea grfica
indicar onde a rosca comea e termina.
; Encadear o rebaixo do dimetro maior.
. Encadear por dois pontos os demais canais.Usar dados
Pgina 66
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na mesma aba clicar no cone indicado na figura abaixo:
No cone
escolher uma Rosca M35 da tabela de roscas mtricas.
Clicar em OK e simular todas as usinagens.
Pgina 67
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
4 Exerccio Usinagem por ponto e criao de ferramenta
personalizada
Modelamento da pea
Planos Dimetro no torno - +D+Z.
Criar uma linha vertical
32/2). Aplicar
partindo da origem, com comprimento de 16 mm (dimetro de
. Criar outra linha vertical, tambm partindo da origem, com comprimento
de 25 (dimetro de 50/2) e afastado -34 mm. Aplicar
. Desabilitar a linha vertical e criar
uma linha ligando os extremos de cada uma delas. Aplicar
. Habilitar a linha horizontal,
e criar uma linha cortando a pea. Colocar o dimetro de 13 mm. Aplicar
mesma coisa, com dimetro de 15 e de 19 mm. Dar OK.
. Fazer a
Menu Transformar,
. Afastar a linha vertical direita em 7,12,17 mm. Dar OK.
Aparar
Criar pontos para referenciar a usinagem: Menu Criar,
. Teclar
ESPAO e digitar as seguintes coordenadas: 1 ponto D12.5 e Z2; 2 ponto D12.5 e Z -15;
3 ponto D12.5 e Z-17 e 4 ponto D19 e Z-17.
as linhas remanescentes, dando assim o formato interno da pea.
Pgina 68
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Modelamento da ferramenta
Criar um novo nvel com o nome ferramenta.
Cor do inserto: amarelo.
Menu Criar,
. Comprimento de 10 mm e altura de 8.5. Ponto de
ncora no canto superior esquerdo. Clicar na origem.
Menu Transformar,
. Afastar a linha vertical em 5 mm. Aplicar
linha horizontal superior em 1.5 mm.
Menu Transformar,
. Rotacionar a linha vertical
esquerda nas dimenses mostradas ao lado:
Aplicar
. Selecionar a linha vertical da direita e colocar um
ngulo de -2 graus. Dar OK.
Com os comandos do menu Aparar
apague as linhas
desnecessrias e una as linhas que esto separadas.
Cor do suporte: azul.
. Afastar a
Menu Criar,
. Comprimento de 50 mm e
altura de 6 mm. ncora no ponto mdio esquerdo. Teclar
ESPAO e digitar as coordenadas de D -17 e Z 0.Teclar
ENTER.
Pgina 69
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Arquivo,
. Salvar apenas a geometria da ferramenta.
Usinagem
Definir bloco com as seguintes dimenses:
Definir castanhas conforme exerccios anteriores.
Menu Usinagens
. Utilizar uma broca de 13 mm com comprimento de corte
de 40 mm.
Na aba de parmetros definir:
Clicar em OK.
Pgina 70
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Usinagens
. Escolher o primeiro como
, o segundo ponto como
, o terceiro ponto como
, o quarto ponto como
.
Retornar na mesma seqncia.
Clicar em OK.
Em Parmetros de Usinagem clicar com o boto direito do mouse e Criar uma nova
ferramenta.
Na janela que se abrir escolher Personalizada,
Na aba Geometria fazer conforme indicado na figura abaixo:
Menu Usinagens,
Expandir a caixa de dilogo e clicar no cone Dinmico
at onde voc quer que a ferramenta usine.
Escolher a ferramenta T0101. Utilizar os dados padro.
Simular as usinagens.
. Encadear a linha inclinada que define o contorno externo.
. Mover a seta vermelha
Pgina 71
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
5 Exerccio
personalizada
Virar
pea
utilizao
de
castanha
Modelamento da pea
Barra de status, Planos, Dimetro no torno,
Menu Criar,
. Clique o cone Multi-linha
. Clicar na origem, teclar
ESPAO e digitar as coordenadas de D 56 Z 0, D 56 Z-32, D 45 Z-43, D 64 Z-69, D 100 Z-76,
D 100 Z-101, D 83 Z-101, D83 Z-89, D 0 Z-89.
Menu Criar,
12 mm.
Menu Transformar,
. Criar concordncia na parte interna da pea com raio de
. Espelhar no dimetro.
Modelamento da castanha
Plano de construo D+ Z+
Criar
. Na janela que se abrir colocar as seguintes dimenses:
Criar uma linha vertical no ponto mdio.
Pgina 72
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Transformar
. Afastar a linha vertical numa distncia de 19 mm.
Aparar as linhas que esto sobrando.
: Escolher a opo Distncia/ngulo, e criar um chanfro no canto inferior
direito de 5 x45.
Mudar a cor da castanha para Cinza, nmero 8. Para isso, na barra de status clicar com o
boto direito do mouse em COR. O Mastercam pedir para selecionar a entidade. Abrir uma
janela ao redor da geometria, teclar ENTER e selecionar a cor.
Salvar o desenho da castanha como: Castanha. MCX.
Usinagem:
Menu Arquivo,
. Selecionar o arquivo da castanha salvo anteriormente.
Ajustar bloco com as seguintes dimenses:
Para definir a castanha, no item Perfil escolher:
Encadear a castanha desenhada.
Menu Usinagens
. Utilizar a ferramenta OD ROUGH RIGHT.
Pgina 73
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na aba de parmetros seguir figura abaixo:
Clicar em OK.
Menu Usinagens
. Encadear parcialmente da primeira linha horizontal at a ltima
linha inclinada. Utilizar a mesma ferramenta do faceamento.
Na aba de parmetros seguir figura abaixo:
Pgina 74
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clicar em
e escolher o mtodo indicado na figura abaixo:
Clicar em Ok.
Menu Usinagens
ferramenta OD FINISH RIGHT.
Definir os seguintes parmetros:
. Utilizar o encadeamento anterior
Escolher
Pgina 75
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clicar em
e definir:
Clicar em OK.
Menu usinagens, Operaes Miscelneas
.
Na janela que se abrir clicar nos cones destacados na figura a seguir:
Ir para a rea grfica e selecionar por janela toda a geometria.
Pgina 76
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Os itens Posio da barra e Posio da placa tambm so parmetros que devem ser
indicados na rea grfica.
Menu Usinagens
. Manter dados padro. Clicar em Ok.
Menu Usinagens
. Encadear o raio interno e a linha seguinte.
Escolher uma ferramenta chamada FACE GROOVE RIGHT W6. Aumentar algumas medidas
da ferramenta como mostra a figura abaixo:
Na terceira aba fazer conforme mostrado na figura:
Pgina 77
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na aba de Parmetros de Acabamento manter os dados padro. Clicar em
determinar as entradas no primeiro e no segundo passe como indicado na figura:
Clicar em OK e simular as usinagens.
Pgina 78
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
6 Exerccio Usinagem de contorno
Plano de Construo: Topo.
Pressionar a tecla F9. Aparecero referncias dos eixos de coordenadas.
Clicar no menu Criar
ou clicar
diretamente no cone
Na janela que aparecer colocar os parmetros conforme mostra
a figura ao lado:
Enquanto no confirmamos os dados clicando no boto OK
, podemos alterar qualquer informao, incluindo o Ponto
Base, a Largura e a Altura do retngulo, e qualquer outro parmetro.
Uma vez aceitando as informaes atravs do boto OK o retngulo
no poder mais ser modificado.
Clicar em OK, e o comando de criao de retngulos
concludo.
Clicar com o boto direito do mouse na rea grfica e surgir
uma srie de opes, chamada de Menu de Boto Direito. Escolher
o item Ajustar,
ou o cone
Clicar no menu Criar
na barra de cones.
ou clicar diretamente no
cone
. Quando a janela de parmetros se abrir, definir
comprimento de 40 mm por 15 de altura.
Pgina 79
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clicar no cone
. Defina o dimetro ou raio do crculo nos
campos da barra de dados:
Definir o ponto central clicando em Relativo
. Ao lado do cone que voc acabou
de utilizar existe uma seta que no ficou acinzentada
. Clicar nela e escolher o item
Clicar na vertical esquerda e na horizontal superior. Perceba que o Mastercam define um
ponto imaginrio, que a interseco dessas linhas.
No campo Delta, definir os deslocamentos em X e Y a partir dessa interseco imaginria,
para definir o ponto central do crculo. No caso,
comando
.Clicar em OK para completar o
No menu Transformar escolher
. Clicar sobre o crculo
criado, selecionando-o. Teclar Enter para confirmar a seleo.
Na janela que se abrir, fazer conforme figura ao lado:
Aplicar
. Fazer o espelhamento dos dois crculos agora no eixo X.
Usinagem
Clicar no menu Tipo de Mquina, Fresa, Padro.
Menu Usinagens escolher
Clicar sobre a elipse. Certificar-se de que o sentido do encadeamento
esteja no sentido anti-horrio. Se o encadeamento estiver no sentido
contrrio, clique no cone Reverter
. Clicar em OK.
Na janela de parmetros que se abrir, escolher uma fresa de topo de
25 mm. Para selecionar uma ferramenta de uma biblioteca, clicar em
. Na janela que se abrir selecionar o tipo de
ferramenta desejada, no caso uma fresa de topo.
Pgina 80
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Uma lista com as medidas das ferramentas aparecer. Selecionar a que for apropriada para a
usinagem e dar OK.
Na janela de parmetros de contorno colocar os seguintes valores:
Clicar em
e definir:
Pgina 81
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clicar em
Clicar em OK.
e ver se os parmetros esto como na figura abaixo:
2) Simulao da usinagem gerada
No Gerenciador de Operaes clicar em
para simular a usinagem criada.
Na janela Simular, manter ativos os cones de exibio da ferramenta
e de verificao
.
Clicar no cone Executar
. Veja a ferramenta se deslocando e deixando linhas que
mostram os movimentos de usinagem.
Perceba ao final da simulao que a ferramenta foi incapaz de usinar at o canto do oblongo,
por ser grande demais. Precisamos complementar essa usinagem, e para isso geraremos outra
operao, que ir usinar apenas a regio que no pde ser usinada com essa ferramenta,
automaticamente.
Pgina 82
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
3) Copiando uma operao e alterando seus parmetros
No Gerenciador de operaes, clicar com o boto direito do mouse sobre a operao de
contorno. Manter apertado o boto, e arrastar para baixo, soltando o boto em seguida.
Surgem opes para cpia ou deslocamento da operao. Escolher Copiar depois.
Temos agora duas operaes idnticas, uma aps a outra. Clicar no item Parmetros.
Selecionar da biblioteca uma fresa de topo de 10 mm.
Na aba Parmetros de contorno, fazer conforme figura abaixo:
Perceba que a operao alterada tem um X vermelho
. Isso significa que o
caminho da ferramenta no corresponde mais aos parmetros definidos, e que preciso atualizar
a usinagem. Clicar no cone que regenera as operaes
Simular apenas essa segunda operao.
4) Criando uma operao de furao
Menu Usinagens escolher
Na janela que se abrir escolher o item
Selecionar uma broca de 18 mm.
.
.Clicar nos 4 crculos e dar OK
Pgina 83
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
No campo Furao Simples definir parmetros conforme figura abaixo:
Dar OK.
5) Usinagem de contorno
Menu Usinagens
. Encadear o contorno externo no sentido horrio.
Utilizar uma fresa de topo de 25 mm.
Em Parmetros de contorno fazer conforme figura abaixo:
Pgina 84
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clicar no item
. Definir:
No Gerenciador de Operaes, clicar em Propriedades, Ajuste do bloco. Abre-se a janela.
Definir as medidas como na figura abaixo:
Pgina 85
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clicar no cone Vista Isomtrica
Clicar no cone Simular Slido
.
.
6) Gerando a usinagem de chanfrar o contorno externo
Clicar no cone
Encadear novamente o contorno externo
da pea no sentido horrio.
Na rea em branco da lista de
ferramentas, clicar com o boto direito do
mouse. Escolher a opo Criar nova
ferramenta.
Clicar no cone Chanfrar
. Aceitar
os valores padro de medida dessa
ferramenta, confirmando com OK.
Na aba Parmetros de contorno seguir a
figura abaixo:
Pgina 86
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clicar no boto Configurao
medidas conforme a figura:
Confirmar com OK.
e definir
7) Gerando a usinagem de faceamento da pea
Menu Usinagens
Encadear o contorno externo da pea. Fechar
com OK
Escolher a fresa de topo de 25 mm. Manter os
demais parmetros.
Na aba seguinte definir parmetros como
indicado na figura abaixo:
Fechar com OK
Pgina 87
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
8) Alterando a ordem das usinagens
A operao de faceamento deveria ser a primeira de todas. Entretanto, como a criamos
posteriormente, ela est em penltimo na lista de operaes. Assim, devemos coloc-las na
seguinte ordem:
Clicar com o boto direito do mouse sobre a operao de facear. Manter o boto direito do mouse
pressionado. Arrastar dessa forma a operao at sobre a operao de usinagem da elipse.
Soltar o boto direito do mouse e escolher a opo Mover antes.
Simular todas as usinagens.
Pgina 88
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
7 Exerccio Usinagem de cavidade
Instrues iniciais:
Vamos desenhar metade da pea.
O sentido do crescimento dos ngulos no Mastercam no sentido anti-horrio.
A definio das paredes inclinadas ser feita atravs da definio da usinagem, no do
desenho.
A espessura da pea de 90 mm, a profundidade do contorno externo de 30 mm, e a
profunidade do rebaixo de 15 mm.
Modelamento
Teclar F9 para visualizar o eixo das coordenadas.
Menu Criar, Crculo,
. Definir um raio de 30 mm. Teclar
ESPAO e digitar as coordenadas de 0, 30. Dar ENTER.
Menu Criar, Linha,
. Crie uma linha Tangente
, com ngulo de
120 graus e comprimento de 200 mm. Clique no lado esquerdo do crculo. Duas opes
aparecero. Escolha a opo em que a linha est para o lado de cima. Aplique
Mude o tipo de linha Horizontal
Defina a altura de 90 mm. Aplique
120 mm. Aplique
. Clique em dois pontos qualquer do lado esquerdo.
. Crie mais uma linha horizontal, agora na altura de
Pgina 89
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Crie uma linha vertical
de -130 mm. D OK.
Menu Criar, Crculo,
. Crie um
crculo com raio de 50 mm no ponto rpido de 0,120.
que seja tangente a
Crie uma linha
este crculo criado, com ngulo de 135 graus e comprimento
de 200 mm.
Crie raios de concordncia (menu Criar, Concordncia,
ligando as duas linhas horizontais criadas. Defina uma distncia
) num valor de 10 mm. Aplique e faa
os raios internos, num valor de 20 mm.
