Você também pode gostar
- 3 Aula - Projecto de MoldesDocumento118 páginas3 Aula - Projecto de MoldespereiramouranelsonAinda não há avaliações
- Projeto de Peça para Fundição 2017 PDFDocumento94 páginasProjeto de Peça para Fundição 2017 PDFJohn AlvesAinda não há avaliações
- Relatório Técnico de Tryout Da Base Do Cone Balizador Na SopradoraDocumento13 páginasRelatório Técnico de Tryout Da Base Do Cone Balizador Na SopradoraMarcio Rogerio Cardoso.Ainda não há avaliações
- 2010-2 - Aula 2 - Fundicao - Moldes e ModelosDocumento32 páginas2010-2 - Aula 2 - Fundicao - Moldes e ModelosMatheus MathuchenkoAinda não há avaliações
- Influência Da Penetração de Trabalho Na Formação de Rebarbas No Fresamento Do AlumínioDocumento2 páginasInfluência Da Penetração de Trabalho Na Formação de Rebarbas No Fresamento Do AlumínioGeordano De Moura ValadaoAinda não há avaliações
- 03-Fabricação de Modelos e Caixas de MachoDocumento57 páginas03-Fabricação de Modelos e Caixas de MachoJulio cesarAinda não há avaliações
- Fundição - Parte II LAzjkfDDocumento28 páginasFundição - Parte II LAzjkfDJulio cesarAinda não há avaliações
- Aula 04 - Estampagem Por Dobramento1Documento75 páginasAula 04 - Estampagem Por Dobramento1Paulo Schmitz JuniorAinda não há avaliações
- Fundicao - Moldes e Modelos - Aula 2-OkDocumento32 páginasFundicao - Moldes e Modelos - Aula 2-OkWagner Oliveira92% (13)
- AfiacaoBitsEnfase Araujo 2021Documento13 páginasAfiacaoBitsEnfase Araujo 2021Edmar DLAinda não há avaliações
- 04-PF Cera PerdidaDocumento8 páginas04-PF Cera PerdidaDiego PerreraAinda não há avaliações
- Exercícios de Furação e RoscasDocumento17 páginasExercícios de Furação e RoscasThiago AugustoAinda não há avaliações
- Treinamento BrunidoresDocumento26 páginasTreinamento BrunidoresAnonymous mq0U43UsPAinda não há avaliações
- Retifíca 2 MotaDocumento77 páginasRetifíca 2 MotaDenis AurélioAinda não há avaliações
- Extrusão ContinuaDocumento30 páginasExtrusão ContinuaagsolanoAinda não há avaliações
- Ficha de Exercícios FundiçãoDocumento8 páginasFicha de Exercícios FundiçãoAntonio Marinho100% (1)
- Apontamentos de GitagemDocumento37 páginasApontamentos de GitagemCesar CunhaAinda não há avaliações
- Youtube FacebookDocumento1 páginaYoutube FacebookSérgio MagnoAinda não há avaliações
- BrochamentoDocumento27 páginasBrochamentoRelosiAinda não há avaliações
- Exercicios Processos de Fundição R0.0Documento7 páginasExercicios Processos de Fundição R0.0Antonio MarinhoAinda não há avaliações
- Estudo de Caso - EstampagemDocumento9 páginasEstudo de Caso - EstampagemLeticia HelalAinda não há avaliações
- Aula 03 Dressagem PDFDocumento27 páginasAula 03 Dressagem PDFMarcos SídneyAinda não há avaliações
- Catalogo Modular Sistema Construtivo PDFDocumento16 páginasCatalogo Modular Sistema Construtivo PDFKlebersonRamosAinda não há avaliações
- Catalogo Modular Sistema Construtivo PDFDocumento16 páginasCatalogo Modular Sistema Construtivo PDFavlisoicirbafAinda não há avaliações
- Aula - 03 - PROCESSOS DE FABRICAÇÃO - CONFORMAÇÃO - ESTAMPAGEM - 07 - 2023Documento57 páginasAula - 03 - PROCESSOS DE FABRICAÇÃO - CONFORMAÇÃO - ESTAMPAGEM - 07 - 2023Reginaldo CamposAinda não há avaliações
- Material Apoio 2018Documento17 páginasMaterial Apoio 2018Ronaldo TonelliAinda não há avaliações
