Você também pode gostar
- 9.matemática Cespe PRF OkDocumento130 páginas9.matemática Cespe PRF OkCristian Cruz100% (1)
- Ajustagem Mecânica IDocumento65 páginasAjustagem Mecânica IJorge Ercilio LimaAinda não há avaliações
- Manual Tecnico Onibus Van Motorhome CaminhaoDocumento36 páginasManual Tecnico Onibus Van Motorhome CaminhaoLeonardo Baião100% (1)
- Apostila CARPINTARIA Julho de 2007Documento31 páginasApostila CARPINTARIA Julho de 2007lindomar35100% (2)
- Livro - Material de Produção IndustrialDocumento298 páginasLivro - Material de Produção IndustrialSilvandiraRodrigues0% (1)
- Estudo Completo Da CorDocumento19 páginasEstudo Completo Da CorRubem MorepaAinda não há avaliações
- Port Teste Anpad Fevereiro 2022Documento11 páginasPort Teste Anpad Fevereiro 2022hugo lemosAinda não há avaliações
- Rosqueamento Com TornoDocumento11 páginasRosqueamento Com Tornoluizc211100% (1)
- Doris Lessing O Planeta 8Documento94 páginasDoris Lessing O Planeta 8Alessandra Maria Cino100% (1)
- FuraçãoDocumento63 páginasFuraçãoLetícia Costa RibeiroAinda não há avaliações
- Corte Por Arrombamento de Chapa - WikiEngenhariaDocumento7 páginasCorte Por Arrombamento de Chapa - WikiEngenhariaDaniel Neves PereiraAinda não há avaliações
- Power Point Fresadora OkDocumento35 páginasPower Point Fresadora OkRicardo Almeida100% (1)
- AFIAÇÃODocumento48 páginasAFIAÇÃOdenisprojetoAinda não há avaliações
- Etapas de Uma Obra PDFDocumento25 páginasEtapas de Uma Obra PDFFernanda Pereira100% (1)
- jn106 n0 Arapongas PR Aux Gerais Versao DigitalDocumento239 páginasjn106 n0 Arapongas PR Aux Gerais Versao DigitalThiago Ferreira100% (1)
- Fresamento IDocumento14 páginasFresamento IBrendo Nunes AlcantaraAinda não há avaliações
- Vampiro Requiem 2ed Idade Das Trevas PDFDocumento124 páginasVampiro Requiem 2ed Idade Das Trevas PDFNicolas MartinsAinda não há avaliações
- Projeto Leitura - Nair SantanaDocumento3 páginasProjeto Leitura - Nair SantanaCláudia Ramos75% (4)
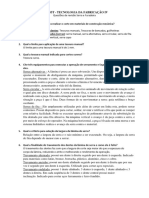
- Lista P2 TECFAB IV (RESOLVIDA)Documento4 páginasLista P2 TECFAB IV (RESOLVIDA)Thaís WestinAinda não há avaliações
- 02 - FuraçãoDocumento53 páginas02 - FuraçãoVinicius CunhaAinda não há avaliações
- 3 BrocasDocumento19 páginas3 Brocaslauraduartsantos28Ainda não há avaliações
- FresadoraDocumento14 páginasFresadoraFernando SimõesAinda não há avaliações
- Ferramentas - TorneariaDocumento28 páginasFerramentas - Torneariacarlos.acfAinda não há avaliações
- Apostila Usinagem ADocumento54 páginasApostila Usinagem AandreaferroleneAinda não há avaliações
- Slides - TMC - BrocasDocumento28 páginasSlides - TMC - Brocascelline duranAinda não há avaliações
- Processo de Fabricação - Vol. 02 - Cap. 39Documento12 páginasProcesso de Fabricação - Vol. 02 - Cap. 39Roberto De OliveiraAinda não há avaliações
- Roscar, A - Vocação - Do TornoDocumento15 páginasRoscar, A - Vocação - Do TornoHenrique OliveiraAinda não há avaliações
- 29 PF FuraçãoDocumento11 páginas29 PF Furaçãoeloisa899889Ainda não há avaliações
- AULA '1 e 2 - AMFCDocumento13 páginasAULA '1 e 2 - AMFCneltonmoura.neltonAinda não há avaliações
- Ferramentas Parte IIDocumento30 páginasFerramentas Parte IIiiNurAinda não há avaliações
- Perguntas TEC-USIDocumento5 páginasPerguntas TEC-USIGiovanna LoquetiAinda não há avaliações
- Relatório 1Documento5 páginasRelatório 1Vitor FerreiraAinda não há avaliações
- Relatório Afiação de Ferramentas - OriginalDocumento16 páginasRelatório Afiação de Ferramentas - OriginalmvidoyAinda não há avaliações
- PCF I - 11 Parte (Fresa)Documento69 páginasPCF I - 11 Parte (Fresa)Elizeu SantosAinda não há avaliações
- FuraoDocumento37 páginasFuraocasimirodapaz50Ainda não há avaliações
- 01 - Fresagem Aula 01Documento71 páginas01 - Fresagem Aula 01NajuliaAinda não há avaliações
- BUCHASDocumento3 páginasBUCHASsalaslopes11Ainda não há avaliações
- Fresagem-Parte 1 PDFDocumento54 páginasFresagem-Parte 1 PDFGeorge FranciscoAinda não há avaliações
- Trabalho de Pesquisa Ademar DigitadoDocumento8 páginasTrabalho de Pesquisa Ademar DigitadoademarAinda não há avaliações