. Crie um quadrado de
Menu Criar,
20 x20, com raio de canto de 2 mm. O ponto de ncora deve
ser o inferior central. Clique na origem e aplique.
Crie agora um retngulo com 300 mm de comprimento e 200
mm de altura, com o mesmo ponto de ncora. Tecla na barra
de espao e digite a coordenada de 0,-15. D OK.
Menu Transformar,
. Selecione toda a geometria
e tecle ENTER. Na janela que se abrir faa conforme mostra a
figura ao lado:
Apague
as linhas desnecessrias.
Usinagem
No Gerenciador de Operaes, clique em Ajuste do Bloco. Clique no boto
.
Ative o item Todas as entidades, sem expandir, e confirme com OK. Ajuste a espessura
do bloco para 60 mm. Dar OK.
Coloque em Vista isomtrica
Menu usinagens,
Selecione uma fresa de topo de 10 mm. Clique no boto
.
. Encadeie o retngulo e o contorno externo da pea.
e em
seguida no boto
. Ative apenas Topo
e o dimetro como Igual a 10
mm. Clique na ferramenta para ativ-la e confirme com OK.
Pgina 90
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na aba Parmetros de Cavidade determine os valores conforme a figura abaixo mostra:
Na ltima aba determine:
Pgina 91
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clique no cone
e defina os valores conforme a figura a seguir mostra:
Clique em OK e simule a operao. Perceba que algumas coisas precisam ser ajustadas.
A profundidade est sendo usinada em uma s passada. Tambm queremos definir a
usinagem de uma parede inclinada a 30 graus. Alm disso, est sobrando material nas
bordas. Clique nos Parmetros da operao e na segunda aba habilite
Clicando dentro deste cone a seguinte janela aparecer:
Alm disso, em Tipo de Cavidade mude de Padro para Faceamento.
D OK. Note que a usinagem ficou com um X vermelho. Isso quer dizer que algum dado foi
alterado e a informao precisa ser atualizada. Utilize o boto Regenerar
Para fazer o acabamento utilize uma usinagem de
contorno externo da pea.
. Encadeie apenas o
Pgina 92
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Em vez de selecionar uma ferramenta da biblioteca, vamos criar uma. Clique com o boto
direito do mouse e escolha a opo Criar nova ferramenta. Escolha uma ferramenta do tipo
toroidal. Crie a ferramenta com as dimenses abaixo:
Na aba seguinte coloque os valores conforme mostra a ilustrao abaixo:
Pgina 93
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Ao clicar em Profundidade de Corte determine:
Clique em OK.
Menu Usinagens,
. Encadeie a geometria do rebaixo. Selecione uma fresa
toroidal de 5 mm com raio de canto de 1 mm.
Na segunda aba determine:
Pgina 94
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clique em
e defina uma distncia de sobreposio de 10 mm.
Clique em
e coloque um passo na profundidade de 0.5 e desabilite as
paredes inclinadas, colocando um passe de 0.5 de acabamento.
Na terceira aba faa conforme mostrado abaixo:
Simule todas as operaes.
Pgina 95
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
8 Exerccio Transformao de Usinagens
Modelamento
Vamos desenhar apenas uma geometria.
Menu Criar,
origem.
Menu Criar,
. Crie uma linha que parta da origem com ngulo de
45 graus de comprimento de 51 mm (38+13).
. Clique na linha e defina uma distncia de 13 mm. V
Menu Criar,
clicando no boto Reverter at que apaream duas linhas, uma de cada lado.
Crie uma linha unindo os extremos desta linha.
. Crie um crculo com raio de 38 ancorado na
Utilize o comando de Aparar
trs entidades
e apague as linhas que esto
sobrando. Lembre-se de que com este comando voc deve clicar nas linhas que quer
manter!
Menu Criar, Concordncia,
. Encadeie por janela
geometria criada. Defina um valor de:
Menu Transformar,
. Selecione o brao desenhado e d ENTER. Uma
janela aparecer. Habilite as opes destacadas na figura ao
lado:
D OK e clique em Limpar Cores
para que as cores voltem a
ser uma s.
Lembre-se de que o que fixou vermelho a entidade original e o
que ficou rosa a entidade transformada.
Apague as linhas desnecessrias.
Menu Criar, Ponto,
Menu Criar,
. Na tela que aparecer escreva a palavra
MASTERCAM. D ENTER. Tecle na barra de espao e digite a
coordenada de X0, Y60.
. Clique na origem.
Pgina 96
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Usinagem
Crie um bloco com as seguintes dimenses:
. Clique no ponto que est na origem.
Menu Usinagens,
Selecione uma broca de 15 mm. Na aba Furao Simples determine a profundidade
conforme mostrado abaixo:
Clique em OK.
Menu Usinagens,
. Encadeie por rea
, assim ser selecionado a
geometria e o ponto. Selecione uma fresa de topo de 12 mm.
Pgina 97
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na segunda aba determine:
Na aba de Parmetros de Desbaste/Acabamento, escolha o mtodo de corte mostrado
abaixo:
Pgina 98
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Dar OK.
Copie a operao criada. Certifique-se de que a operao que quer copiar esteja com a
seta verde sobre a pasta. Clique com o boto direito do mouse e escolha Copiar depois.
Troque a ferramenta por uma fresa de topo de 8 mm. Em Tipo de cavidade escolha
Reusinagem. Clique no cone
. A seguinte tela se abrir:
Pgina 99
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
A opo destacada na figura quer dizer que o Mastercam procurar em todas as
operaes anteriores restos de material e o reusinar. Dar OK.
Menu Usinagens,
. Selecione por janela a palavra MIASTERCAM.
Crie uma nova ferramenta. Escolha uma fresa crnica, com as seguintes dimenses:
Na aba Parmetros de Contorno determine:
Pgina 100
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
NOTA: A compensao desligada permite que a ferramenta passe exatamente por cima do
encadeamento selecionado.
Vamos fazer as cpias das usinagens. Menu Usinagens,
se abrir habilite os itens e as operaes destacadas abaixo:
Na aba Transladar coloque os seguintes valores:
D Ok. Selecione todas as operaes e simule.
. Na janela que
Pgina 101
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
9 Exerccio Usinagem de cavidade com ilhas
Modelamento
Menu Criar,
na origem.
Menu Criar,
. Crie uma linha de 105 graus (90+15) e com
comprimento de 200 mm, partindo da origem.
Menu Criar,
interseco do crculo com a linha.
Menu Criar,
. Crie uma linha com
ngulo de 35 graus e comprimento de 200 mm. Tecle na barra
de espao e digite a coordenada de -52.66,0.
Menu Criar,
. Crie um raio de 25 mm
entre o crculo de 6 mm e a reta de 35 graus. Habilite o no
aparar
. Faa um crculo com dimetro de 152 e centro
. Crie um crculo com raio de 6 mm
na
Menu Transformar,
. Selecione o crculo com o
raio que foi criado. Tecle ENTER. Na janela que se abrir
determine os parmetros como mostra a figura ao lado:
Se precisar use o boto Reverter
Selecione a linha de 35 graus. Rotacione no mesmo valor
(360/7).
Apague as linhas desnecessrias, mantendo apenas o lado
esquerdo, o raio de concordncia de 25 mm e a reta de 105
graus.
. Aplique.
Pgina 102
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Transformar,
janela que se abrir determine:
Clique em Ok.
Menu Criar,
. Selecione o contorno. Na
. Habilite a opo 3
pontos
e tangente
. Clique na linha de 105 graus e nos
raios de 25 mm. O tamanho ser determinado pela tangncia
entre estas 3 entidades.
. Clique no crculo que
Menu Analisar,
voc acabou de fazer. A seguinte tela aparecer:
Mude o raio para 5 mm.
NOTA: Este comando permite alterar vrias outras propriedades, como por exemplo,
posicionamento em X,Y,Z, espessura e tipo da linha, cor, nvel, dentre outros.
Menu Transformar, . Selecione este crculo de 10 mm de dimetro. Faa 4 cpias a 360/5.
Pgina 103
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Usinagem
Defina um bloco com as seguintes dimenses:
. Encadeie por janela a geometria.
Menu Usinagens,
Selecione uma fresa de topo de 10 mm. Determine os seguintes parmetros:
Pgina 104
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na aba de Parmetros de Desbaste/Acabamento escolha as seguintes configuraes de
usinagem:
Clique em OK.
Simule a usinagem em 2D
Na tela que aparecer mude a cor da ferramenta:
Visualize a simulao em 4 vistas. Para fazer isso v at o menu Vista, Dividir a tela,
.
. Na janela que se abrir clique no cone destacado:
Pgina 105
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
10 Exerccio Usinagem de planos inclinados e criao de
novo plano de ferramenta
O Mastercam pode gerar usinagens em qualquer plano, inclinado ou no. No importa que a
mquina no possua o giro automtico. Basta posicionar a pea na mquina, com a origem certa,
para que fique na posio adequada de usinagem.
Modelamento
Na Barra de Status verifique se o Mastercam est em Plano
de construo de Topo, Definies de geometria em 3D,
altura Z0.
Menu Criar,
seguintes medidas:
. Crie um polgono com as
Clique na origem.
Menu Transformar,
. Encadeie todo o
contorno do polgono e defina as medidas de acordo com a
figura ao lado:
Crie linhas
Crie um ponto
operao de furao.
que liguem os extremos do polgono.
numa das faces para servir de referncia numa
Usinagem
Menu Usinagens, Geometria,
.Encadeie a linha superior da face em que est
o ponto. Aplique. Encadeie a linha inferior da mesma face. D OK.
Pgina 106
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Selecione uma fresa esfrica de 20 mm. Na aba seguinte determine os seguintes
parmetros:
Clique em OK.
Para gerar uma usinagem de furao nesta face necessrio definir um plano. Na Barra
de Status clique no cone Planos e escolha
. Clique numa linha
vertical e numa linha horizontal da face que quer usinar. Vrias combinaes de eixos
aparecero. Escolha a combinao que estiver assim:
Na nova tela que aparecer clique em OK.
Pgina 107
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na Barra de status clique em SCT,
. A seguinte tela aparecer:
Clicar no cone
faz com que todo seu SCT (Sistema de Coordenada de Trabalho) se
ajuste a sua nova vista. Isso quer dizer que seu plano de construo, plano de ferramenta
e origem esto amarrados a esta nova vista.
Menu Usinagens,
. Clique no ponto. Selecione uma broca de 20 mm.
Determine a profundidade do furo de 25 mm incremental.
Menu Usinagens,
. Na tela que se abrir escolha a seguinte opo:
Pgina 108
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na aba Rotacionar coloque os seguintes valores:
Clique em Ok e simule todas as operaes.
Pgina 109
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
11 Exerccio Usinagem de alturas incrementais
Modelamento
Tecle F9 para visualizar o eixo das coordenadas.
Tecle ALT+G para visualizar a grade. A grade nos ajuda a visualizar o
plano em que estamos trabalhando.
Defina o plano de construo como Frente
de Frente
e a vista
tambm.
Menu Criar,
(ver figura ao lado):
Menu Transformar,
nas medidas indicadas abaixo:
. Coloque as seguintes medidas
. Afaste a linha horizontal superior
Pgina 110
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Aplique. Coloque agora uma medida de 362/3 e afaste a linha vertical esquerda. D OK.
Apare as linhas desnecessrias, dando assim o formato da pea.
Coloque em vista isomtrica, e no plano de trabalho de Topo
Menu Transformar,
mostrada na figura:
D OK.
Menu Criar,
. Crie uma linha dividindo o degrau inferior. Lembrese de que o cursor ficar diferente quando encontra o ponto mdio.
Menu Criar,
Menu Criar,
. Faa um retngulo com 89 de comprimento, 102
de altura, raios de canto de 12.7 e ponto de ncora no centro. Clique no ponto que voc
criou anteriormente.
Menu Transformar,
. Selecione este retngulo que acabou de ser criado.
Escolha a opo Unir e coloque um valor de Z -13. Aplique.
Selecione agora o resultado desta operao de transladar. Para isso, clique no boto
. Selecione toda a geometria e selecione a opo
. Crie um ponto no ponto mdio dessa linha.
e na janela que se abrir escolha
. D ENTER.
Pgina 111
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na janela que se abrir escolha a opo Copiar, e clique no cone destacado abaixo. Clique
nos pontos mostrados na figura abaixo:
Usinagem
Definir bloco com as seguintes dimenses:
Pgina 112
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Perceba que o sobremetal est sobre a pea (entenda que o fundo j foi faceado).
Menu Usinagens,
. No encadeie nada, apenas d OK. Assim o Mastercam
entender que deve facear todo o bloco.
Selecione uma ferramenta de facear de 50 mm de dimetro. Apenas ajuste o topo do bloco
para 3 mm e a profundidade para zero, ambos absoluto.
Menu Usinagens,
. Encadeie o retngulo da base da pea. Voc perceber
que o encadeamento pra na primeira interseco. Para proseeguir, teramos que ir
clicando em cada uma das entidades. Como o encadeamento que desejamos est no
mesmo plano, ative o item PlConst (plano de construo) na janela de encadeamento.
Selecione uma fresa de topo de 25 mm. Edite o tamanho da ferramenta, aumentando seu
comprimento para que no d coliso.
Na aba seguinte defina os seguintes parmetros:
Clique no cone
. Determine os seguintes parmetros:
Pgina 113
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clique em OK e simule a usinagem. Note que sobra material nas laterais. Volte para os
parmetros da usinagem e habilite os passes laterais, e defina 3 passes de desbaste de 5
mm, sem acabamento. Regenere a usinagem.
. Encadeie apenas a linha esquerda do rebaixo central.
Menu Usinagens,
Utilize a fresa de topo de 25 mm. Defina os seguintes parmetros:
Clique em passes laterais e coloque os seguintes valores:
Determine uma profundidade de corte de 5 mm.
D OK e copie esta operao.
Pgina 114
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Troque a geometria dessa vez encadeando a linha do rebaixo menor. Tambm mude a
profundidade para -51 e diminua a quantidade de passes laterais pela metade.
D OK e regenere a operao.
Menu Usinagens,
. Encadeie por pontos na janela os 3 pontos. D OK.
Escolha uma broca de 5 mm. Determine a profundidade do furo como -13 incremental. No
compense a ponta da ferramenta. D OK.
. Encadeie por rea as trs cavidades.
Menu Usinagens,
Selecione uma fresa de topo de 5 mm.
Na segunda aba determine:
Na aba Parmetros de Desbaste/Acabamento escolha a seguinte opo:
Clique no cone
D OK e simule as operaes.
e determine o raio e o espaamento do loop em 2 mm.