- Aulas 8 e 9 Estampagem PDFDocumento62 páginasAulas 8 e 9 Estampagem PDFArnaldoeCrisPrimaveraAinda não há avaliações
- ESTAMPAGEMDocumento61 páginasESTAMPAGEMedpsousaAinda não há avaliações
- Aula de Revisão 1AVDocumento55 páginasAula de Revisão 1AVJonas FonsecaAinda não há avaliações
- Roscas PDFDocumento25 páginasRoscas PDFGuilherme Carvalho PradoAinda não há avaliações
- Fundi 1Documento5 páginasFundi 1Marcio WatanabeAinda não há avaliações
- Aula 1 - Introdução À Usinagem Por AbrasãoDocumento132 páginasAula 1 - Introdução À Usinagem Por AbrasãoJair ZorziAinda não há avaliações
- Machos e Cossinetes DormerDocumento16 páginasMachos e Cossinetes DormerdanielhscAinda não há avaliações
- RectificadorasDocumento48 páginasRectificadorasEtivaldoRodriguesCgAinda não há avaliações
- Lista 2Documento18 páginasLista 2rafaelapavoni1Ainda não há avaliações
- FresamentoDocumento89 páginasFresamentoeder_peruchAinda não há avaliações
- Processos de Usinagem (Salvo Automaticamente)Documento38 páginasProcessos de Usinagem (Salvo Automaticamente)Luis AlvesAinda não há avaliações
- Processos de RetificaçãoDocumento16 páginasProcessos de RetificaçãoLê IsmahAinda não há avaliações
- Projeto Skimboard 22Documento4 páginasProjeto Skimboard 22Gabriel BezerraAinda não há avaliações
- Fundição 1Documento16 páginasFundição 1Filipe Alberto De MagalhãesAinda não há avaliações
- Aula 4 - Forjamento - Fabricação MecânicaDocumento46 páginasAula 4 - Forjamento - Fabricação MecânicaGabriel PontinAinda não há avaliações
- Mecanismo de Formação Do CavacoDocumento12 páginasMecanismo de Formação Do CavacoJúlia MelloAinda não há avaliações
- 31 Uma Questao de ExatidaoDocumento11 páginas31 Uma Questao de ExatidaoJean AqAinda não há avaliações
- Tarefa de T2Documento2 páginasTarefa de T2Big BigAinda não há avaliações
- Aula 8 - Tecnologia de FundiçãoDocumento70 páginasAula 8 - Tecnologia de FundiçãoCarolai FabrisAinda não há avaliações
- FORJAMENTODocumento54 páginasFORJAMENTOMonize Garcia100% (2)
- Grupo 2 - Extrusão - Tecnologia Mecânica IiDocumento24 páginasGrupo 2 - Extrusão - Tecnologia Mecânica IiPressao MaximaAinda não há avaliações
- Processo de FuraçãoDocumento8 páginasProcesso de FuraçãoJunior CostaAinda não há avaliações
- Processos Fabrico 01Documento18 páginasProcessos Fabrico 01gracaconceicaosobralAinda não há avaliações
- Caconf Aula-4-3 PuncionamentoDocumento24 páginasCaconf Aula-4-3 PuncionamentoMatheus SanderAinda não há avaliações
- Fases de Execução de Um Trabalho em MadeiraDocumento3 páginasFases de Execução de Um Trabalho em MadeirajocamocaAinda não há avaliações
- Quina GemDocumento8 páginasQuina GemGerman Gomes Azevedo100% (1)
- Machos Tarrachas e ExtratoresDocumento39 páginasMachos Tarrachas e ExtratoresRamon PaixaoAinda não há avaliações
- Aula Iv Sopro 1Documento28 páginasAula Iv Sopro 1Bruno SenaAinda não há avaliações
- It Apostila Unidade - 5 Sopro 2007Documento20 páginasIt Apostila Unidade - 5 Sopro 2007Jerônimo CauduroAinda não há avaliações
- Experimento 4Documento13 páginasExperimento 4Aristides ReisAinda não há avaliações
- Atividade de Termodinâmica ADPTADA AEEDocumento3 páginasAtividade de Termodinâmica ADPTADA AEESamara Mendes Rodrigues100% (2)
