Você também pode gostar
- Lista de Exercicios PythonDocumento3 páginasLista de Exercicios PythonKilderAndresonAinda não há avaliações
- Script Trabalho - SeimnárioDocumento1 páginaScript Trabalho - SeimnárioKilderAndresonAinda não há avaliações
- MateriaisDocumento8 páginasMateriaisKilderAndresonAinda não há avaliações
- Instruções Extrator PDFDocumento3 páginasInstruções Extrator PDFKilderAndresonAinda não há avaliações
- Eletronica VF Parte1 RetificadoDocumento6 páginasEletronica VF Parte1 RetificadoKilderAndresonAinda não há avaliações
- Passo Artigo MateriaisDocumento9 páginasPasso Artigo MateriaisKilderAndresonAinda não há avaliações
- Passo Artigo MateriaisDocumento9 páginasPasso Artigo MateriaisKilderAndresonAinda não há avaliações
- Instruções Extrator PDFDocumento3 páginasInstruções Extrator PDFKilderAndresonAinda não há avaliações
- Instruções Extrator PDFDocumento3 páginasInstruções Extrator PDFKilderAndresonAinda não há avaliações
- Script Trabalho - SeimnárioDocumento1 páginaScript Trabalho - SeimnárioKilderAndresonAinda não há avaliações
- MateriaisDocumento8 páginasMateriaisKilderAndresonAinda não há avaliações
- Lista de Exercicios PythonDocumento3 páginasLista de Exercicios PythonKilderAndresonAinda não há avaliações
- Eletronica VF Parte1 RetificadoDocumento6 páginasEletronica VF Parte1 RetificadoKilderAndresonAinda não há avaliações
- Unidade 03 PDFDocumento18 páginasUnidade 03 PDFKilderAndresonAinda não há avaliações
- Eletronica VF Parte1 RetificadoDocumento6 páginasEletronica VF Parte1 RetificadoKilderAndresonAinda não há avaliações
- Analógica 2Documento12 páginasAnalógica 2KilderAndresonAinda não há avaliações
- Lista de Exercicios - Transistores - Gabarito - Eletrônica PDFDocumento8 páginasLista de Exercicios - Transistores - Gabarito - Eletrônica PDFAndersonffcAinda não há avaliações
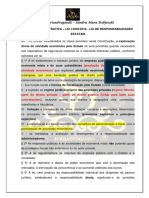
- Direito Administrativo - Lei 13303-2016Documento20 páginasDireito Administrativo - Lei 13303-2016Sd jurisadv - Sandra DobjenskiAinda não há avaliações
- A Mulher CananéiaDocumento3 páginasA Mulher CananéiaLuiz Henrique T. DiasAinda não há avaliações
- Julia Bercario-I - Planejamento - Semana11Documento7 páginasJulia Bercario-I - Planejamento - Semana11RuiAinda não há avaliações
- Caso Sinuca de Bico2Documento3 páginasCaso Sinuca de Bico2georgelopes840% (1)
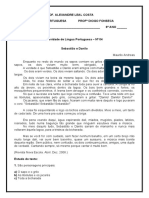
- Língua Portuguesa - PrimaveraDocumento2 páginasLíngua Portuguesa - PrimaveraMonica SalvadorAinda não há avaliações
- Sincronismo INOVAFARMADocumento4 páginasSincronismo INOVAFARMAFrancisco Magalhaes Do AmaralAinda não há avaliações
- (ID 6812 PPT) - Recuperação em Ciências Humanas e Sociais Aplicadas Projetos Interdisciplinares 1 - 12 - 01 - DA - VFDocumento64 páginas(ID 6812 PPT) - Recuperação em Ciências Humanas e Sociais Aplicadas Projetos Interdisciplinares 1 - 12 - 01 - DA - VFthaissperandioAinda não há avaliações
- Letras e Fonemas IDocumento5 páginasLetras e Fonemas IDiogo FonsecaAinda não há avaliações
- Capítulo I Francisco de Oliveira "Crítica A Razão Dualista"Documento10 páginasCapítulo I Francisco de Oliveira "Crítica A Razão Dualista"Gladyson Brito PereiraAinda não há avaliações