Pgina 115
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
12 Exerccio Criar e usinar superfcie por revoluo
Modelamento
Criar um crculo com raio de 100 mm. Teclar na barra de espao e digitar as
coordenadas de X 100, Y 0. Criar um crculo com raio de 50 na coordenada X 250, Y 0.
Criar raio de concordncia entre esses dois crculos no valor de 20 mm.
Criar um retngulo com as seguintes dimenses: comprimento de 400, altura de 300,
ncora no centro esquerdo. Teclar ESPAO e digitar a coordenada de X -50, Y 0.
Criar uma linha cortando o retngulo criado.
. Clicar no contorno da pea. Dar ENTER.
Menu Criar, Superfcie,
Definir como eixo de rotao a linha que corta o retngulo.
Queremos s a metade da superfcie. Ento, na barra de dados coloque os ngulos
inicial e final nos valores de 180 a 360 graus. Se for necessrio, reverta
.
Criando a superfcie de fechamento
. Encadear o retngulo externo, e em
Menu Criar, Superfcie,
seguida clicar na curva que gerou a superfcie de revoluo.
Dar OK. O Mastercam adverte de que o encadeamento no est fechado e pergunta
se desejamos fechar automaticamente. Escolher Sim. O Mastercam gera a superfcie
de fechamento.
Note que a superfcie no ficou como gostaramos. Apague a superfcie de
fechamento. Precisamos antes criar uma curva de borda.
Antes, mude a cor para pode enxergar melhor a curva. Clique na barra de status o
campo Cor.
Clicar em Criar, Curva,
. Clicar na superfcie cncava e arrastar
o mouse para prximo da borda que deseja criar. Surge uma pr-visualizao da
curva. D OK.
Voltando a criao da superfcie de fechamento, clicar novamente em
. Encadear o retngulo externo e as curvas de borda.
Usinagem
Crie um bloco atravs do mtodo Indicar cantos. Clique em dois cantos opostos do
retngulo. Defina uma altura em Z de 100 mm.
No menu Usinagens escolher
. Selecionar a superfcie da
cavidade para usinar, e deixar o contorno 2D da cavidade como conteno. Selecionar
os itens indicados na figura a seguir:
Escolher uma fresa de topo de 15 mm.
Pgina 116
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Em Suporte ativar o item Usar suporte ao verificar interferncia.
Em Parmetros de Corte definir os parmetros como a figura abaixo mostra:
No menu Transies ativar os itens indicados na figura:
Em Parmetros de conexo colocar Retraes na mnima distncia.
Pgina 117
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
No Menu Arco/Filtrar tolerncia filtrar a tolerncia, deixando uma taxa de filtragem de
3:1. Confirmar estes parmetros clicando em OK.
Dar Ok e copiar a operao criada.
Usinar a superfcie da cavidade e selecionar as curvas de bordas como conteno.
Trocar o tipo de usinagem para Desbaste Remanescente.
Usar uma fresa de topo de 5 mm.
No item Parmetros de Corte determinar:
Pgina 118
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Em Material Remanescente ativar Calcular material remanescente de todas as
operaes anteriores.
Dar OK e regenerar a operao.
Copiar a usinagem anterior e em tipo de usinagem trocar pelo tipo mostrado abaixo:
Ferramenta: fresa esfrica de 5 mm.
Parmetros de corte: seguir figura abaixo:
Clicar em Ok e regenerar as usinagens.
Pgina 119
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
13 Exerccio Usinagem de superfcie por revoluo
Modelamento
Colocar no plano de frente e na vista de frente.
Criar linhas partindo da origem conforme o desenho acima mostra.
Menu Criar, Superfcie,
. Encadeie parcialmente a linha inclinada e a
linha horizontal. Indique a linha que parte da origem como eixo de rotao.
A superfcie est pronta.
Crie um quadrado de 110x110, com ncora no centro e partindo da origem.
Menu Transformar,
Volte a rea grfica e capture a altura da pea.
. Na tela que se abrir escolha a seguinte opo:
Usinagem
Defina o bloco por Indicar cantos.
Pgina 120
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Usinagens, Desbaste de Superfcie,
. Selecione todas as superfcies a
usinar.
Selecione uma fresa de topo de 20 mm de dimetro.
Na ltima aba defina os seguintes parmetros:
Clique em OK. Defina como ponto radial o centro da pea.
Menu Usinagens, Acabamento de superfcie,
inclinada para usinar.
Escolha uma fresa toroidal de 10 mm com raio de canto de 2.
Na ltima aba defina os seguintes parmetros:
Clique em OK. A seguinte tela aparecer:
Defina os dados de linha de fluxo de acordo com o que for
adequado, atravs da visualizao do caminho da ferramenta
ao clicar em cada um desses cones.
Simular todas as operaes.
. Selecione a superfcie
Pgina 121
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
14 Exerccio Usinagem com eixo giratrio
Modelamento
. Siga a figura abaixo:
Menu Criar,
Clique na origem.
Coloque na vista isomtrica.
Menu Usinagens,
. Encadeie toda a palavra por janela.
Selecione uma fresa de topo de 1 mm. Na aba de parmetros de contorno
determine os seguintes valores:
Ao simular a usinagem note que ela est num plano. Vamos rotacionar a usinagem.
Pgina 122
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clique nos parmentros da usinagem e ative a opo eixo giratrio.
Ao clicar neste cone uma nova tela aparecer. Habilite os itens destacados na
figura abaixo:
Regenere a operao.
Simule esta operao em slido. Perceba que o bloco apresentado plano.
Precisamos configurar para que a simulao seja feita em uma barra redonda.
Clique no cone Configurar.
Pgina 123
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Simule novamente as operaes.
Pgina 124
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Exerccio 15 Usinagem em diversos planos
Vista de Frente
e Plano de Construo de Frente
Teclar F9 para visualizar o eixo das coordenadas.
horizontal
partindo da origem, com comprimento de 50 mm.
Aplicar
. Criar linha vertical
com comprimento de 40 mm. Aplicar. Criar linha
horizontal com comprimento de 5 mm, vertical de 2.5 mm, horizontal de 5 mm, vertical de
2.5 mm e outra linha vertical de 5 mm.Aplicar.
No extremo da linha horizontal de 50 mm, criar uma linha vertical de 15 mm.
Unir a extremidade dessa linha com a ponta da linha horizontal de 5 mm.
Colocar em vista isomtrica
Pgina 125
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Slidos,
. Encadear todo o contorno da pea. Na janela que se abrir
colocar os seguintes valores:
Clicar no cone
. Habilitar o cone que permite selecionar apenas
uma face do slido
.Clicar na face inclinada. Escolher a opo em que Z est para
cima.
Na janela que se abrir nomeie a nova vista para Plano Inclinado. Habilitar o item
Ajustar=SCT conforme a figura abaixo mostra:
Ao tornar a grade visvel (ALT+G), voc ver que a grade est inclinada, seguindo o
ngulo da face do slido.
Pgina 126
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Criar,
. Criar um oblongo com 20 de comprimento por 10
de altura. Ponto de ncora no centro. Clicar na origem do plano inclinado.
Menu Slidos,
se abrir determinar:
Clicar no cone
uma face do slido
Ajustar=SCT.
.Encadear o oblongo e dar ENTER ou OK
. Na janela que
. Habilitar o cone que permite selecionar apenas
. Selecionar a face direita. Nomear como Plano Direito e habilitar
Menu Criar,
nova origem da face.
Colocar novamente no Plano de Topo
. Criar crculo com dimetro de 5 mm. Clicar na
.
Pgina 127
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Definir bloco por Caixa Limite, atentando para os seguintes parmetros:
Em X e Y expandir 10 mm.
Menu Usinagens,
. No encadear nada, apenas dar OK.
Selecionar uma ferramenta de facear de 75 mm de dimetro.
Colocar valor de Topo do bloco de 42 absoluto e profundidade de 40 absoluto. Dar OK.
Menu Usinagens, Desbaste de superfcie,
usinar e escolher uma fresa de topo de 20 mm.
. Selecionar todo o slido para
Pgina 128
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na ltima aba determinar:
Clicar em OK
Menu Usinagens, Acabamento de Superfcie,
.
. Clicar no cone de seleo de
slidos
e habilitar o cone de seleo de face de slido
inclinada. Dar OK.
. Selecionar a face
Pgina 129
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Utilizar uma fresa esfrica de 5 mm. Ainda na janela Parmetros de Usinagem clicar no
cone
. Ajustar o SCT, o plano de ferramenta e o plano de construo para a
vista Plano Inclinado.
Na ltima aba colocar os seguintes parmetros:
Clicar no cone
. Na janela que se abrir ajustar:
Pgina 130
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Clicar em OK.
Menu Usinagens, Desbaste de Superfcie,
Selecionar uma fresa de topo de 5 mm. Clicar em
e ajustar o plano de
ferramenta de acordo com o Plano Inclinado.
Na aba Parmetros de Cavidade escolher os itens destacados na figura abaixo:
Clicar em OK.
Menu Usinagens, Acabamento de Superfcie,
. Selecionar a face do
rebaixo para usinar e as duas superfcies do topo como limitantes.
Utilizar fresa de topo de 3 mm. Na ltima aba definir:
Clicar em OK.
Menu Usinagens,
uma broca de 5 mm. Na mesma aba clicar em
Determinar profundidade de furao de -20 mm absoluto.
Clicar em OK e simular as todas as usinagens.
. Encadear o fundo do oblongo.
. Encadear por
. Clicar no crculo. Selecionar
e selecionar o Plano Direito.
Pgina 131
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Exerccio n16 Usinagem de slidos
Na Barra de Status afastar Z em
e na vista de frente
. Colocar no plano de frente
.
Pgina 132
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Desenhar o contorno 2D conforme as medidas do desenho acima, criando linhas
horizontais e verticais e criando raios de concordncia.
Colocar em vista isomtrica
Menu Slidos,
Mudar o plano de construo para
Menu Criar, Primitivas,
medidas:
Tecle na barra de espao e digite a coordenada 77.5,0,-55. D ENTER.
No Gerenciador de Operaes clique na aba Slidos, conforme a figura abaixo mostra:
Note que neste campo fica a rvore do slido. Podemos a qualquer momento clicar nos
parmetros deste slido e mudar alguma coisa.
Existem dois slidos, porm, queremos apenas um. Para isso, v at o Menu Slidos e
.
. Encadear o contorno feito e extrudar em 155 mm.
.
. Na janela que se abrir colocar as seguintes
escolha a opo
. Clique na esfera e d ENTER. Clique no outro
corpo slido e d ENTER novamente. Agora os dois corpos slidos so um s.
Pgina 133
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Ainda no menu Slidos, escolha a opo Concordncia,
esfera e d ENTER. Na janela que se abrir defina:
. Clique na
Usinagem
.
Definir bloco clicando em
Menu Usinagens, Desbaste de Superfcie,
. Selecionar todo o slido.
Escolher uma fresa de topo de 15 mm de dimetro.
Na terceira aba definir mximo passe lateral de 5 mm e mximo passe na profundidade
de 2 mm. Demais parmetros manter padro. Dar OK.
Menu Usinagens, Acabamento de Superfcie,
utilizar uma fresa esfrica de 5 mm.
Na aba Parmetros de Acabamento Paralelo definir:
.Selecionar todo o slido e
Pgina 134
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Usinagens, Acabamento de Superfcie,
os raios de concordncia.
Utilizar a mesma fresa esfrica de 5 mm.
Na terceira aba determinar:
Dar Ok. Definir como ponto radial o centro da esfera.
Criar curva de borda
na base do slido. (obs: o mouse ficar
diferente quando encontrar a aresta do slido).
. Encadear a curva de borda que foi criada. Utilizar a
Menu Usinagens,
fresa de topo de 15 mm, que j est na lista. Habilitar profundidades de corte e colocar
um valor de 5 mm.
Definir topo do bloco de 3 mm absoluto e profundidade de -70 absoluto.
Dar OK.
Ordenar a usinagem, colocando esta usinagem de contorno como primeira operao.
Simular
. Selecionar apenas a esfera e
todas as operaes.
Pgina 135
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Exerccio extra n17 Utilizando o Gerenciador de Atributos
Colocar no Plano de Frente
horizontal
e na vista de Frente
, partindo da origem, com comprimento de 24 mm.
Criar linha vertical
tambm partindo da origem, com comprimento de 45 mm (sentido
para baixo). Linha horizontal de 120 mm partindo do extremo
dessa linha vertical. No extremo da linha horizontal, criar uma
linha vertical de 18 mm de comprimento. No extremo dessa linha
criar uma linha horizontal de 42 mm de comprimento. Desabilitar
os cones de linha vertical e horizontal e criar uma linha ligando os
extremos das linhas horizontais.
Colocar em Vista Isomtrica
.
Menu Transformar, Transladar. Selecionar todo o contorno. Dar
ENTER. Na janela que se abrir colocar os valores conforme figura
ao lado:
at que haja contornos a direita
Clique no cone Direo
e a esquerda. Dar OK.
Apagar o contorno original, que agora ficou no centro da pea.
Ajustar SCT para o plano Direito
Menu Criar, Arco,
.
. Ao solicitar o primeiro
ponto tecle na barra de espao ou no cone Ponto Rpido
e
digite a coordenada 24, -27,30. Ao pedir o segundo ponto, tecle
barra de espaos novamente e digite -24, -27, 30, teclando Enter
para finalizar.
No campo raio
. Quando o Mastercam pedir que
indique a rea a manter clique na parte superior do arco. Aplicar
.
Definir o primeiro ponto na coordenada -12, -27, 108 e o segundo
ponto na coordenada 12, -27, 108, teclando ENTER pra finalizar.
Coloque um valor de raio de 12 mm.
Pgina 136
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Apagar as linhas mostradas a seguir:
Ajustar o SCT para
mudar o Z para
e na Barra de Status
.
Menu Criar, Arco,
. Clicar na
ponta esquerda do arco maior e do menor. Inserir um valor de raio de 144 mm. Fazer a
mesma coisa do lado direito. Aplicar.
Mudar o SCT para
Arco,
e o Z para zero. Menu Criar,
. Tecle na barra de espaos ou clique
, e digite as coordenadas 48, -27, 36
no boto Ponto Rpido
e tecle Enter. Ao pedir o segundo ponto, tecle na barra de espaos
novamente e digite 84, -27, 36, teclando Enter para finalizar.
Menu Transformar,
. Selecione o arco que acabou
de ser criado e d ENTER. Na janela que se abrir coloque o
seguinte valor:
Menu Criar, Arco,
espaos ou clique no boto Ponto Rpido
, e digite 45, -27,
0 e tecle Enter. Ao pedir o segundo ponto digite 87, -27, 0,
teclando Enter para finalizar.
