Você também pode gostar
- PlanodeprojetoDocumento12 páginasPlanodeprojetoCássia e JulioAinda não há avaliações
- Relatorio InformáticaDocumento2 páginasRelatorio InformáticaDonizette JuniorAinda não há avaliações
- Histori Cousin A GemDocumento18 páginasHistori Cousin A GemvalterlimawbsAinda não há avaliações
- Galoa Proceedings Cobeq 2016 39856Documento8 páginasGaloa Proceedings Cobeq 2016 39856Donizette JuniorAinda não há avaliações
- Exercícios Pneumática FESTO - SoluçãoDocumento8 páginasExercícios Pneumática FESTO - SoluçãoDonizette JuniorAinda não há avaliações
- MetalografiaDocumento30 páginasMetalografiaIsrael BitencourtAinda não há avaliações
- Pratica Circuitos PneumáticosDocumento2 páginasPratica Circuitos PneumáticosDonizette JuniorAinda não há avaliações
- EditalDocumento21 páginasEditalDonizette JuniorAinda não há avaliações
- TextualDocumento24 páginasTextualDonizette JuniorAinda não há avaliações
- Desmontagem de Elementos MecanicosDocumento19 páginasDesmontagem de Elementos MecanicosAlessandro UrendaAinda não há avaliações
- Ementa PDFDocumento2 páginasEmenta PDFLeone CavalcanteAinda não há avaliações
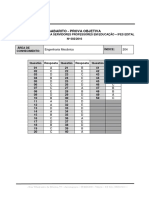
- Gabarito IFES 002 - Índice 204 Engenharia MecânicaDocumento1 páginaGabarito IFES 002 - Índice 204 Engenharia MecânicaDonizette JuniorAinda não há avaliações
- Linguiças Artesanais D'marisa PDFDocumento1 páginaLinguiças Artesanais D'marisa PDFDonizette JuniorAinda não há avaliações
- Prova 2016Documento22 páginasProva 2016Donizette JuniorAinda não há avaliações
- Raciocinio LogicoDocumento60 páginasRaciocinio LogicoDonizette JuniorAinda não há avaliações
- 03Documento137 páginas03Donizette JuniorAinda não há avaliações
- Aula 03Documento85 páginasAula 03Donizette JuniorAinda não há avaliações
- Exerc - Cons. Da Massa PDFDocumento1 páginaExerc - Cons. Da Massa PDFDonizette JuniorAinda não há avaliações
- Telecurso 2000 - Metrologia PDFDocumento151 páginasTelecurso 2000 - Metrologia PDFMarina Vasconcellos100% (1)
- AulaDocumento26 páginasAulaDonizette JuniorAinda não há avaliações
- Lista BernoulliDocumento4 páginasLista BernoulliDonizette JuniorAinda não há avaliações
- Reconhecimento de Tipos e Gêneros TextuaisDocumento10 páginasReconhecimento de Tipos e Gêneros TextuaisDonizette JuniorAinda não há avaliações
- Processo de Fabricação PDFDocumento15 páginasProcesso de Fabricação PDFDonizette JuniorAinda não há avaliações
- Exemplos de PneumaticaDocumento116 páginasExemplos de Pneumaticasneikiller100% (2)
- Pratica Circuitos PneumáticosDocumento2 páginasPratica Circuitos PneumáticosDonizette JuniorAinda não há avaliações
- Exercícios de RevisãoDocumento1 páginaExercícios de RevisãoDonizette JuniorAinda não há avaliações
- Exercicios MicrometroDocumento4 páginasExercicios MicrometroDonizette JuniorAinda não há avaliações
- Preços e Tipos de LinguiçaDocumento3 páginasPreços e Tipos de LinguiçaDonizette JuniorAinda não há avaliações
- CadinhosDocumento50 páginasCadinhosLucas CostaAinda não há avaliações
- Teste 6 Q 10 2016Documento5 páginasTeste 6 Q 10 2016Sérgio MarquesAinda não há avaliações
- Apresentação 1 - Compostos de Coordenação e Complexos Metálicos - 2020 PDFDocumento93 páginasApresentação 1 - Compostos de Coordenação e Complexos Metálicos - 2020 PDFDany CristinaAinda não há avaliações