- Aula de CorrosaoDocumento32 páginasAula de CorrosaoNikoSennaAinda não há avaliações
- Ficha de Informação de Segurança de Produto Químico: Suvinil Esmalte Premium Cor & Prote Cao Brilhante LaranjaDocumento18 páginasFicha de Informação de Segurança de Produto Químico: Suvinil Esmalte Premium Cor & Prote Cao Brilhante LaranjaDiego ViniciusAinda não há avaliações
- 3 PraticaDocumento10 páginas3 PraticalaisyAinda não há avaliações
- A Anomalia e A Emergência DasDocumento32 páginasA Anomalia e A Emergência DasJamyle AiresAinda não há avaliações
- Dis Ete 006 Rev 09Documento36 páginasDis Ete 006 Rev 09Thiago PradoAinda não há avaliações
- Enem 2018 NaturezaDocumento15 páginasEnem 2018 NaturezaJACIANE DE 0LIVEIRAAinda não há avaliações
- Trabalho de MetalogeneseDocumento15 páginasTrabalho de MetalogeneseDelito LopesAinda não há avaliações
- Prevenção e Combate A IncêndioDocumento17 páginasPrevenção e Combate A IncêndioAlan MoraisAinda não há avaliações
- Atividade 2 - Geração de Energia Elétrica - 54 2023Documento5 páginasAtividade 2 - Geração de Energia Elétrica - 54 2023daimonkonicz219Ainda não há avaliações
- 1º Ano - 2ºbimestre - QUÍMICADocumento2 páginas1º Ano - 2ºbimestre - QUÍMICAOrlando Oliveira100% (1)
- Questionário Unidade I - Energia TermicaDocumento4 páginasQuestionário Unidade I - Energia TermicaFernanda GuedesAinda não há avaliações
- E Mec-31 07Documento1 páginaE Mec-31 07Giuseppe VisentimAinda não há avaliações
- Teste 1 MIA Gilto Acacio RochaDocumento5 páginasTeste 1 MIA Gilto Acacio RochaEstefanio Alfredo silvestreAinda não há avaliações
- Apostila Ilse - PanCampinas - Vários ArtigosDocumento100 páginasApostila Ilse - PanCampinas - Vários Artigosreno_2013Ainda não há avaliações
- Sika Grout 250 - Msds-010-09Documento8 páginasSika Grout 250 - Msds-010-09Johnattan BarbosaAinda não há avaliações
- 6 Sexta Aula Fís Exp I Exercícios Cap 3Documento13 páginas6 Sexta Aula Fís Exp I Exercícios Cap 3Pietra MatosAinda não há avaliações
- 8 A SÉRIE 9 o ANO CIÊNCIAS. Caderno Do Aluno Volume 1. Ciências Da Natureza ENSINO FUNDAMENTAL ANOS FINAIS PDFDocumento90 páginas8 A SÉRIE 9 o ANO CIÊNCIAS. Caderno Do Aluno Volume 1. Ciências Da Natureza ENSINO FUNDAMENTAL ANOS FINAIS PDFAngélica dos ReisAinda não há avaliações
- Lentes 2Documento13 páginasLentes 2Cefas AlmeidaAinda não há avaliações
- Aula06 Dipolo EletricoDocumento12 páginasAula06 Dipolo EletricoAline OliveiraAinda não há avaliações
- 7451-Acido Glioxilico 50Documento6 páginas7451-Acido Glioxilico 50kitofanecoAinda não há avaliações
- 1° Lista CMDocumento4 páginas1° Lista CMValdeci de Pinho Fortes JúniorAinda não há avaliações
- Força CentrífugaDocumento3 páginasForça CentrífugaAnonymous yEP1XKvPKAinda não há avaliações
- Ensaio Macrográfico - Infosolda Portal Brasileiro Da SoldagemDocumento5 páginasEnsaio Macrográfico - Infosolda Portal Brasileiro Da SoldagemEduardo de PaulaAinda não há avaliações
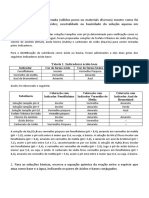
- Tabela 1: Indicadores Ácido-Base: Indicador Cor Da Forma Ácida Cor Da Forma Básica PH de ViragemDocumento3 páginasTabela 1: Indicadores Ácido-Base: Indicador Cor Da Forma Ácida Cor Da Forma Básica PH de ViragemBeatriz VenturaAinda não há avaliações
- 3 Lista de Exercícios - PorosidadeDocumento3 páginas3 Lista de Exercícios - Porosidadematheus735Ainda não há avaliações