A estrutura da pea est pronta.
. Tecle na barra de
Definindo um nvel e uma cor para as superfcies
Na Barra de Status clique no boto
clique no cone
. Na janela que se abrir
. Outra janela se abrir:
Pgina 137
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Conforme a figura acima mostra, todas as superfcies ficaro no nvel 2, com a cor 10
(verde). Caso voc no saiba o nmero da cor que quer utilizar, clique com o boto direito
do mouse e escolha a opo Indicar da caixa de dilogo (destacado na figura anterior).
Assim voc poder selecionar a cor da caixa de cores.
Clique em OK
. Encadear parcialmente
as linhas do
Menu Criar, Superfcie,
contorno externo da pea. Clicar na linha da direita e da esquerda e Aplicar. Fazer isso nas
trs sees da pea. Aplicar.
Encadear parcialmente os trs arcos que esto no plano de frente (encadear cada arco de
uma vez e Aplicar).
Menu Criar, Superfcie,
. Encadear os arcos centrais. Todos devem ser
encadeados numa mesma seqncia.
Menu Usinagens, Superfcie, Concordncia,
. Clicar na superfcie
transversal e dar ENTER. Clicar na superfcie longitudinal e dar ENTER novamente. Na
janela que se abrir determinar um valor de raio de 5 mm.
Ao colocar este valor pode ser que voc no visualize o raio. Porm, se voc der uma
na pea, ver que o raio est na parte interna. Isso ocorreu devido a
normal da superfcie. Para inverter a normal, clique no cone destacado abaixo:
Pgina 138
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Ao clicar no boto Inverter
, voc voltar para a rea grfica. Clique na
superfcie transversal e d ENTER. Clique na longitudinal e d ENTER tambm. Voc ver
uma seta apontando para cima. Isso quer dizer que esta a nova direo da normal.
Automaticamente voc ver o raio do lado externo da pea.
Menu Criar, Superfcie,
de cada vez e Aplicar
. Encadear parcialmente os arcos. Clicar em um
.
A pea est pronta.
Usinagem
Definir bloco por
Menu Usinagens, Desbaste de Superfcie,
usinar e o retngulo da base como Conteno.
. Selecione todas as superfcies para
Superfcie Superfcies que sero usinadas.
Limitantes Superfcies que o Mastercam ir evitar.
Fronteiras - Geometrias que servem como uma cerca, definindo limites para o
movimento da ferramenta.
Selecione uma fresa de topo de 12 mm de dimetro.
Pgina 139
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Determinar os seguintes parmetros de superfcie:
V para a aba Parmetros de Desbaste Paralelo e defina os seguintes parmetros:
Nota: Habilitando Permitir movimento em Z positivo na superfcie, o movimento
da ferramenta programado de forma a prevenir mergulhos no material.
Ao clicar em OK um ponto inicial ser solicitado. Clique no canto esquerdo da pea.
Menu Usinagens, Acabamento de Superfcie,
.
Selecionar todas as
superfcies para usinar e o contorno 2D da base como Conteno.
No item Ponto Inicial Aproximado tecla na barra de espao e digite a coordenada 120, 48, 0.
Pgina 140
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Selecionar uma fresa esfrica de 12 mm.
Na segunda aba deixar habilitado apenas Rpido, colocando um valor de 12 incremental.
No deixar sobremetal e compensar ferramenta no Centro.
Na terceira aba colocar mximo passo lateral de 1.5, ngulo de usinagem zero, sentido ZigZag e filtrar a tolerncia. Utilizar taxa de filtragem conforme mostra a figura ao lado:
Clicar em OK.
Perceba que a usinagem est demorando para ser processada. Algo que ajuda a reduzir o
tempo est em configurar da forma correta o Ajuste de Vazios. Volte aos parmetros dessa
operao e clique em
parmetros:
. Na janela que se abrir escolha os seguintes
Dica:
Definindo
um
movimento de alta velocidade
cria-se um movimento de
ferramenta suave entre os
passes.
No nosso caso, como os
movimentos de ferramenta
esto num plano reto, no h
necessidade de verificar o
movimento de vazios quanto
a colises.
Este ajuste reduz o tempo
necessrio para processar a
usinagem.
Clique em OK e regenere
a operao.
Menu Usinagens, Acabamento de Superfcies,
. Selecione todas as superfcies a usinar e
a base 2D como Conteno.
Utilize uma fresa de topo de 5 mm. Deixe habilitado
Pgina 141
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
apenas Rpido, no valor de 12 incremental.
Na terceira aba determine:
Menu Usinagens, Acabamento de Superfcies,
. Selecionar todas as superfcies
para usinar e o contorno 2D da base como conteno.
Utilizar uma fresa esfrica de 2 mm.
Na aba Parmetros de Superfcie deixar habilitado apenas o item Rpido, com valor de 12
mm incremental.
Na ltima aba habilite os seguintes parmetros:
Selecione todas as operaes e simule as usinagens.
Pgina 142
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Exerccio n18 Usinagens com substituio de eixo (4 eixo)
Defina um bloco a usinar com as seguintes dimenses:
Pgina 143
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Com o bloco na vista de topo, crie uma linha
com ngulo de 135
graus, partindo da origem, com mais ou menos 480 mm de comprimento.
Menu Usinagens,
. Encadeie a linha criada. Selecione uma fresa de topo de 5
mm de dimetro.
Na janela de Parmetros, determine os seguintes valores:
No item
determine passes de 1 mm. Clique em OK.
Simule a usinagem. Note que ela est sendo feita num plano, no ao redor do bloco.
Pgina 144
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Volte para a aba Parmetros de Usinagem e clique no cone
se abrir determine:
. Na janela que
Dica: O
Dimetro de
rotao a ser
colocado deve
ser o mesmo
valor do
dimetro da
pea.
Clique em OK e simule a usinagem.
Vamos fazer agora uma transformao dessa usinagem. Menu Usinagens,
Na janela que se abrir escolha as seguintes opes:
Pgina 145
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na aba Rotacionar coloque os seguintes valores:
Clique em OK.
Crie uma nova linha, tambm partindo da origem, com mesmo comprimento da linha
anterior, mas com ngulo de 225 graus.
Copie a operao criada, e troque a geometria, encadeando parcialmente a nova linha.
Na operao de transformao acrescente agora a nova usinagem criada.
D Ok, regenere a operao e simule as usinagens.
Pgina 146
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Exerccio n19 Usinagens com substituio de eixo (4 eixo)
e exportao de operaes
Pgina 147
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Criar um retngulo com as seguintes dimenses:
Menu Criar,
. Utilize a fonte Arial, tamanho de letra 20. Tecle na barra de
espao e digite a coordenada 10,50.
. Encadeie por rea
Menu Usinagens,
topo de 10 mm.
Clique no cone Eixo giratrio. Defina:
D OK.
Determine os seguintes parmetros:
. Selecione uma fresa de
Pgina 148
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na ultima aba siga a figura abaixo:
D Ok.
Copie a operao. Troque a ferramenta por uma fresa de 2 mm. Regenere a operao.
Pgina 149
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
No Gerenciador de Operaes clique em Ajuste do bloco. Defina o bloco com as seguintes
medidas:
Simule as operaes.
Clique com o boto direito do mouse no
Gerenciador de Operaes e escolha a opo
Exportar. A seguinte janela aparecer:
No cone destacado pela seta vermelha, indique
o local onde voc quer salvar a biblioteca de
operaes.
D um nome a sua biblioteca.
Selecione as operaes que voc quer incluir na
biblioteca. D OK.
Simule as operaes.
Pgina 150
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Exerccio n20 Usinagem de macho com estratgias em Alta
Velocidade e Projeo em Superfcie
Menu Usinagens,
. Selecione todas as superfcies para usinar.
Na janela que se abrir escolha a opo destacada na figura abaixo:
Selecione uma fresa de topo de 20 mm.
Pgina 151
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Os passes na profundidade sero de 2 mm e o sobremetal a deixar nas paredes e nos
pisos sero de 0.5 mm.
D OK.
Copie a operao criada. Troque a estratgia de usinagem para Acabamento Radial.
Selecione uma fresa esfrica de 5 mm. Determine o passo lateral no valor de 1 mm e no
deixe sobremetal.
Habilite o item Material Remanescente e pea para calcular o material que sobrou de todas
as operaes anteriores.
D OK e copie esta operao.
Troque a estratgia para um Acabamento de Cantos. Selecione uma fresa de topo de 2
mm.
D OK.
Regenere
as operaes alteradas.
Na Barra de Status, altere a medida Z para 200 mm.
Menu Criar,
Menu Usinagens, Acabamento de Superfcie,
. Selecione a superfcie plana
para usinar.
No item Curvas encadeie por janela a palavra MASTERCAM.
Utilize a fresa de topo de 2 mm que j est na lista.
Em Parmetros de Superfcie deixe habilitado apenas Rpido, com valor de 5 absoluto.
Sobremetal a deixar na usinada de -0.5, que a profundidade da gravao.
Na terceira aba escolha:
D OK e simule todas as operaes.
. Crie a palavra MASTERCAM.
Pgina 152
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Exerccio n21 Furao automtica
Menu Criar,
. Crie um retngulo de 200 mm de comprimento por
150 de altura e ncora no centro.
Crie crculos nas dimenses indicadas na tabela abaixo. Lembre-se de acessar o comando
digitar as coordenadas.
Dimetro
do furo
4
4
4
4
4
4
6
6
6
9
9
9
10
10
12
12
15
15
, colocar o valor do dimetro, e teclar na barra de espao para
Coordenada X
Coordenada Y
-11.6
-18
-51
-10.5
-11
-20
-35
4
49
8.5
35
-39
-79
78
84
-84
48
-65
19
56
55.6
-14
-50.4
-51
-35
-35
-51
45
-18
-50
56
-58
58
-60
23.8
-15.7
Criar ponto no centro dos dois crculos com dimetro de 15 mm.
Pgina 153
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Crie um bloco por
Menu Usinagens, Trajetrias Circulares,
escolha a opo
. Coloque a espessura em Z de 60 mm.
. Na janela que se abrir
e abra uma janela envolvendo todos os crculos.
Na mesma janela clique no cone
. Na nova janela que aparecer escolha a
opo de Menor Trajetria
. Em seguida selecione o crculo pelo qual quer iniciar
os ciclos de furao. D OK.
Na nova janela que se abrir coloque o valor mostrado na figura abaixo:
Pgina 154
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Na aba seguinte determine:
Na aba Pr-furao determine:
Clique em OK.
Pgina 155
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Menu Usinagens,
. Encadear os dois crculos maiores, ambos no sentido
horrio.
Selecionar uma fresa de topo de 10 mm.
Na segunda aba, no item Tipo de Contorno, escolher contorno em Rampa, com
profundidade de 2 mm e criando passe na profundidade final.
Material a deixar nas paredes: 5 mm.
Manter todos os demais itens desabilitados.
Determine uma profundidade de -40 absoluto.
D OK.
Menu Usinagens, Trajetrias Circulares,
. Encadeie por Pontos na
Janela os dois pontos criados.
Crie uma ferramenta com as seguintes
dimenses:
No item Parmetros de Corte determine:
Em Entrada/Sada determine:
A profundidade da rosca ser de -38 mm
absoluto.
Manter
demais
itens
desabilitados.
Simular todas as operaes.
Pgina 156
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
INFORMAES COMPLEMENTARES
1. Usando os parmetros de usinagem do menu do boto direito
Ao clicar com o boto direito em qualquer local da janela de parmetros da Usinagem -com a
exceo dos Comentrios, voc tem acesso a uma srie de opes. As principais, que podem
facilitar seu trabalho, so:
Criar nova ferramenta: Cria uma nova ferramenta ao invs de selecion-la de uma lista. A
definio da nova ferramenta armazenada somente no grupo de mquina atual, a menos que a
salve numa biblioteca de ferramenta.
Editar ferramenta: Edita a definio da ferramenta para a ferramenta selecionada. A
menos que salve as alteraes na biblioteca, estas sero armazenadas somente no grupo de
mquina atual, e no afetam sua definio na biblioteca de ferramenta.
Gerenciador de ferramenta: Este menu inclui o nome do arquivo da biblioteca atual de
ferramenta. Use-o para acessar o Gerenciador de Ferramenta, para visualizar e gerenciar a lista
das bibliotecas de ferramentas, as ferramentas em seu arquivo e as definies de ferramenta.
Visualizar: Mostra as ferramentas com cones grandes, uma lista simples ou lista
detalhada.
Ordenar ferramentas: Ordena as ferramentas pelo nmero ou nome da ferramenta. Estas
opes so teis quando se deseja mostrar as ferramentas como cones sem nenhum cabealho
das colunas.
Calculadora de avano/rotao:(Fresa / Router) Use a calculadora para calcular avanos
e rotaes incluindo velocidade de superfcie ou avano por dente.
Salvar parmetros: Salva todos os parmetros definidos na janela de parmetros da
Operao no arquivo padro da operao (.DEFAULTS) utilizado no grupo de mquina. Isto
sobre-escreve os valores gravados no arquivo de padres das operaes, somente para o tipo de
usinagem selecionada. (Janela de Estilo de aba somente)
Carregar parmetros: Restaura todos os parmetros definidos na janela de parmetros
da Operao por aqueles definidos no tipo de operao, no arquivo padro da operao (.
DEFAULTS) utilizado no grupo de mquina. (Janela de Estilo de aba somente)
Pgina 157
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
2. Comunicao Padro RS 232
Comunicao serial a transferncia de dados bit a bit (um de cada vez), e usada para a
comunicao entre o computador e vrios dispositivos: teclado, mouse, modem, terminais e vrios
equipamentos de laboratrio.
diferente da comunicao paralela na qual os dados so enviados simultaneamente, podendo
ser usada na comunicao com impressoras, scanners, unidade de disco removvel.
Cada bit representa uma condio de voltagem (ligado-on ou desligado-off) em um dos pinos da
porta serial (DB9 ou DB25), para envio ou recebimento de dados, representando 0 (desligado) ou
1 (ligado).
Na rea da mecnica o RS 232 uma forma de se transmitir os programas do computador para a
mquina.
Hoje em dia a comunicao por RS 232 vm sendo substituda pela comunicao via USB. Isso
porque o USB O protocolo USB mais rpido, possui conectores mais simples de usar e tem um
melhor suporte por software.
No protocolo de comunicao RS-232, caracteres so enviados um a um como um conjunto de
bits.
Pgina 158
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Conectores
Conector fmea RS-232 de nove pinos
A maioria dos pinos so inutilizados pela maioria dos dispositivos sendo, ento, comum que
mquinas economizem espao e dinheiro, utilizando conexes menores. Os cabos podem ter de 3
a 25 pinos.