- Apostila 2020Documento120 páginasApostila 2020Wedson JuniorAinda não há avaliações
- Gerenciamento de Riscos - e BookDocumento44 páginasGerenciamento de Riscos - e BookCristiano Soares Drescher100% (1)
- Bacharelado em Filosofia UERJ - GradeDocumento1 páginaBacharelado em Filosofia UERJ - GradeRodrigo Balthar FurmanAinda não há avaliações
- P3 - Mecanica Dos Fluidos - 2019-1Documento6 páginasP3 - Mecanica Dos Fluidos - 2019-1Vinicius LimaAinda não há avaliações
- MERCÚRIODocumento2 páginasMERCÚRIOCamila OliveiraAinda não há avaliações
- Aula EesDocumento27 páginasAula EesWillian H. RodriguesAinda não há avaliações
- SERVICE MANUAL PORT - HELIX CAP 9 10 11 12 Rev6Documento28 páginasSERVICE MANUAL PORT - HELIX CAP 9 10 11 12 Rev6Elton Almeida100% (2)
- 01 - RelatoriosDocumento72 páginas01 - RelatoriosDiego CarvalhoAinda não há avaliações
- Volume II - Utilizacao de Projetos PadroesDocumento35 páginasVolume II - Utilizacao de Projetos PadroesVitor Rabelo CardosoAinda não há avaliações
- Sensia Urban - PresentationDocumento49 páginasSensia Urban - PresentationMarcus BomfimAinda não há avaliações
- NR 12 Bloqueio de Mquinas e EquipamentosDocumento23 páginasNR 12 Bloqueio de Mquinas e EquipamentosCPSSTAinda não há avaliações
- AircraftDesign 9 EmpennageGeneralDesign - En.ptDocumento16 páginasAircraftDesign 9 EmpennageGeneralDesign - En.ptJucélia NascimentoAinda não há avaliações
- Têmpera e EsferoidizaçãoDocumento22 páginasTêmpera e EsferoidizaçãoNeto CateringerAinda não há avaliações
- Eletricidade Básica: Professora Betânia Filha Disciplina: Instalações ElétricasDocumento26 páginasEletricidade Básica: Professora Betânia Filha Disciplina: Instalações ElétricasLucas༎ຶ‿༎ຶAinda não há avaliações
- Projeto 2 - ElétricoDocumento1 páginaProjeto 2 - ElétricoAlexandre Thomaz SedlacekAinda não há avaliações
- Principios de Inspecoes Nao RespondidasDocumento3 páginasPrincipios de Inspecoes Nao RespondidasCarlos DanielAinda não há avaliações
- TAL439 Aula 6Documento29 páginasTAL439 Aula 6Ana Alice Z VenturinAinda não há avaliações
- Máquina para Solda MIG/MAG Voonder MM 251Documento36 páginasMáquina para Solda MIG/MAG Voonder MM 251Alexandre S. CorrêaAinda não há avaliações
- Lista 1 - Cálculo NuméricoDocumento4 páginasLista 1 - Cálculo NuméricoChristopher JimyAinda não há avaliações
- Modelo Etiqueta Diamante HommelDocumento2 páginasModelo Etiqueta Diamante Hommel16504950% (2)
- 1 Ano Centripeta e GravitaDocumento12 páginas1 Ano Centripeta e GravitaCefas AlmeidaAinda não há avaliações
- Lista 3Documento2 páginasLista 3Luiz ViniciusAinda não há avaliações
- Cascata de Energia e A Escala de KolmogorovDocumento12 páginasCascata de Energia e A Escala de KolmogorovJaqueline KnaakAinda não há avaliações
- Aula 5 PDFDocumento136 páginasAula 5 PDFFelipe AAinda não há avaliações
- Banco de DadosDocumento5 páginasBanco de Dadosrfldesa RafaAinda não há avaliações
- Transformação e Armazenamento de EnergiaDocumento40 páginasTransformação e Armazenamento de EnergiaFerdinando CajazeirasAinda não há avaliações
- Atoi 9 Testes A BDocumento18 páginasAtoi 9 Testes A BSandra PereiraAinda não há avaliações