Você também pode gostar
- Curso técnico mecatrônica SENAI: furação e tipos de furadeiraDocumento58 páginasCurso técnico mecatrônica SENAI: furação e tipos de furadeiraEvandro LuisAinda não há avaliações
- 2 Manufatura - Puncionamento PDFDocumento4 páginas2 Manufatura - Puncionamento PDFSam SungAinda não há avaliações
- Atividade de Conformação 1Documento3 páginasAtividade de Conformação 1archeman18Ainda não há avaliações
- EstampagemDocumento88 páginasEstampagemMarcelo Lourenço DiasAinda não há avaliações
- Conformação chapas finasDocumento29 páginasConformação chapas finasAnselmo FabrisAinda não há avaliações
- 02 - FuraçãoDocumento53 páginas02 - FuraçãoVinicius CunhaAinda não há avaliações
- Conformação mecânica: ForjamentoDocumento46 páginasConformação mecânica: ForjamentoGabriel PontinAinda não há avaliações
- Apostila de estampagem de chapasDocumento24 páginasApostila de estampagem de chapasClebson MarinhoAinda não há avaliações
- Conformado de Chapas Metálicas PDFDocumento48 páginasConformado de Chapas Metálicas PDFCarlos LlaequeAinda não há avaliações
- Processo de furação mecânicaDocumento63 páginasProcesso de furação mecânicaLetícia Costa RibeiroAinda não há avaliações
- Furação Profunda e Alargamento: Processos e AplicaçõesDocumento25 páginasFuração Profunda e Alargamento: Processos e AplicaçõesEduardo Hopner PereiraAinda não há avaliações
- Fresamento IDocumento14 páginasFresamento IBrendo Nunes AlcantaraAinda não há avaliações
- Trefilação: processo de deformação plástica por estiramentoDocumento30 páginasTrefilação: processo de deformação plástica por estiramentoDiógenes Gonçalves BatistaAinda não há avaliações
- Furação EscritoDocumento24 páginasFuração EscritorobsonAinda não há avaliações
- Fresamento: processo de fabricação por remoção de cavacosDocumento89 páginasFresamento: processo de fabricação por remoção de cavacoseder_peruchAinda não há avaliações
- EstampagemDocumento27 páginasEstampagemRodrigo Eduardo GomesAinda não há avaliações
- Apostila - RebitesDocumento9 páginasApostila - RebitesjohnAinda não há avaliações
- Conformação Mecânica Aula 2Documento53 páginasConformação Mecânica Aula 2Daniel De Oliveira FilhoAinda não há avaliações
- Estampagem de peças: processos e equipamentosDocumento64 páginasEstampagem de peças: processos e equipamentosFranciscoNeudoAinda não há avaliações
- Processos de FabricaçãoDocumento37 páginasProcessos de FabricaçãoEdgar GonzalezAinda não há avaliações
- EstampagemDocumento27 páginasEstampagemricardo6a6zimmermannAinda não há avaliações
- Fresamento: tipos de fresas e operaçõesDocumento14 páginasFresamento: tipos de fresas e operaçõesromao10Ainda não há avaliações
- Aula 04 - Estampagem Por Dobramento1Documento75 páginasAula 04 - Estampagem Por Dobramento1Paulo Schmitz JuniorAinda não há avaliações
- Estampagem Profunda MelhorDocumento35 páginasEstampagem Profunda MelhorWilker Jean100% (1)
- Processo de Estampagem FinalDocumento74 páginasProcesso de Estampagem FinalhamiltonnovaisAinda não há avaliações
- 29 PF FuraçãoDocumento11 páginas29 PF Furaçãoeloisa899889Ainda não há avaliações
- 3 BrocasDocumento19 páginas3 Brocaslauraduartsantos28Ainda não há avaliações
- Estampos de repuxo: processos e ferramentasDocumento33 páginasEstampos de repuxo: processos e ferramentasCláudio DinizAinda não há avaliações
- Aula 14 - EstampagemDocumento40 páginasAula 14 - Estampagemg5045086Ainda não há avaliações
- Fresamento Processos de UsinagemDocumento82 páginasFresamento Processos de UsinagemMarcelo CardosoAinda não há avaliações
- Roscar: tipos de brocas e furadeiras para furaçãoDocumento25 páginasRoscar: tipos de brocas e furadeiras para furaçãoGuilherme Carvalho PradoAinda não há avaliações