O RS-232 recomendado para conexes curtas (quinze metros ou menos). Os sinais variam de 3
a 15 volts positivos ou negativos, valores prximos de zero no so sinais vlidos
Configuraes
H vrias configuraes de software para conexes seriais. As mais comuns so velocidade e bits
de paridade e parada. A velocidade a quantidade de bits por segundo transmitida de um
dispositivo para outro. Taxas comuns de transmisso so 300, 1200, 2400, 9600, 19200, etc.
Tipicamente ambos os dispositivos devem estar configurados com a mesma velocidade, alguns
dispositivos, porm, podem ser configurados para auto-detectar a velocidade.
Paridade um mtodo de verificar a preciso dos dados. Paridade normalmente nula (no
usada), mas pode ser par ou mpar. Paridade funciona modificando os dados, em cada byte
enviado. Paridade nula simples, os dados no so modificados. Na paridade par, os dados so
acomodados de modo que o nmero de bits 1 (isto , sua contagem em um byte) seja um nmero
par; isto feito definindo o bit de paridade (geralmente os bits mais ou menos significativo) como 0
ou 1. Na paridade impar, o nmero de bits 1 um nmero impar. A paridade pode ser usada pelo
receptor para detectar a transmisso de erros - se um byte foi recebido com o nmero errado de
bits 1, ento ele deve estar corrompido. Se a paridade estiver correta, ento no devem haver
erros, ou ento h um nmero par de erros.
Bits de parada so enviados no fim de cada byte transmitido com o intuito de permitir que o
receptor do sinal se sincronize. Existe uma conveno para a notao se uma configurao de
Pgina 159
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
software de uma conexo serial, esta notao da forma D/P/S. Sendo que a configurao mais
comum a 8/N/1 que especifica que so transmitidos 8 bits de dados, paridade nula e um bit de
parada. O nmero de bits de dados pode ser 7, 8 ou (s vezes) 9. Paridade pode ser nula (N),
impar (O) ou par (E); o bit de paridade emprestado dos bits de dados, ento 8/E/1 significa que
um dos oito bits de dados utilizado como bit de paridade. Podem haver 1, 1,5 ou 2 bits de
parada (1,5 era utilizado em teletypewriters baudot de 60 palavras por minuto). Outras
configuraes definem quando pinos enviam sinais de "handshake", ou outras checagens de
integridade dos dados. Combinaes comuns so RTS/CTS, DTR/DSR, ou XON/XOFF (que no
usam pinos no conector, mas caracteres especiais no fluxo dos dados). O caractere XON diz ao
receptor que o remetente do caractere est pronto para receber mais dados. O caractere XOFF
diz ao receptor para parar de enviar caracteres. O XON/XOFF est em desuso, e prefervel que
se utilize o controle de fluxo RTS/CTS.
Ao configurar a comunicao no Mastercam, voc deve antes ler o Manual da Mquina para ver
quais so os parmetros de velocidade, bits, etc que sua mquina suporta. No Mastercam v at
o menu Ajustes, Configuraes, e habilite os valores conforme o padro da sua mquina. A
interface esta:
Pgina 160
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Esta configurao do Mastercam suporta comunicao entre 1 computador e a mquina. Se
existem vrias mquinas para transmitir o programa, necessrio utilizar um software DNC, que
serve para comunicao em rede.
Pinagem RS232
Segundo o padro RS232, cada pino de um conector serial tem uma funo especfica, que deve
ser seguida para a correta montagem de um cabo de comunicao.
Observando de perto, um conector DB9 ou DB25, voc poder observar os nmeros de cada pino
marcados na chapa plstica.
Pino
DB9
Pino
DB25
Nome
Transmite
Dados (TxD)
Recebe os Dados PC
<Recebe os dados do equipamento
(RxD)
Equipamento
GND
Direo
Dados
dos
Funo
os PC
-> Transmite os dados do PC para o
Equipamento
equipamento
Terra
Request To Send PC
(RTS)
Equipamento
Solicita
-> dados.
permisso
para
envio
de
Controle de fluxo.
Clear
(CTS)
To
Data Set
(DSR)
Verifica permisso do equipamento
Send PC
<- para receber dados.
Equipamento
Controle de fluxo.
Ready PC
Equipamento
Verifica permisso do equipamento
<- para receber dados.
Controle de fluxo pouco usado.
20
Solicita permisso para envio
Data
Terminal PC
-> dados.
Ready (DTR)
Equipamento
Controle de fluxo pouco usado
Data Carrier Detect
PC <- Modem
(DCD)
de
Usado para comunicao com Modens
Pgina 161
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Pino
DB9
Pino
DB25
Nome
Direo
Dados
dos
22
Ring Indicator (RI)
PC <- Modem
Funo
Indicador de chamada (Usado para
comunicao com Modens)
Funo de cada pino de uma interface serial (DB9 e DB25) em um PC conforme o padro RS232
3.Definio de DNC (Direct Numeric Control / Controle Numrico Direto)
Este termo usado de dois modos:
A aplicao mais comum da sigla est em referncia a um computador que controla diretamente
a mquina de usinagem, provendo os sinais exigidos ao longo de um sistema de comunicaes
de dados.
Um sistema de DNC pode significar algo to simples quanto um programa de comunicaes que
envia programas de NC/CNC memria do controle da mquina de usinagem.
Tambm poderia ser algo to avanado quanto instalao de uma rede de transmisso de dados
direta aos componentes de mquina de usinagem com possibilidade de dirigir a mesa e as
ferramentas.
Muitos sistemas de DNC comerciais so bastante sofisticados e tm a habilidade para conversar
de uma s vez com varias mquinas de usinagem.
Estes sistemas enviam os programas em cdigos M e G diretamente memria de mquinas de
usinagem conforme a solicitao dos controles destas mquinas e freqentemente incluem
ferramentas de gerenciamento como querings e estimaes de tempo
Pgina 162
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
4. Conceituao da palavra eixo em CNC
Sempre quando ouvimos falar sobre tecnologia CN/CNC, esta implcita a questo eixo, ex.
Compramos uma mquina CN cinco eixos.
No entanto, sempre surge a dvida, quais so estes tais eixos? Um modo simples de conceituar a
palavra eixo CNC referenciar se como eixo cada movimento possvel de ser feito na direo de
um dos eixos do sistema cartesiano de modo consecutivo, ou seja, se a mquina pode se
movimentar na direo X Y e Z no mesmo tempo, esta mquina uma mquina de trs eixos,
porm se esta mquina movimenta-se em dois eixos consecutivamente e o terceiro quando os
outros dois estiverem parados, esta mquina possui dois eixos e meio.
comum encontrarmos mquinas de dois eixos e meio, o movimento do eixo que denomina esta
mquina como 'meio' conhecido por movimento indexado ou seja no continuo, pois s atua
quando os outros eixos esto parados.
Mquina simples de trs eixos
Encontramos os trs primeiros eixos, e o que falar de uma mquina de quatro ou cinco eixos?
Vamos ento conversar de outros tipos de eixos que no sejam X Y e Z, que so conhecidos
como eixos lineares primrios.
Os outros dois, no caso de uma mquina cinco eixos, so os eixos rotativos ou giratrios ou ainda
eixos angulares. Estes eixos se movimentam em torno de um dos trs eixos primrios X, Y e Z, do
seguinte modo se girar como se fosse em torno de um eixo paralelo ao eixo X este levar o nome
de eixo A, se em torno do eixo Y se chamar B e em torno de Z por conseqncia seria o C.
Veja como seria fcil identificar os movimentos dos eixos rotativos, ou seja, o sentido e a direo
destes eixos, podem utilizar a regra da mo direita, do seguinte modo, com a mo como se
estivesse fazendo "positivo" considerando que o eixo linear sobre o qual girar o eixo rotativo,
passa paralelo por dentro da mo como se a mesma segurasse o eixo e o polegar indicaria o
Pgina 163
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
sentido que este eixo aumenta positivamente, ento o eixo rotativo giraria acompanhando os
outros quatro dedos tambm no sentido positivo.
Veja no croqui Abaixo:
Regra da mo direita para identificar o sentido de giro dos eixos rotativos
Mquina de cinco eixos (X,Y, A, B)
Uma pergunta ainda, pode estar havendo na cabea de muitas pessoas, mas eu j ouvi falar de
mquinas de seis, sete ou at mais eixos, como seria isto?
Pgina 164
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Realmente isso existe, embora sejam mquinas extremamente especiais, elas existem, alm dos
eixos lineares primrios pode haver outros trs eixos lineares, que so conhecidos como eixos
lineares secundrios, e suas disposies so da seguinte maneira, se o eixo paralelo ao X se
chamar U, se paralelo a Y o nome ser V, se paralelo ao eixo Z recebe o nome de W. Deste
modo j se somam nove eixos possveis em uma mquina CNC; porm isto no para por a, pois
pode haver mquinas de at 15 eixos, mas estes seriam casos muito especiais, e no seria
interessante nesta explanao.
Mquina cinco eixos (quatro lineares X,Y,Z e W, um rotativo B)
Outro aspecto importante sobre os eixos de mquinas CNC seria onde estes eixos se
movimentam, ou seja, os eixos podem movimentar o cabeote da mquina e a mesa fica parada
ou vice-versa, ou ento alguns eixos movimentam a mesa e outros o cabeote, as combinaes
podem ser muitas.
Na realidade, para programadores isso tem pouca importncia, quando se trata apenas de eixos
lineares, porm se forem eixos rotativos, isso pode gerar alguns problemas. Quem na realidade
precisa conhecer as implicaes cinemticas sobre este assunto o desenvolvedor de psprocessador, pois ele precisa saber interpretar essas diferenas e implement-las nos psprocessadores.
Pgina 165
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Os programadores no entanto, precisam conhecer um pouco disto tudo para verificar o que ocorre
quando movimentos rpidos atuam em eixos mistos, ou seja, lineares e rotativos.
Fonte: Professor Amrico Luiz de Azevedo
5. Diferena entre G00 e G01
O cdigo G01(interpolao linear) e G00(movimento rpido) para muita gente parece atuar de
modo igual, porm, se existem os dois e com descries diferentes com certeza porque eles
atuam diferentemente, s vezes um programador ou operador de mquina CNC tem o sentimento
que a nica diferena o fato que em G00 a mquina movimenta-se na velocidade mais rpida
possvel e em G01 a mesma mquina movimenta-se em velocidade controlada. De certo modo
isto verdade, porm algumas outras diferenas sutis podem causar um movimento inesperado
na mquina, pois o programador no CADCAM v um movimento rpido do mesmo modo que uma
interpolao linear.
G00 Rapid Positionning (posicionamento rpido).
Isto quer dizer que quando o programador escolhe este tipo de movimento com o comando
"RAPID" ele no esta se preocupando com as atitudes da mquina para se adotar o G00, ou seja,
em geral isso significa que a mquina conduzir a ferramenta para posio indicada com a
mxima velocidade possvel em todos os eixos e muitas vezes os eixos possuem velocidades
mximas diferentes.
No inicio, quando as mquinas CN eram relativamente simples com 2 ou 3 eixos, isso no gerava
tanto problema, pois no implicava em eixos rotativos de cabeotes ou mesas.
Veja abaixo o que pode ocorrer:
Exemplo 1: uma demonstrao grfica.
Pgina 166
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Exemplo2: uma demonstrao descritiva.
Considerando uma mquina de trs eixos (X,Y e Z) com velocidades mximas iguais
(F=10000mm/min), a posio da ferramenta em X=3000, Y=2000 e Z=1000, o programador usa
ento um RAPID para movimentar a ferramenta para X=0,Y=0 e Z=0.
Ou seja:
No programa fonte:
FEDRAT/100
GOTO/3000,2000,1000
RAPID
GOTO/0,0,0
No programa mquina:
N0 G01X3000 Y2000 Z1000F100
N1 G00X0Y0Z0
Na mquina o que ocorre:
Movimento 0 X3000 Y2000 Z1000 F100
Movimento 1 X2000 Y1000 Z0 F10000
Movimento 2 X1000 Y0 Z0 F10000
Movimento 3 X0 Y0 Z0 F10000
Pgina 167
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Perceba que um nico bloco no programa fonte ir na realidade gerar trs movimentos na
mquina.
Porm, na poca atual com a evoluo das mquinas este detalhe ficou ainda mais complexo,
pois as mquinas possuem mais de trs eixos, e um comando RAPID gerar provavelmente mais
de trs movimentos e o movimento que no CAD parece apenas que a ferramenta inclinou na
realidade gera movimentos em X,Y,Z A e B. Se estes A e B forem na mesa, ficar muito mais
complicado, podendo ocorrer at impacto entre barramentos e ferramenta ou coisa semelhante.
Como estes detalhes foram se tornando complexos com o tempo, e no inicio no havia muito que
se preocupar, os programadores s vezes no entendem porque um movimento que parece ser
to simples no CADCAM pode se transformar em coisa to catastrfica na mquina.
Devido a isto, os ps-processadores modernos permitem tratamentos especiais para estas
situaes, porm as mquinas so muito mais complexas e estas informaes podem ser tratadas
de vrias maneiras. Como a principal funo dos ps-processadores ser fiel s informaes
vindas do CADCAM, um tanto quanto delicado estas decises pelo ps, ficando mais simples
atitudes diretivas dos prprios programadores no sentido de minimizar estas decises do ps.
G01 Linear imterpolation (interpolao linear).
Em caso de 3 eixos ou menos, o movimento se dar tanto no CADCAM quanto na mquina de
modo muito semelhante, porm se for 4 ou mais eixos pode ocorrer uma linearizao* (coisa que
no ocorre com o G00), ou seja, a colocao de pontos intermediria aos movimentos finais.
Exemplo de G01 em mquina trs eixos:
Pgina 168
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
importante saber que o avano de 100mm/min ser na direo e sentido do movimento e
no em cada eixo independente.
6. Etapas para se criar um programa CNC
Existem muitos modos diferentes para se obter um programa CNC com os quais obteremos a
mesma pea, porm com resultados diferentes.
Abaixo uma seqncia de etapas que sem dvida produzir um bom programa de usinagem CNC.
1a Etapa: Definio do MATERIAL.
O material deve ser definido de preferncia pelo programador da pea em auxilio ao processista
de usinagem, pois este deve ter uma idia melhor do processo de fabricao da pea, levando em
considerao material a mais que ser usado como fixao do produto ao dispositivo de
usinagem.
2a Etapa: Determinao da FIXAO.
Uma boa fixao certamente minimiza muitos problemas durante o processo, de modo que devese ter muito critrio e atentar a alguns pontos:
1) A fixao deve ser de tal modo que a pea no se mova durante o corte.