- BrochadeiraDocumento24 páginasBrochadeiraxavadaAinda não há avaliações
- Aula 9Documento11 páginasAula 9Ricardo Jorge Horta PequenoAinda não há avaliações
- 58proc3, Afiação de FerramentasDocumento7 páginas58proc3, Afiação de FerramentasAntonio da LuzAinda não há avaliações
- FresamentoDocumento14 páginasFresamentoromao10Ainda não há avaliações
- Apresentação - FresamentoDocumento45 páginasApresentação - FresamentoLuiz Fernando T. VargasAinda não há avaliações
- Furação EscritoDocumento24 páginasFuração EscritorobsonAinda não há avaliações
- Apostila de Processo de SerramentoDocumento13 páginasApostila de Processo de SerramentoSamuel IbiapinoAinda não há avaliações
- Tema 1 Corte SerragemDocumento14 páginasTema 1 Corte SerragemFernando HenriqueAinda não há avaliações
- Apostila de AjustagemDocumento24 páginasApostila de AjustagemIvo EtchepareAinda não há avaliações
- 03 - SerramentoDocumento75 páginas03 - SerramentoVinicius CunhaAinda não há avaliações
- FresamentoDocumento89 páginasFresamentoeder_peruchAinda não há avaliações
- Afiacao - FresaDocumento7 páginasAfiacao - FresaSandro GoularteAinda não há avaliações
- Tipos de CavacosDocumento8 páginasTipos de CavacosQuelton NgulubeAinda não há avaliações
- Ferramentas ManuaisDocumento31 páginasFerramentas Manuaisacyrr19Ainda não há avaliações
- O GDocumento17 páginasO GFernando AlbertoAinda não há avaliações
- Apostila Prof Jos+® Hamilton - SerramentoDocumento13 páginasApostila Prof Jos+® Hamilton - SerramentoallanffsAinda não há avaliações
- Nicholson KeF LimasDocumento14 páginasNicholson KeF LimaswilsonnetAinda não há avaliações
- 29 Mete BrocaDocumento11 páginas29 Mete BrocaFilipe Alberto MagalhaesAinda não há avaliações
- Física II Lista 1 2024Documento22 páginasFísica II Lista 1 2024Giuliano MedeirosAinda não há avaliações
- 7200 CEM60 Manual - En.ptDocumento49 páginas7200 CEM60 Manual - En.ptmrbirthAinda não há avaliações
- Atividade Contextualizada - Cálculo Numérico - Passei DiretoDocumento5 páginasAtividade Contextualizada - Cálculo Numérico - Passei DiretoAndrei MoreiraAinda não há avaliações
- CV Rafael 2024Documento3 páginasCV Rafael 2024Rafael AlvesAinda não há avaliações
- ERP Apostila SGI PDFDocumento56 páginasERP Apostila SGI PDFFilipe PereiraAinda não há avaliações
- Atividades de FisicaDocumento4 páginasAtividades de Fisicaleda_professoraAinda não há avaliações
- 14 Projeto Fluxo de CaixaDocumento13 páginas14 Projeto Fluxo de CaixaAmanda Dreger PeresAinda não há avaliações
- Turma - 2021 - Plano de Pormenor de Nassapo-3Documento27 páginasTurma - 2021 - Plano de Pormenor de Nassapo-3AmaroAinda não há avaliações
- Mini Curso - Rede ÓpticaDocumento30 páginasMini Curso - Rede ÓpticaDavid DomingosAinda não há avaliações
- Educação Ambiental Critica - Resenha Do Texto de Mauro GuimaraesDocumento3 páginasEducação Ambiental Critica - Resenha Do Texto de Mauro GuimaraesCristiano Clara Gonçalves100% (1)
- Material de ConsultaDocumento7 páginasMaterial de ConsultaÉlida AlvesAinda não há avaliações
- Projeto 3 Idade - Qualidade de VidaDocumento12 páginasProjeto 3 Idade - Qualidade de VidaClauDinho Moraes0% (1)
- Catálogo MargiriusDocumento202 páginasCatálogo MargiriusVitor FigueiredoAinda não há avaliações
- Orientacoes PET EFTI Volume IV 2020Documento50 páginasOrientacoes PET EFTI Volume IV 2020Cleo SousaAinda não há avaliações
- Alexander - Suporte Técnico-Curriculo 2019Documento1 páginaAlexander - Suporte Técnico-Curriculo 2019alex silvaAinda não há avaliações
- Payment InstructionsDocumento2 páginasPayment InstructionsThiago Souza da SilvaAinda não há avaliações
- A Revolucao Nacional de 1926Documento27 páginasA Revolucao Nacional de 1926Sónia FernandesAinda não há avaliações
- CorretaDocumento4 páginasCorretaThiago SouzaAinda não há avaliações
- Fichamento de Politica IiiDocumento10 páginasFichamento de Politica IiiYan MarquesAinda não há avaliações
- Trabalho II Simposio Internacional Bibliotecas DigitaisDocumento50 páginasTrabalho II Simposio Internacional Bibliotecas Digitaismari_daviAinda não há avaliações