- Lista 2Documento18 páginasLista 2rafaelapavoni1Ainda não há avaliações
- Coluna de Perfuração - CursoDocumento82 páginasColuna de Perfuração - CursoCarlson Passos100% (3)
- INCOMPLETE EstampagemDocumento0 páginaINCOMPLETE EstampagemDouglas SilvaAinda não há avaliações
- 10 - Corte de Chapas - Sandro - Rev00Documento31 páginas10 - Corte de Chapas - Sandro - Rev00Crislaine RigueteAinda não há avaliações
- Aula - 03 - PROCESSOS DE FABRICAÇÃO - CONFORMAÇÃO - ESTAMPAGEM - 07 - 2023Documento57 páginasAula - 03 - PROCESSOS DE FABRICAÇÃO - CONFORMAÇÃO - ESTAMPAGEM - 07 - 2023Reginaldo CamposAinda não há avaliações
- Estampagem: introdução e operações básicasDocumento20 páginasEstampagem: introdução e operações básicasVictor Oliveira MirandaAinda não há avaliações
- EM535 - Prova 2s2015Documento5 páginasEM535 - Prova 2s2015guilherme lacerdaAinda não há avaliações
- Rompimentos de veios em lingotamento contínuo de açosDocumento58 páginasRompimentos de veios em lingotamento contínuo de açosHERBERT FERREIRA ALMEIDA FERRAZAinda não há avaliações
- Mecanismo de Formação Do CavacoDocumento12 páginasMecanismo de Formação Do CavacoJúlia MelloAinda não há avaliações
- To Por Martelamento RotativoDocumento10 páginasTo Por Martelamento RotativororameAinda não há avaliações
- Fabricação e tipos de pinos de pistãoDocumento42 páginasFabricação e tipos de pinos de pistãoWalter Schuler Neto100% (1)
- TecFab 4 Resumo (Toda Matéria)Documento4 páginasTecFab 4 Resumo (Toda Matéria)Thaís WestinAinda não há avaliações
- Aula 5 - Turma 1Documento44 páginasAula 5 - Turma 1Non MelloAinda não há avaliações
- Processos de estampagem de chapasDocumento27 páginasProcessos de estampagem de chapasMatheus BarbosaAinda não há avaliações
- RoscamentoDocumento18 páginasRoscamentozeqalvesAinda não há avaliações
- Escolhendo A Pastilha de UsinagemDocumento11 páginasEscolhendo A Pastilha de UsinagemMarcio Jr.Ainda não há avaliações
- Senai - FerramenteiroDocumento493 páginasSenai - FerramenteiroOlavo Pastore100% (1)
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNo EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasAinda não há avaliações
- Manual Para Construção Do Seu Próprio Estúdio De Locução: Por Menos De $500No EverandManual Para Construção Do Seu Próprio Estúdio De Locução: Por Menos De $500Ainda não há avaliações
- Como Construir O Seu Próprio Estúdio De Dublagem: Por Menos De $500No EverandComo Construir O Seu Próprio Estúdio De Dublagem: Por Menos De $500Ainda não há avaliações
- Elevação Artificial Por Bombeio MecânicoNo EverandElevação Artificial Por Bombeio MecânicoAinda não há avaliações
- Parâmetros de projeto de alvenaria estrutural com blocos de concretoNo EverandParâmetros de projeto de alvenaria estrutural com blocos de concretoAinda não há avaliações
- 6 - Corte - Manufatura de Chapas MetalicasDocumento45 páginas6 - Corte - Manufatura de Chapas MetalicasUelitonAlvesAinda não há avaliações
- Caconf - Aula 3-2 - Aços para EstampagemDocumento38 páginasCaconf - Aula 3-2 - Aços para EstampagemMatheus SanderAinda não há avaliações
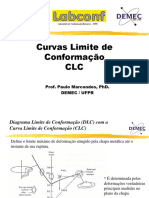
- Caconf - Aula 3-1 - Curva Limite de ConformaçãoDocumento24 páginasCaconf - Aula 3-1 - Curva Limite de ConformaçãoMatheus SanderAinda não há avaliações
- Caconf - 2019 - Aspectos Gerais Da Conformacao Na Estampagem - 1Documento30 páginasCaconf - 2019 - Aspectos Gerais Da Conformacao Na Estampagem - 1Matheus SanderAinda não há avaliações
- Caconf - 2 - Propriedades Mecanicas FundamentaisDocumento48 páginasCaconf - 2 - Propriedades Mecanicas FundamentaisMatheus SanderAinda não há avaliações