2) importante que haja espao suficiente entre a fixao e a pea para acesso da
ferramenta.
3) Prefira fixaes de atuao rpida.
Pgina 169
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
4) Para peas de grandes reas de base tente usar dispositivos a vcuo.
5) Caso seja possvel, elimine as fixaes no final do programa.
3a Etapa: Definio das FASES, FERRAMENTAS DE CORTE e SEQUNCIA DE USINAGEM
Nesta etapa, tendo decidido as fixaes, faa um bom delineamento do programa, ou seja de
modo macro defina as ferramentas e como elas atuaro para retirar o material da pea, em cada
fase.
Entenda por fase toda interseo do operador da mquina durante o corte da pea, ex: Prender
grampo; soltar a pea e rotacionar prendendo novamente, etc..
Exemplo:
Fase 1 - Primeira face da pea a ser usinado.
Ferramenta 1 - Fresa dimetro 25- Fazer o desbaste geral, mantendo sobremetal de 1mm
-Facear a regio dos parafusos.
Ferramenta 2 - Broca de centro - Fazer furos de centro
Ferramenta 3 - Broca de - Fazer furos prximo a aba central
... etc..
Fase 2 - Segunda face
Ferramenta 1 - Fresa dimetro 25 - Fazer o desbaste geral.
Ferramenta 4 - Fresa dimetro 20 - Usinar cavidades
Ferramenta 6 - Fresa dimetro 20 - Usinar contorno externo
... etc..
Obs.: Fazer estas definies para todas as fases necessrias ao programa.
4a Etapa: Condies de corte
Uma vez que o trabalho feito com ferramentas decidido, os dados de corte tais como avano,
rotao e profundidade de corte devem ser definidos em funo do tipo de mquina CNC que ser
usada e seguindo sempre as condies sugeridas pelo fabricante da mquina ou por um tcnico
especializado.
Pgina 170
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
5a Etapa: PROGRAMA CNC
Agora o programador est pronto para comear a criar o programa CNC. Um bom sistema
CAD/CAM deve estar disponvel. A melhor maneira de criar o programa CNC simplesmente
sentar-se em frente a uma estao de trabalho imaginando-se em frente mquina e comear a
fazer as movimentaes necessrias para gerar a pea utilizando todas as informaes definidas
anteriormente.
6a Etapa: Verificao do PROGRAMA CNC
Depois de terminado o programa, este deve ser verificado usando a prpria ferramenta do sistema
CAD/CAM ou alguma ferramenta prpria para simulao ou ainda o prprio simulador da mquina
CNC, mas esta verificao se faz necessria para evitar colises de podem trazer grandes
prejuzos.
7a Etapa: Teste do programa CNC na mquina CNC
Antes de comear a primeira pea deve ser verificado se todas as condies pr - estabelecidas
foram cumpridas com todo o rigor possvel e algumas questes devem ser respondidas
positivamente:
Fixao do dispositivo na mquina esta ok?
Fixao da pea no dispositivo esta ok?
Ferramentas de corte esto afiadas e com comprimento de acordo com o programa CNC?
A mquina CNC esta zerada de acordo com programa CNC?
Depois de respondidas estas questes, o primeiro teste do programa CNC pode ser feito usando
muita cautela tendo em vista que possveis erros na transmisso de dados para a mquina, erros
no programa CNC que no foram percebidos anteriormente nas verificaes podem ocorrer.
Este primeiro teste serve principalmente para verificar as condies de corte que no podem ser
simuladas.
8a Etapa: INSPEO do produto final
A primeira pea deve ser inspecionada totalmente antes de dar seqncia a produo.
9a Etapa: DOCUMENTAO
Pgina 171
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Uma documentao clara deve ser enviada para o operador para que este consiga produzir a
pea sem o auxlio do programador, se este no for o mesmo , ou para que outra pessoa possa
fazer a pea.
10a ETAPA:GERENCIAMENTO DO PROGRAMA CNC
O gerenciamento do programa importante para sua localizao em caso de o programa sofrer
alteraes por revises ou melhorias no programa CNC.
7. Interpolao Circular
Os cdigos:
G02 interpolao circular no sentido horrio;
G03 interpolao circular no sentido anti-horrio.
Embora sejam fceis de se entender, geram dvidas para operadores e programadores de
mquinas CN, pois existem muitas possibilidades de configurao para este tipo de funo de
mquina. As dvidas mais comuns esto nos tais versores "i, j e k" indicadores de direo. Estes
Pgina 172
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
versores conforme o comando, podem estar relacionados com o centro da circunferncia que
deseja-se fazer ou ento com o sistema de coordenada de trabalho (SCT) da pea.
Os valores "X, Y e Z" so usados para referenciar as posies finais das ferramentas em contato
com as circunferncias. Em geral esses valores so expressos em coordenadas cartesianas
absolutas.Os versores "i, j e k" so usados para referenciar os centros das circunferncias, ou
seja:
I a distancia X do centro do circulo em relao ao (0,0,0) do programa;
J a distancia Y do centro do circulo em relao ao (0,0,0) do programa;
K a distancia Z do centro do circulo em relao ao (0,0,0) do programa.
necessrio tambm informar para mquina o plano de trabalho desta interpolao, a forma mais
comum pelos cdigos G17, para plano XY, G18, para plano XZ e G19 para plano YZ.Em geral
quando nenhum destes indicadores de planos so citados, subentende-se que o plano de trabalho
XY, como fosse acionado o cdigo G17 (ou seja, o G17 DEFAULT para o caso).
8. NURBS (Non-Uniform Rational B-Spline) - Alguns conceitos iniciais
Atualmente, os sistemas CAD classificados como modeladores de superfcies permitem a
construo de formas complexas, dando ao usurio total liberdade para o modelamento de seus
produtos. Um sistema CAD com estas caractersticas possui sofisticados modelos matemticos
que possibilitam representaes geomtricas complexas
Pgina 173
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Estes algoritmos matemticos so conhecidos como funes Spline. "Spline uma curva noconcntrica, no-reta e desenhada suavemente atravs de uma srie de pontos, conhecida
tambm como curva francesa.
Estes modelos matemticos foram desenvolvidos inicialmente por Lagrange, Hermite e mais
recentemente pelo francs Paul Bzier, que utilizou em 1972 sua formulao no sistema Unisurf,
para representar formas complexas de um painel de carro produzido pela empresa na qual
trabalhava, a Renault.
Esta foi a primeira utilizao de sistemas computacionais para modelamento de superfcies em
projetos mecnicos. Atualmente, a formulao proposta por Bzier sofreu algumas alteraes,
surgindo os modelos B-Spline e a mais recente NURBS (Non-Uniform Rational B-Spline),
permitindo maior manipulao e controle da curva ou superfcie gerada, e conseqentemente,
maior versatilidade na representao de formas complexas.
A seguir, encontra-se uma breve descrio das principais metodologias Spline utilizadas para a
representao de curvas complexas em sistemas CAD. A representao de superfcies complexas
uma extrapolao do conceito utilizado para a representao de curvas complexas. Todas as
metodologias descritas a seguir utilizam-se de equaes polinomiais paramtricas para a
representao das curvas. As variveis X, Y, e Z esto em funo de um nico parmetro.
1.Curvas de Hermite
Sendo uma das primeiras representaes matemticas de curvas complexas, Hermite definiu uma
curva utilizando uma equao polinomial, dois pontos e dois vetores tangentes que determinam
sua forma, como ilustra a Figura 1.
A curva proposta por Hermite definida por um polinmio e pontos de incio e fim, associados a
dois vetores, o que permite um controle razovel sobre a curva. A utilizao e edio dos pontos e
dos vetores tangentes so teis para o modelamento de formas complexas.
Pgina 174
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Figura 1: Curva de Hermite
No entanto, utilizando a metodologia de Hermite, os valores dos pontos e as inclinaes dos
vetores devem ser atribudos numericamente, dificultando a utilizao prtica desta tcnica.
2. Curvas de Bzier
Visando eliminar as inconvenincias da formulao de Hermite, Bzier utilizou-se de um polgono
para definir a curva, substituindo os pontos e os vetores utilizados por Hermite, como ilustra a
Figura 2. Este polgono aproximado por uma equao polinomial paramtrica, baseado na
equao a seguir:
onde:
P o ponto da curva (x;y;z) representada pelo polgono P1 P4,
U o valor paramtrico variando de 0 a 1
Figura 2: Representao de uma curva atravs de um polgono de controle
Pgina 175
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Os pontos do polgono atraem a curva, permitindo manipulaes interativas. As modificaes na
curva so realizadas pela edio dos pontos que definem o polgono de controle. A curva passa
pelo primeiro e ltimo ponto e so tangentes ao primeiro e ao ltimo segmento do polgono de
controle. Um dos inconvenientes desta metodologia que apenas permite modificaes globais
da curva. A alterao de um ponto do polgono altera-se a curva toda.
Uma evoluo das curvas de Bzier a representao B-Spline, que se utiliza tambm de uma
equao polinomial paramtrica e pode ser considerada como uma generalizao das curvas de
Bzier, com algumas modificaes, permitindo entre outras coisas, representar uma curva
utilizando-se um polinmio de baixo grau, facilitando os clculos computacionais, permitindo
tambm modificaes locais da curva.
3. Curvas NURBS
Basicamente, a metodologia NURBS (Non-Uniform Rational B-Spline) baseia-se na metodologia
B-Spline, acrescentando duas funes principais:
Non-Uniform: Os vetores (knot) que indicam qual a parcela da curva afetada por um
ponto de controle individual, no so necessariamente uniformes;
Rational: possvel definir a intensidade (weight) com que cada ponto de controle "atrai" a
curva. Alm disso, tambm permite a representao de entidades geomtricas primrias:
cilindros, cones, e planos, assim como curvas cnicas, tais como: crculos, elipses,
parbolas e hiprboles.
Algoritmos NURBS permitem um controle mais apurado sobre a geometria, alm da possibilidade
de representar uma curva complexa utilizando-se um polinmio de baixo grau. Em sntese, estas
caractersticas significam que mais fatores de controle podem ser aplicados curva, de modo que
superfcies mais complexas possam ser representadas com um menor nmero de curvas. Por
estas razes, a metodologia NURBS se tornou a mais eficiente para a representao de curvas e
superfcies complexas.
4. Trajetrias de ferramenta
Pgina 176
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
O mtodo mais utilizado para descrever a trajetria de ferramenta para usinagem de superfcies
complexas a interpolao linear de segmentos de retas, utilizando comandos G01. Existem
outras metodologias, como a interpolao circular/linear e interpolaes tipo Spline, neste caso,
para descrever uma trajetria complexa de ferramenta. Por serem relativamente recentes, estas
duas metodologias ainda so pouco estudadas.
O programa NC gerado utilizando um mtodo Spline no ir conter os comandos tradicionais,
G01, G02 ou G03, mas uma nova codificao, como ilustra as linhas de programa a seguir:
...
N4 G43 Z27.822 H00
N5 Z11.1
N6 G01 Z-2.075 M08 F4000.
N7 POLY PO[X]=(-2.446 ,-.012 ,.006) PO[Y]=(0.,0,0) PO[Z]=(-1.851 ,-.031 ,.012)
N8 PO[X]=(-2.393 ,.005 ,-.001) PO[Y]=(0.,0,0) PO[Z]=(-1.643 ,.004 ,-.001)
N9 PO[X]=(4.469 ,4.219 ,-.538) PO[Y]=(0,0,0) PO[Z]=(8.291 ,-1.168 ,-.792)
.....
Figura 3: Linhas de um programa NC em formato polinomial
A Figura 4 ilustra as trs tcnicas de interpolaes, utilizadas para descrever uma mesma
trajetria de ferramenta.
Figura 4: Mtodos para descrever trajetrias de ferramenta e geometrias complexas
Os dois ltimos tendem a propiciar melhores resultados de usinagem, reduzindo o tamanho dos
programas NC gerados, com a possibilidade de se trabalhar com maior velocidade de avano,
reduzindo o tempo de usinagem. Outro fator j documentado a possibilidade de se obter melhor
qualidade na superfcie usinagem, utilizando-se interpolaes NURBS ou circular/linear.
Fonte: MSc Eng. Adriano Fagali de Souza
Pgina 177
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
9. O que ps-processamento CNC?
No inicio do ps-processamento CN, um ps-processador era considerado uma ferramenta de
interface entre o CAM e a mquina CN, ou seja, um mero tradutor, lendo as instrues emitidas de
um sistema CAM e escrevendo numa forma apropriada para uma mquina CN especifica.
Hoje, porm, o ps-processamento evoluiu para incluir uma gama dinmica de ferramentas de
otimizao do cdigo que so responsveis por emitir um cdigo de mquina CN o mais eficiente
e produtivo possvel.
Ps-processar se refere ao processo pelo qual as usinagens nos seus arquivos Mastercam so
convertidos para um formato que poder ser entendido pelo controle de sua mquina ferramenta
(por exemplo cdigos G). Um programa especial chamado ps-processador l o arquivo
Mastercam e escreve o cdigo NC apropriado. Geralmente, cada mquina ferramenta ou controle
necessitar seu prprio ps-processador, personalizado para produzir o cdigo formatado que
atenda EXATAMENTE aos requerimentos e suas preferncias.
Adicionalmente, voc pode personalizar o ps-processador para refletir o trabalho e suas
preferncias, por exemplo, blocos de segurana ou tolerncias.
Ps-processadores no lem peas Mastercam diretamente. Ao invs disto, o Mastercam cria um
arquivo NCI como formato intermedirio, a ser usado pelo ps-processador. Voc pode escolher
salvar os arquivos NCI num formato texto e, portanto para ser visualizado diretamente. Isto pode
ser til ao personalizar os ps, detectar ou analisar problemas com o cdigo NC para uma pea
particular, porque isto permite verificar os dados exatos que o ps est lendo.
Todas as operaes no arquivo de pea do Mastercam esto listadas sob o Gerenciador de
Operaes. Antes de ps-processar as operaes, reveja os ajustes da mquina para cada grupo
de mquina. Estes ajustes incluem o nome do ps-processador e o nome do arquivo NC que ser
gravado.
O ps-processador CN responsvel por unir duas tecnologias muito diferentes, e serve
freqentemente para compensar as deficincias entre elas. Tenha em mente o ponto crucial do
assunto: um ps-processador pode ampliar a tecnologia, ou pode inibi-la, dependendo de sua
aplicao.
Entender como um ps-processador pode ampliar tecnologia, ajuda entender como e por que os
ps-processadores evoluram, como era tradicionalmente aplicado, e como o surgimento de
Pgina 178
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
sistemas de ps-processadores avanado mudou o modo de uso desta tecnologia hoje. Este
artigo mostrar como podem os ps-processadores CN atuar como componentes fundamentais
em automatizao industrial.