- DBD Revisao AlgebraDocumento2 páginasDBD Revisao AlgebraValquíriaAinda não há avaliações
- Relatório de Solução-Tampão Citrato e Ác. CítricoDocumento17 páginasRelatório de Solução-Tampão Citrato e Ác. CítricoFelipe Pimentel Paixão100% (1)
- Unidade III BiodisponibilidadeDocumento17 páginasUnidade III BiodisponibilidadejesanalopesAinda não há avaliações
- Tabela de Valores - SabespDocumento4 páginasTabela de Valores - SabespSimone MatiasAinda não há avaliações
- Academia de Liderança MakáriosDocumento7 páginasAcademia de Liderança MakáriosKalvinnoAinda não há avaliações
- Exame Físico Do AbdomeDocumento8 páginasExame Físico Do AbdomePollyani TondattoAinda não há avaliações
- Tese. O Particular e o Universal Sob A Perspectiva Da Possibilidade de Reconciliação em Theodor AdornoDocumento263 páginasTese. O Particular e o Universal Sob A Perspectiva Da Possibilidade de Reconciliação em Theodor AdornoitaloAinda não há avaliações
- Conteúdo ProgramáticoDocumento2 páginasConteúdo ProgramáticoDiego OliveiraAinda não há avaliações
- Apostila Curso de Língua Árabe Parte 2.Documento126 páginasApostila Curso de Língua Árabe Parte 2.Aline Rodrigues100% (5)
- O Papel Das Relações Públicas Nas Organizações e As Teorias Da Comunicação No Século XXIDocumento15 páginasO Papel Das Relações Públicas Nas Organizações e As Teorias Da Comunicação No Século XXIanitaerica83Ainda não há avaliações
- ABNT NBR NM 267-2002 - Elevadores Hidráulicos de Passageiros - Requisitos de Segurança para Construção e InstalaçãoDocumento225 páginasABNT NBR NM 267-2002 - Elevadores Hidráulicos de Passageiros - Requisitos de Segurança para Construção e InstalaçãoRayane Vieira de MouraAinda não há avaliações
- Alexa Riley Guarding His ObsessionDocumento117 páginasAlexa Riley Guarding His ObsessionROCIO ADRIANA GONZALEZ QUICENO100% (3)
- Protheus Crystal Integration Sem BdeDocumento1 páginaProtheus Crystal Integration Sem BdeRicardo CamiloAinda não há avaliações
- Alexandre Cumino - Ciência de UmbandaDocumento2 páginasAlexandre Cumino - Ciência de UmbandaDavidWSAinda não há avaliações
- Afiliado Do Zero.Documento14 páginasAfiliado Do Zero.lopszinmaker ϟAinda não há avaliações
- Criminologias Feministas - Tres Possibilidades para A Configuração de Um Campo de EstudoDocumento15 páginasCriminologias Feministas - Tres Possibilidades para A Configuração de Um Campo de EstudoMargaret NielsenAinda não há avaliações
- AFE - Autorização de Funcionamento Cosmeticos Perfumaria Produtos HigieneDocumento1 páginaAFE - Autorização de Funcionamento Cosmeticos Perfumaria Produtos Higieneraigner1988Ainda não há avaliações
- Caderno 1 - Álgebra (Conjuntos)Documento35 páginasCaderno 1 - Álgebra (Conjuntos)Fernando AntonioAinda não há avaliações
- Questões para Treinamento (A) - N. 1Documento12 páginasQuestões para Treinamento (A) - N. 1Julia Renatta RenattaAinda não há avaliações
- Módulo 1 - Minutos de RevisãoDocumento27 páginasMódulo 1 - Minutos de RevisãoPaulo BispoAinda não há avaliações
- Com Fazer Um CartazDocumento2 páginasCom Fazer Um CartazIdalia MarquesAinda não há avaliações