- 2º Ano - Sequência - TermoquímicaDocumento9 páginas2º Ano - Sequência - Termoquímicaandre_7_souza501Ainda não há avaliações
- Avaliação Parcial 2° Ano - 4º BimestreDocumento3 páginasAvaliação Parcial 2° Ano - 4º BimestreRicardo Gabriel100% (2)
- Focar: Supere a procrastinação e aumente a força de vontade e a atençãoNo EverandFocar: Supere a procrastinação e aumente a força de vontade e a atençãoNota: 4.5 de 5 estrelas4.5/5 (53)
- Elaboração de programas de ensino: material autoinstrutivoNo EverandElaboração de programas de ensino: material autoinstrutivoAinda não há avaliações
- Técnicas Proibidas de Manipulação Mental e PersuasãoNo EverandTécnicas Proibidas de Manipulação Mental e PersuasãoNota: 5 de 5 estrelas5/5 (3)
- Psicologia sombria: Poderosas técnicas de controle mental e persuasãoNo EverandPsicologia sombria: Poderosas técnicas de controle mental e persuasãoNota: 4 de 5 estrelas4/5 (93)
- Técnicas De Terapia Cognitivo-comportamental (tcc)No EverandTécnicas De Terapia Cognitivo-comportamental (tcc)Ainda não há avaliações
- E-TRAP: entrevista diagnóstica para transtornos de personalidadeNo EverandE-TRAP: entrevista diagnóstica para transtornos de personalidadeNota: 5 de 5 estrelas5/5 (3)
- Encontre seu propósito: Como traçar um caminho em direção às suas paixões, fortalezas e autodescobertaNo EverandEncontre seu propósito: Como traçar um caminho em direção às suas paixões, fortalezas e autodescobertaNota: 5 de 5 estrelas5/5 (10)
- Intervenções Psicológicas para Promoção de Desenvolvimento e Saúde na Infância e AdolescênciaNo EverandIntervenções Psicológicas para Promoção de Desenvolvimento e Saúde na Infância e AdolescênciaNota: 5 de 5 estrelas5/5 (1)
- O psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilNo EverandO psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilAinda não há avaliações
- 35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirNo Everand35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirNota: 5 de 5 estrelas5/5 (3)
- Treinamento cerebral: Como funcionam a inteligência e o pensamento cognitivo (2 em 1)No EverandTreinamento cerebral: Como funcionam a inteligência e o pensamento cognitivo (2 em 1)Nota: 4.5 de 5 estrelas4.5/5 (29)
- Comandos ElétricosNo EverandComandos ElétricosAinda não há avaliações
- Intervenções com foco na aprendizagem: Clínica e escolaNo EverandIntervenções com foco na aprendizagem: Clínica e escolaAinda não há avaliações
- MANUAL INTERNACIONAL DE TRICOLOGIA AVANÇADA: Um guia completo sobre cabelo, couro cabeludo e doenças capilaresNo EverandMANUAL INTERNACIONAL DE TRICOLOGIA AVANÇADA: Um guia completo sobre cabelo, couro cabeludo e doenças capilaresNota: 4.5 de 5 estrelas4.5/5 (6)
- Diálogo entre Terapia do Esquema e Terapia Focada na Compaixão: Contribuição à integração em Psicoterapias Cognitivo-ComportamentaisNo EverandDiálogo entre Terapia do Esquema e Terapia Focada na Compaixão: Contribuição à integração em Psicoterapias Cognitivo-ComportamentaisNota: 5 de 5 estrelas5/5 (1)
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Medo da vida: Caminhos da realização pessoal pela vitória sobre o medoNo EverandMedo da vida: Caminhos da realização pessoal pela vitória sobre o medoAinda não há avaliações