O que um ps-processador?
A maioria dos sistemas CAM gera um ou mais tipos de arquivos de linguagem neutra que contm
instrues para uma mquina CN. Estes ou esto em um formato binrio chamado CLDATA ou
algum formato ASCII o qual legvel e geralmente escrito em linguagem APT.
APT uma sigla para "Ferramentas Automaticamente Programadas" que aceita definies
geomtricas simblicas e instrues de usinagem, e gera CLDATA que descreve uma operao
de usinagem passo a passo em condies absolutas. Alguns sistemas de CAM provem um
grande grau de flexibilidade, permitindo incluir quase qualquer coisa no arquivo neutro, outros so
bastante rgidos sobre o que pode e no pode ser includo.
No outro extremo do ps-processamento esto as mquinas CN, que requerem informaes
personalizadas para que o controle exija menos do profissional que opera a mquina. Mais
importante, a mquina CN deve ser dirigida para satisfazer os critrios de cho de fabrica que
esto principalmente baseados em segurana e eficincia.
O ps-processador o software responsvel para traduzir instrues neutras do sistema CAM
para as instrues especficas requeridas pela mquina CN. Este software precisa responder s
exigncias e limitaes do sistema CAM, mquina CN e ambiente industrial.
Ento, ps-processar uma parte importante de automatizao industrial.
Escolher um sistema de ps-processamento ou um ps-processador.
Ps-processadores podem fazer muitas outras coisas alm de traduzir o cdigo CLDATA ao
cdigo da mquina CN. Por exemplo, um ps-processador pode se resumir em movimentao dos
eixos, limitando a alimentao e velocidade de ps-processamento, e a qualidade da informao
ps-processada podendo assim minimizar o uso dos recursos disponveis do CAM ou do CN.
Porm, ps-processadores mais sofisticados podem validar o programa antes que fosse cortado
na mquina CN. H muitas regras simples que um ps-processador pode seguir como colocar
mensagens de advertncia, que seriam exibidas quando regras so violadas.
Pgina 179
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Alguns exemplos:
-Notando se uma ferramenta no selecionada prximo do inicio do programa.
-Advertncia quando movimentos de corte so implementados com fuso parado.
-Sinalizando longa srie de movimentos de posicionamentos.
-Advertindo que a ferramenta esta fora do plano de usinagem;
-Notando se no forem ligadas as compensaes de comprimento ou dimetro quando forem
solicitadas para uma ferramenta.
Alm de validao simples vem a correo.
H muitas situaes onde um ps-processador pode descobrir um erro e corrigi-lo. Exemplos:
-Ciclos fixos ativos durante uma mudana de ferramenta (eles deveriam ser temporariamente
cancelados);
-Selecionando uma gama de engrenagem de fuso incorreta ou inexistente (o ps-processador
deveria selecionar uma gama de velocidades que a mquina possua);
-Especificando um sistema de lubrificao indisponvel solicitado (o ps-processador deveria
selecionar o prximo melhor tipo).
s melhores ps-processadores mantm um quadro global do trabalho completo a toda hora,
enquanto adequando os eventos que esto chegando, tomam decises sobre atual.
O programador CN usa esta informao para aperfeioar o trabalho sem precisar intervir no psprocessamento.
Ps-processadores tambm podem trabalhar com relao s limitaes e bugs do sistema de
CAM ou na mquina CN. geralmente muito mais fcil de mudar o ps-processador do que
adquirir uma reviso nova do sistema CAM, ou uma nova reviso da executiva do controlador CN.
Ps-processadores permitem juntar tudo, e ps-processadores bons podem fazer isto com um
mnimo de esforo.
Os melhores trabalhos ps-processados so transparentes, em outras palavras os melhores psprocessadores so os que o usurio no toma conhecimento sobre a complexidade dos clculos e
aes que esto ocorrendo por trs do ps-processamento e nem se preocupa com ele. Eles
aguardam o ps-processamento tranqilamente, e s interferem quando algum alarme for dado,
garantindo o trabalho feito.
Pgina 180
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
10. Usinagens 2D em Alta Velocidade Tipos
Usinagem de Ressaltos: gera movimentos de usinagem contnuos para usinar ressaltos e
cavidades numa nica operao. Esta operao precisa de dois encadeamentos, um
externo e um interno. O encadeamento externo representa a fronteira do bloco, e o
encadeamento interno representa o limite da pea. A usinagem se inicia pelo lado de fora,
vindo em direo fronteira interna.
Usinagem Casca: gera uma usinagem concordante entre dois contornos ou ao longo de
um nico contorno. Se voc utilizar apenas um encadeamento, defina a largura de corte.
Em casos de haver encadeado dois contornos, a largura ser definida pela distncia entre
os dois.
Pgina 181
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Usinagem combinada: gera movimento de ferramenta suave entre dois contornos
abertos. Permite utilizar o comprimento de corte da ferramenta ao mximo.
Usinagem de cavidade: usina cavidades com movimentos mais suaves. Estes
movimentos podem ser controlados, evitando cantos vivos e mudanas inesperadas de
direo.
Usinagem de sobras: verifica o material que outras operaes deixaram.
Pgina 182
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
11. Usinagens de superfcie em Alta Velocidade Tipos
Desbaste de macho: esta estratgia de usinagem gera movimentos que reduzem a
necessidade de movimentos em rampa ou em hlice. Gera um jogo de perfis da superfcie
em profundidades Z diferentes, e mais um jogo de perfis afastados da superfcie, que
permite criar um desbaste de fora para dentro.
Os passes do Desbaste de macho podem se estender horizontalmente alm dos limites da
superfcie numa distncia pequena, o que assegura que todo o material ser usinado dentro dos
limites estabelecidos.
Outra caracterstica importante deste tipo de desbaste que o Mastercam pode mudar a
estratgia de usinagem dentro de uma mesma operao se houver, por exemplo, uma mistura de
macho e cavidades. Nestes casos, o Mastercam cortar as cavidades de dentro pra fora e o
macho de fora pra dentro, como mostra a figura anterior. Use Minimizar entradas da ferramenta
Pgina 183
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
para o Mastercam automaticamente dar voltas trocoidais nas reas onde a ferramenta talvez fique
enterrada, como por exemplo, num vale entre duas salincias.
Desbaste de cavidade: este tipo de usinagem foi projetado para cavidades ou outras
reas que podem ser eficientemente usinadas de dentro para fora. A usinagem de
cavidade aumenta ao mximo o tempo em que a ferramenta estar em contato com a
superfcie, e pode resultar em significativa diminuio dos movimentos de retrao que
uma usinagem comum geraria. Tipicamente, neste tipo de usinagem s existem
movimentos de retrao quando a ferramenta se move de uma cavidade/regio outra.
A diferena importante entre o Desbaste de Macho e este tipo de usinagem que o Desbaste de
cavidade corta de dentro para fora, enquanto o Desbaste de Macho corta de fora pra dentro. Os
parmetros so praticamente os mesmos.
Pgina 184
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Desbaste remanescente: use este tipo de desbaste quando quiser calcular a quantidade
de material deixado pelas operaes anteriores. Para cada rea com material
remanescente, o Mastercam faz os clculos necessrios.
A figura a seguir mostra um exemplo de operao de Desbaste de Macho, porm, existem reas
que no puderam ser usinados com a ferramenta.
Embora toda a superfcie tenha sido selecionada para ser usinada, o Mastercam limita os passes
de corte apenas s reas que podiam ser usinadas com a ferramenta de desbaste. Em cada rea
com material remanescente, o Mastercam calcula mltiplos cortes em Z numa profundidade que
voc especifica.
O Mastercam d-lhe vrias opes para calcular o material remanescente:
-Se as operaes de desbaste esto no mesmo arquivo, voc pode escolher usar
todas as operaes prvias, ou pode selecionar uma operao especfica. As operaes
prvias no precisam ter sido uma operao de superfcie alta velocidade; pode ser
qualquer outra usinagem Mastercam.
- Se no h nenhuma operao anterior de desbaste, voc escolher calcular o
material remanescente deixado por uma ferramenta de desbaste, cujas dimenses voc
colocar no campo apropriado.
- Voc tambm pode selecionar um modelo STL ou outro arquivo CAD. Isto
especialmente til para moldes.
Note que vrias usinagens de superfcie alta velocidade, como Linha dgua e Raster, incluem
uma opo de passes de Material Remanescente. Semelhante a usinagem de Desbaste
Remanescente, estes calculam o material baseado nas dimenses da ferramenta de desbaste e
s aplica a usinagem a essas reas, porm, no cria mltiplos cortes de mergulho em cada rea.
Pgina 185
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Use esta opo onde voc quer uma estratgia de usinagem diferente e quando o material
remanescente suficientemente pequeno para ser retirado num nico passe.
Acabamento rea horizontal: use este tipo de acabamento para usinar as reas planas
da sua superfcie. O Mastercam criar passes de corte na altura Z de cada rea. Por
exemplo, na usinagem mostrada abaixo, h duas reas planas: uma no topo da superfcie
e outra na base. O Mastercam cria um jogo de passes para cada nvel e corta de dentro
para fora, dentro de cada rea de corte.
O Mastercam analisa as superfcies selecionadas e automaticamente identifica as reas planas
dentro de cada superfcie. Assim voc no precisa criar limites de conteno nem limitar a
ferramenta apenas a reas planas. Ainda que a superfcie no seja totalmente plana, o Mastercam
identificar as reas planas e as usinar. O Mastercam calcular a usinagem de tal maneira que a
ferramenta no saia por uma parede lateral.
O Acabamento Horizontal usinar apenas reas completamente planas (dentro da tolerncia de
corte). Mesmo que uma superfcie tenha um ngulo muito pequeno, no ser detectado.
Esta usinagem frequentemente usada para operaes de semi-acabamento, e inclui vrios
parmetros que apiam estas operaes.
Pgina 186
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Acabamento de cantos: as usinagens de cantos so usadas para limpar cantos de um
trabalho. A ferramenta segue um contorno definido pela interseco de duas ou mais
superfcies. A usinagem de cantos em superfcie alta velocidade so semelhantes s
usinagens normais de cantos, mas formam otimizados para produzir movimentos mais
suaves de ferramenta, e se necessrio, mudando para alta velocidade. Voc pode definir o
tamanho da rea de corte por criar mltiplos perfis de afastamento no limite da superfcie.
Acabamento Raster: a usinagem Raster um acabamento numa nica direo. Esta
estratgia de usinagem mais eficiente em superfcies horizontais ou superfcies
sobrepostas que so perpendiculares ao ngulo dos passes.
No exemplo acima, os passes so paralelos ao eixo X. No detalhe direita, voc pode ver que os
passes esto em espaos regulares. No detalhe esquerda, onde a superfcie est num ngulo
Pgina 187
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
em relao ao passe cortante, voc pode ver que os espaamentos comeam a degradar. Nestas
reas voc pode ajustar o ngulo da usinagem para melhores resultados.
Acabamento Crista: esta usinagem difere de outras usinagens de acabamento, pois a
profundidade de corte medida ao longo da superfcie, em forma 3D, em vez de ser
paralela ao plano da ferramenta, como nos demais acabamentos. Isso garante uma
rugosidade constante ao longo de toda a superfcie.
Acabamento Linha Dgua: a usinagem por Linha Dgua cria uma srie de curvas ao
longo do perfil das superfcies num valor constante de Z. So semelhantes s usinagens
de acabamento de contorno, mas usa tcnicas de usinagem alta velocidade para obter um
acabamento mais liso, movimento de ferramenta mais eficiente e suave. Tipicamente
usada em operaes de semi-acabamento e acabamento final.
As usinagens por linha dgua so melhores para superfcies cujos ngulos estejam entre 30 e
90. Isso porque a distncia entre passes medida ao longo do eixo da ferramenta. Onde as
superfcies no so muito fundas, o material no ser removido de forma eficiente. No entanto,
voc pode configurar a usinagem para gerar cortes extras em reas planas.
Voc pode ver na figura seguinte que os passes esto bem espaados nas superfcies verticais,
mas h duas reas com problema, onde a superfcie fica rasa. Ambos os problemas poderiam ser
evitados, ou ao menos reduzidos, limitando os passes de linha dgua entre 30 e 90 e usando
Pgina 188
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
outra estratgia, mais conveniente, nas reas pouco fundas. A pgina Parede/Plat permite
controlar isso.
Acabamento Radial: cria passes de corte a partir de um ponto central. Esta estratgia de
usinagem mais eficiente em reas com superfcies arredondadas e reas circulares.
Acabamento Espiral: use esta usinagem para criar passes de corte onde a ferramenta
avana numa espiral contnua, em vez de vrios passes numa altura z constante. O
espaamento entre cada passe uma distncia 2D medida no plano XY. Assim, este tipo
de usinagem trabalha melhor em partes pouco fundas, cujas caractersticas podem ser
eficientemente usinadas com um movimento circular. A figura a seguir mostra um exemplo
de usinagem em espiral.
Pgina 189
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
12. Usinagens padro de superfcie Tipos
Desbaste e Acabamento Paralelo de Superfcie:Use a usinagem de desbaste paralelo
de superfcie para remover grande quantidade de material rapidamente. No acabamento
usina todas as superfcies em movimentos paralelos de ferramenta.
Desbaste e Acabamento Radial de Superfcie: cortam a partir do centro para fora.
Desbaste e Acabamento Projetado de Superfcie: projetam a geometria ou a usinagem
a partir de uma operao anterior sobre superfcies.
Pgina 190
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Desbaste e Acabamento de Superfcie por Linhas de Fluxo: Usinagens por linha de
fluxo seguem a forma e direo das superfcies e criam um movimento de usinagem
suave.
Desbaste e Acabamento de Superfcie por Contorno: Use desbaste ou acabamento por
contorno para criar mltiplos cortes usando passos em Z constantes. Usinagens de
contorno de superfcie trabalham bem para peas que possuam paredes muito inclinadas.
As usinagens de desbaste e acabamento por contorno permitem que a ferramenta baixe
gradualmente no eixo Z ao invs dos eixos X e Y.
Pgina 191
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Desbaste por Reusinagem de Superfcie: Desbaste por reusinagem limpa material
remanescente com movimento de corte plano (Z constante).
Desbaste de Cavidade de Superfcie: Usinagens de desbaste de cavidade removem
muito material e rapidamente. Este cria uma srie de cortes planos ou com Z constante,
um mtodo preferencial de usinagem a diversas ferramentas de desbaste.
Pgina 192
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Desbaste de Superfcie por Mergulho: Usinagens de desbaste por mergulho desbastam
uma pea rapidamente usando movimentos do tipo de furao. As empresas que usam
estas usinagens, freqentemente investem em ferramentas especiais de desbaste.