- Bomba Hidraulica Planilha Orcamentaria 2.0Documento9 páginasBomba Hidraulica Planilha Orcamentaria 2.0JonathanSoaresAinda não há avaliações
- Base Se Dados Sistema de FacturaçãoDocumento4 páginasBase Se Dados Sistema de FacturaçãoNasson KambalaAinda não há avaliações
- Catalogo Pecas UsinadasDocumento6 páginasCatalogo Pecas UsinadasBento FranciscoAinda não há avaliações
- Lista Fornecedores AtacadoDocumento14 páginasLista Fornecedores AtacadoJosmar Dos SantosAinda não há avaliações
- Manual Normas Serviços Notariais TocantinsDocumento48 páginasManual Normas Serviços Notariais TocantinsFrancisco SantosAinda não há avaliações
- Comunicação e Mídia na EscolaDocumento17 páginasComunicação e Mídia na EscolaJuliana FernandesAinda não há avaliações
- Identificação Painéis CHESFDocumento1 páginaIdentificação Painéis CHESFJotinha CiganoAinda não há avaliações
- LP1 - Aula 1 - Mapeamento Objeto Relacional Padrões de Acesso A Dados.Documento20 páginasLP1 - Aula 1 - Mapeamento Objeto Relacional Padrões de Acesso A Dados.felix.joaoAinda não há avaliações
- Evolução Da Sociedade e Desporto 10.HDocumento2 páginasEvolução Da Sociedade e Desporto 10.HBruno ChengAinda não há avaliações
- 003 - Fonte Fixa 12V (1,5A)Documento2 páginas003 - Fonte Fixa 12V (1,5A)Luis VilelaAinda não há avaliações
- Abnt NBR 16149 Fotovoltaico Conexao RDDocumento18 páginasAbnt NBR 16149 Fotovoltaico Conexao RDthiago silvaAinda não há avaliações
- Sousa MarcelaNoronhaPintodeOliveirae MDocumento261 páginasSousa MarcelaNoronhaPintodeOliveirae MMichel RossAinda não há avaliações
- Aula MotoresDocumento52 páginasAula MotoresRonaldo MajusteAinda não há avaliações
- Aula 3 - Sapatas Corridas e AssociadasDocumento14 páginasAula 3 - Sapatas Corridas e AssociadasLuiz Carlos Izzo FilhoAinda não há avaliações
- PATENTES2190Documento292 páginasPATENTES2190Gilmar Candido rodriguedAinda não há avaliações
- Satisloh - VFT Macro Lens Generating Machine - PT - 2021Documento2 páginasSatisloh - VFT Macro Lens Generating Machine - PT - 2021Michel PizzotoAinda não há avaliações
- Memória Ram: EspecialDocumento109 páginasMemória Ram: Especialbenitez leonel borinelliAinda não há avaliações
- Condesadores de RefrigeracaoDocumento14 páginasCondesadores de RefrigeracaoDébora CristinaAinda não há avaliações
- Atividade de Pesquisa - ESTRATEGIA PROFISSIONALDocumento2 páginasAtividade de Pesquisa - ESTRATEGIA PROFISSIONALmotta6270Ainda não há avaliações
- VPNs e RDSI para redes de longa distância e alto desempenhoDocumento27 páginasVPNs e RDSI para redes de longa distância e alto desempenhoLuiz Felipe Batista SantosAinda não há avaliações
- Disjuntor A Pequeno Volume de Oleo DSF ArevaDocumento11 páginasDisjuntor A Pequeno Volume de Oleo DSF ArevaRenan SampaioAinda não há avaliações
- Recomendações Carnaval 2018Documento23 páginasRecomendações Carnaval 2018alcantara10Ainda não há avaliações
- Manual Técnico TV 14Documento16 páginasManual Técnico TV 14Marco KersulAinda não há avaliações
- Calculador de Litragem de Caixas AcusticasDocumento4 páginasCalculador de Litragem de Caixas Acusticasleleo0% (1)
- Resíduos Sólidos no BrasilDocumento12 páginasResíduos Sólidos no BrasilGatos e Mais MeowAinda não há avaliações
- Adepara180831 ComumDocumento348 páginasAdepara180831 ComumRuyjunior AlmeidaAinda não há avaliações
- Valvulas KVP PDFDocumento10 páginasValvulas KVP PDFAmauri RogérioAinda não há avaliações
- Fundamentos de Estatistica - Roseane AguiarDocumento11 páginasFundamentos de Estatistica - Roseane AguiarroseaneAinda não há avaliações
- 1000 PDFDocumento2 páginas1000 PDFjorgethiago50% (2)
- 11 Planilha+de+Fechamento+Diário+de+Caixa+ +Documento70 páginas11 Planilha+de+Fechamento+Diário+de+Caixa+ +Carlos AvenilAinda não há avaliações