Voc pode selecionar um dos mtodos a seguir para definir as usinagens de desbaste por
mergulho:
-O mtodo zig zag define uma grade retangular e a ferramenta mergulha em intervalos ao
longo deste.
- O mtodo NCI permite o mergulho da ferramenta em intervalos, seguindo uma usinagem
criada previamente.
Acabamento Paralelo de Paredes de Superfcie: O acabamento paralelo de paredes
remove material das superfcies que se encontram entre dois ngulos de inclinao. Por
exemplo, pode-se criar usinagem paralela de paredes para remover material das
superfcies entre 50 e 90 graus. Uma usinagem paralela de parede usual aps uma
usinagem paralela de acabamento.
Pgina 193
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Acabamento de Plats de Superfcie: Uma usinagem de acabamento de plats remove
o material das superfcies que se encontram entre dois ngulos de inclinao. O grfico
abaixo ilustra uma usinagem de plats que remove o material das superfcies com
angulao entre 0 e 10 graus.
Acabamento de Cantos de Superfcie: Uma usinagem de cantos segue o caminho da
interseco entre duas superfcies. Este limpa o material, levando a ferramenta tangente
s duas superfcies, de uma s vez.
Pgina 194
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Acabamento de Sobras de Superfcie: A usinagem de acabamento por sobras, remove o
material deixado para trs na operao prvia de ferramenta maior. Esta calcula quanto
material deixado e usa esta informao ao criar os movimentos da ferramenta.
Acabamento Combinado de Superfcie: Usinagens de combinao de superfcie
oferecem uma poderosa usinagem de superfcies que requerem cortes em conformidade
com a forma da pea. Uma usinagem por combinao cria um movimento definido por
curvas que voc criou ao longo da geometria.
Pgina 195
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Acabamento de Superfcie por Rugosidade Constante: Na usinagem de crista
constante, se garante uma altura de crista consistente sobre toda a pea, independente de
quais superfcies sejam paredes ou plats.
Pgina 196
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
13.
Tabela
de
Velocidade
de
Corte
Avanos
Pgina 197
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Pgina 198
SENAI Roberto Simonsen - Programador de Manufatura Assistida por Computador
Pgina 199
Você também pode gostar
- Folha de Planejamento de ProcessosDocumento7 páginasFolha de Planejamento de ProcessosJoão Santos100% (1)
- Avaliação de Ciências: Eja - 6º Ao 9º Ano - Ii Segmento - Etapa ÚnicaDocumento6 páginasAvaliação de Ciências: Eja - 6º Ao 9º Ano - Ii Segmento - Etapa ÚnicaSamuel Alencar100% (1)
- Aula 09 Introdução À Programação CNC - TorneamentoDocumento10 páginasAula 09 Introdução À Programação CNC - TorneamentoJunior GuedesAinda não há avaliações
- HD2200 PT PDFDocumento512 páginasHD2200 PT PDFJosé Francisco Ramos Teixeira100% (1)
- Apostila de Fresadora CNCDocumento13 páginasApostila de Fresadora CNCRui HenriquesAinda não há avaliações
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LAinda não há avaliações
- Pistis Sophia - CosmologiaDocumento2 páginasPistis Sophia - CosmologiaFlavio Martins'e Nascimento100% (1)
- Apostila Unidade 1 de CAD CAMDocumento25 páginasApostila Unidade 1 de CAD CAMDenylson Lima DantasAinda não há avaliações
- Tecnologia de Processo - Programação CNCDocumento39 páginasTecnologia de Processo - Programação CNCO mecanico100% (1)
- Apostila de Torno CNC - SENAI BrásDocumento93 páginasApostila de Torno CNC - SENAI Bráscaf_desknoteAinda não há avaliações
- Comando Numérico ComputadorizadoDocumento74 páginasComando Numérico ComputadorizadoDouglas WallysonAinda não há avaliações
- 1 - APOSTILA TORNO CNC - CNC TreinamentosDocumento107 páginas1 - APOSTILA TORNO CNC - CNC TreinamentosWesley SantosAinda não há avaliações
- Entendimento Básico Do CNCDocumento9 páginasEntendimento Básico Do CNCÂngelaCorreiaAinda não há avaliações
- Aula 5 - Calculo Numérico ComputacionalDocumento26 páginasAula 5 - Calculo Numérico ComputacionalEriton NevesAinda não há avaliações
- Relatório de CNCDocumento4 páginasRelatório de CNCdigobernardesAinda não há avaliações
- Processos de UsinagemDocumento41 páginasProcessos de UsinagemBruno MadureiraAinda não há avaliações
- CNC (Teste Diagnóstico)Documento11 páginasCNC (Teste Diagnóstico)cjjesusAinda não há avaliações
- Aula 15 Ciclo de Roscamento - TorneamentoDocumento6 páginasAula 15 Ciclo de Roscamento - TorneamentoJunior GuedesAinda não há avaliações
- Currículo 01Documento3 páginasCurrículo 01Rafael Rodrigues100% (1)
- SINUMERIK 840D840Di810DDocumento240 páginasSINUMERIK 840D840Di810DPriscila TarsitanoAinda não há avaliações
- Manual Basico Torno FanucDocumento42 páginasManual Basico Torno FanucJorge RibeiroAinda não há avaliações
- Iniciação Ao Comando Numérico - 90pgDocumento90 páginasIniciação Ao Comando Numérico - 90pgOziel Cristiano SantosAinda não há avaliações
- CNC Programao Fanuc DenfordDocumento23 páginasCNC Programao Fanuc DenfordRobertodeOLiveiraAinda não há avaliações
- Ferramentas (Tipos e Aplicações)Documento23 páginasFerramentas (Tipos e Aplicações)victorAinda não há avaliações
- Aula3 - Sistemas de CoordenadasDocumento24 páginasAula3 - Sistemas de CoordenadasAdriano MenegonAinda não há avaliações
- Dimensionamento de Engrenagens para Corrente de Rolo ASADocumento3 páginasDimensionamento de Engrenagens para Corrente de Rolo ASASamuel costaAinda não há avaliações
- Apostila Metrologia UsinagemDocumento65 páginasApostila Metrologia UsinagemLEONARDOUS7Ainda não há avaliações
- 1-Manual Centro de Usinagem Haas VF2-YT - 2012Documento263 páginas1-Manual Centro de Usinagem Haas VF2-YT - 2012SpaycophelsAinda não há avaliações
- Folder TKSA 71 SKFDocumento4 páginasFolder TKSA 71 SKFMarcosAinda não há avaliações
- Ds Romi D 1500 Po Aj 161211Documento12 páginasDs Romi D 1500 Po Aj 161211baumgconradoAinda não há avaliações
- Set2012 Apostila Te DefDocumento30 páginasSet2012 Apostila Te DefDanilo OrbitalAinda não há avaliações
- 27 Anel Graduado Do TornoDocumento6 páginas27 Anel Graduado Do TornorobertoAinda não há avaliações
- Parametrização de ProjetosDocumento66 páginasParametrização de Projetosrafael perlimaAinda não há avaliações
- Usinagem HSMDocumento14 páginasUsinagem HSMEdmilson C. LaurindoAinda não há avaliações
- Duc 7 - Dispositivos em Usinagem Rev ADocumento42 páginasDuc 7 - Dispositivos em Usinagem Rev AAntonio Silva0% (1)
- Bener Catalogo Geral Veker 2019 XDocumento8 páginasBener Catalogo Geral Veker 2019 XCristiano MotaAinda não há avaliações
- História Do CNCDocumento8 páginasHistória Do CNCIzabela SilvaAinda não há avaliações
- Manual HAAS 2020Documento16 páginasManual HAAS 2020Paulo Jorge OliveiraAinda não há avaliações
- 07 - Roldana Dupla Esticador PDFDocumento1 página07 - Roldana Dupla Esticador PDFJesse DanielAinda não há avaliações
- Catalogo 611 2017119142720Documento87 páginasCatalogo 611 2017119142720bmalbertAinda não há avaliações
- FresamentoDocumento77 páginasFresamentoValentina Di DonatoAinda não há avaliações
- Torno Romi Mach 9 PDFDocumento222 páginasTorno Romi Mach 9 PDFgilearde10100% (1)
- Programador CNCDocumento2 páginasProgramador CNCJosimarAinda não há avaliações
- Apostila Solid EdgeDocumento51 páginasApostila Solid EdgeRonaldo Kanasiro BasilioAinda não há avaliações
- Question A RioDocumento9 páginasQuestion A RiofarofadevozAinda não há avaliações
- Seminário - Processos de Fabricação - Conformação Plastica - ChapasDocumento31 páginasSeminário - Processos de Fabricação - Conformação Plastica - ChapasNícoli GaloAinda não há avaliações
- Exercicio de Torno Siemens 802D - ISODocumento81 páginasExercicio de Torno Siemens 802D - ISOhjdsofp]aAinda não há avaliações
- Exercício de Torno - Fanuc 0iDocumento54 páginasExercício de Torno - Fanuc 0iCAD CAMAinda não há avaliações
- Exercicio de Tempo de Usinagem de TorneamentoDocumento12 páginasExercicio de Tempo de Usinagem de TorneamentoLeonardo BertatiAinda não há avaliações
- Automação Da Usinagem I E Ii Programação de Máquinas CNC: Professor: Eng - Claudinei Santiago SantosDocumento139 páginasAutomação Da Usinagem I E Ii Programação de Máquinas CNC: Professor: Eng - Claudinei Santiago SantosErika Da silvaAinda não há avaliações
- Programação SIEMENS Fresamento 840DDocumento74 páginasProgramação SIEMENS Fresamento 840Drodrigo carnevali de oliveiraAinda não há avaliações
- R94860-1 - Frente - Verso - Branco - Manual de Programação Siemens 810dDocumento92 páginasR94860-1 - Frente - Verso - Branco - Manual de Programação Siemens 810drodrigoAinda não há avaliações
- Tamboreamento PDFDocumento3 páginasTamboreamento PDFmarceloAinda não há avaliações
- APOSTILA DE PROGRAMAÇÃO Fanuc21MB PDFDocumento104 páginasAPOSTILA DE PROGRAMAÇÃO Fanuc21MB PDFaracellimartinsAinda não há avaliações
- ManualDocumento84 páginasManualAltamir MilAinda não há avaliações
- Manual Do Torno - ProjetoDocumento53 páginasManual Do Torno - ProjetoPaulo Ricardo100% (1)
- Catálogo Uniplasma LLDocumento2 páginasCatálogo Uniplasma LLAislan Pereira100% (1)
- Implementando Um Inversor De Frequência Com Base No Stm32 Programado No ArduinoNo EverandImplementando Um Inversor De Frequência Com Base No Stm32 Programado No ArduinoAinda não há avaliações
- SISMOLOGIADocumento99 páginasSISMOLOGIAadrianamacedoAinda não há avaliações
- Manual Ke36fDocumento20 páginasManual Ke36fJoãoCarlosDetoffoldeSouzaAinda não há avaliações
- Tensao Admissivel TerzaghiDocumento4 páginasTensao Admissivel TerzaghiTarek FarahAinda não há avaliações
- O SomDocumento3 páginasO SomGustavo Pereira MalfattiAinda não há avaliações
- Exercícios Sobre Psicrometria 2Documento9 páginasExercícios Sobre Psicrometria 2Luis OmenaAinda não há avaliações
- Funções Mentais SuperioresDocumento21 páginasFunções Mentais SuperioresPedro Paulo Valadão100% (2)
- Livro Química de Coordenação - Marcelo - UnBDocumento81 páginasLivro Química de Coordenação - Marcelo - UnBJosé ManoelAinda não há avaliações
- Introducao A Medicina NuclearDocumento37 páginasIntroducao A Medicina NuclearJoao Bruno Oliveira100% (4)
- Lista 8 3ano AlexDocumento4 páginasLista 8 3ano Alexjulin_oliverAinda não há avaliações
- Cursinho Dce - Apostila Mecanica 2Documento21 páginasCursinho Dce - Apostila Mecanica 2Maria Das Graças SantosAinda não há avaliações
- Avaliação de Ciencias 5 AnoDocumento3 páginasAvaliação de Ciencias 5 AnoadenilsonsantossantaAinda não há avaliações
- Certificado Alpicenter 38175Documento1 páginaCertificado Alpicenter 38175Gildasio NascimentoAinda não há avaliações
- Riscos Ambientais-Ppt.1Documento29 páginasRiscos Ambientais-Ppt.1Rhuan GirafaAinda não há avaliações
- LISTA DE EXERCICIOS Fisico-Quimica 02Documento2 páginasLISTA DE EXERCICIOS Fisico-Quimica 02Felipe CastroAinda não há avaliações
- Exercícios de Fisiologia VegetalDocumento3 páginasExercícios de Fisiologia VegetalPedro LemosAinda não há avaliações
- Numeração ConteinerDocumento11 páginasNumeração ConteinerRicardo SuzukiAinda não há avaliações
- Regulamento Tiro Ao AlvoDocumento3 páginasRegulamento Tiro Ao AlvoWelton Melo Ery VeronicaAinda não há avaliações
- Logaritmos - Gabarito - 2008 PDFDocumento4 páginasLogaritmos - Gabarito - 2008 PDFmagnocunha0% (1)
- Paquimetro ControleDocumento15 páginasPaquimetro ControleleoeduardomotaAinda não há avaliações
- Provas1999 1o2009Documento81 páginasProvas1999 1o2009samiravazAinda não há avaliações
- Floor 161Documento5 páginasFloor 161leomariano21Ainda não há avaliações
- Simulado de Física PDFDocumento3 páginasSimulado de Física PDFmsancnetAinda não há avaliações
- Enzimas em Alimentos - RevistafiDocumento9 páginasEnzimas em Alimentos - RevistafiSILVANAAinda não há avaliações
- Livro O Terremoto Que Mexeu Com o BrasilDocumento29 páginasLivro O Terremoto Que Mexeu Com o BrasilJefferson Ferreira da Silva100% (1)
- Projeto Estrutural Tenda 10x10 (1) ItamarDocumento11 páginasProjeto Estrutural Tenda 10x10 (1) ItamarPaulo RobertoAinda não há avaliações
- Programa de Cálculo Da Tracao - V6!15!05 - 2012Documento13 páginasPrograma de Cálculo Da Tracao - V6!15!05 - 2012rogerroosAinda não há avaliações
- Catálogo Escavadeira DX 140 LCDocumento12 páginasCatálogo Escavadeira DX 140 LCGabriely MuriloAinda não há avaliações
- Lei de GaussDocumento14 páginasLei de GaussChongoTchindaneEltonParisAinda não há avaliações