Você também pode gostar
- BrochadeiraDocumento47 páginasBrochadeiratuna121Ainda não há avaliações
- BrochamentoDocumento32 páginasBrochamentoHélder SilvaAinda não há avaliações
- 01-Introdução À FresagemDocumento26 páginas01-Introdução À FresagemRodrigo ManoelAinda não há avaliações
- FresadoraDocumento14 páginasFresadoraFernando SimõesAinda não há avaliações
- Processo de FabricaÇÃo Por Usinagem IntroduÇÃo ADocumento27 páginasProcesso de FabricaÇÃo Por Usinagem IntroduÇÃo Acarlacvb3406100% (1)
- A Evolução Das Máquinas OperatrizesDocumento5 páginasA Evolução Das Máquinas OperatrizestonfagundesAinda não há avaliações
- Tipos de Tratamentos TérmicosDocumento6 páginasTipos de Tratamentos Térmicostry AGAINAinda não há avaliações
- 2013-2 Processos de Fabricação - Aula 12 - TorneamentoDocumento93 páginas2013-2 Processos de Fabricação - Aula 12 - TorneamentoKatielly LimaAinda não há avaliações
- EleMaq - Aula - 2 PDFDocumento48 páginasEleMaq - Aula - 2 PDFfelipeAinda não há avaliações
- B - Brochas Brochadeiras e BrochamentoDocumento73 páginasB - Brochas Brochadeiras e BrochamentoAdhemar Bocardo Filho100% (1)
- 07-Usinabilidade Dos MateriaisDocumento28 páginas07-Usinabilidade Dos MateriaisDaniel PontesAinda não há avaliações
- Fluido de Corte de Origem VegetalDocumento2 páginasFluido de Corte de Origem VegetalisaquesantosAinda não há avaliações
- Relatório Maquinas OperatrizesDocumento21 páginasRelatório Maquinas OperatrizesIsaacAinda não há avaliações
- Apostila Projetos MecânicosDocumento64 páginasApostila Projetos MecânicosFabio NovagaAinda não há avaliações
- Molas-Tratamentos TermicosDocumento3 páginasMolas-Tratamentos TermicosDiego OrtonAinda não há avaliações
- Usinagem RetificaçãoDocumento20 páginasUsinagem RetificaçãoDemétrio ZacariasAinda não há avaliações
- Aula 1-Formacao Do CavacoDocumento13 páginasAula 1-Formacao Do CavacoValdomiro VieiraAinda não há avaliações
- Afiação FinalDocumento24 páginasAfiação FinalmarinhodorioAinda não há avaliações
- Relatório-Usinagem 2018Documento13 páginasRelatório-Usinagem 2018Pedro JúniorAinda não há avaliações
- Lista de Exercícios - Parafusos e EngrenagensDocumento7 páginasLista de Exercícios - Parafusos e EngrenagensCaio AlmeidaAinda não há avaliações
- Serrotes MecânicosDocumento3 páginasSerrotes MecânicosKholen Paulo Benjamim100% (1)
- Apostila de Fresagem-EniacDocumento18 páginasApostila de Fresagem-EniacilledratAinda não há avaliações
- Apostila de Ajustes Mecânicos Fatec SorocabaDocumento19 páginasApostila de Ajustes Mecânicos Fatec SorocabaMarcelo Benedito100% (1)
- 09 - Ensaio de EmbutimentoDocumento35 páginas09 - Ensaio de EmbutimentoAugusto KogaAinda não há avaliações
- Aula - Geometria Na Cunha Cortante Das Ferramentas de UsinagemDocumento33 páginasAula - Geometria Na Cunha Cortante Das Ferramentas de Usinagemcavalc105292Ainda não há avaliações
- Exercício-Tus - IfspDocumento8 páginasExercício-Tus - IfspCarlosAinda não há avaliações
- Aula 2 Processo de LaminacaoDocumento34 páginasAula 2 Processo de LaminacaoGio FassinaAinda não há avaliações
- Retificação CilíndricaDocumento66 páginasRetificação CilíndricaJosuelson MachadoAinda não há avaliações
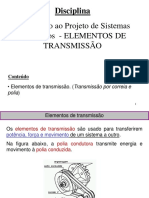
- Elementos de TransmissãoDocumento13 páginasElementos de TransmissãoLucas RamosAinda não há avaliações
- Relatório de AplainamentoDocumento21 páginasRelatório de Aplainamentocesar4605Ainda não há avaliações
- Tornearia Mec - GeralDocumento302 páginasTornearia Mec - GeralRonaldoAinda não há avaliações
- MÓDULO 1 - MEC 174 (22) ExercíciosDocumento20 páginasMÓDULO 1 - MEC 174 (22) ExercíciosR C100% (1)
- Mancais de Rolamento e Deslizamento (Modo de CompatibilidadeDocumento30 páginasMancais de Rolamento e Deslizamento (Modo de CompatibilidademarciocpfAinda não há avaliações
- Tecnologia Da SoldagemDocumento54 páginasTecnologia Da SoldagemBruno MoraesAinda não há avaliações
- EleMaq - Aula - 1 PDFDocumento37 páginasEleMaq - Aula - 1 PDFfelipeAinda não há avaliações
- FresamentoDocumento14 páginasFresamentoromao10Ainda não há avaliações
- Aços e Seus Tratamentos TérmicosDocumento90 páginasAços e Seus Tratamentos TérmicosAngelo LeãoAinda não há avaliações
- Ferramnetas de Corte-17-03 - 20140408144453Documento94 páginasFerramnetas de Corte-17-03 - 20140408144453michel vandresenAinda não há avaliações
- Lista de Exercícios de Processos de Usinagem 1Documento6 páginasLista de Exercícios de Processos de Usinagem 1barroshectorAinda não há avaliações
- Aula 6 - EixosDocumento19 páginasAula 6 - EixosZickson ManjateAinda não há avaliações
- Aula 08 - Ensaio de EmbutimentoDocumento25 páginasAula 08 - Ensaio de Embutimentopaulo1americoAinda não há avaliações
- RectificadorasDocumento48 páginasRectificadorasEtivaldoRodriguesCgAinda não há avaliações
- Dimensionamento MolasDocumento11 páginasDimensionamento MolasDaniel Belmiro PereiraAinda não há avaliações
- Movimentos Nos Processos de UsinagemDocumento8 páginasMovimentos Nos Processos de UsinagemvictorAinda não há avaliações
- Aula 10 - Correias e PoliasDocumento82 páginasAula 10 - Correias e Poliasackman00Ainda não há avaliações
- Pneumática BásicaDocumento50 páginasPneumática BásicaJosé GomesAinda não há avaliações
- Trens de EngrenagemDocumento56 páginasTrens de EngrenagemEduardo Barbosa Leal100% (1)
- Conformação PDFDocumento93 páginasConformação PDFRonaldo FerreiraAinda não há avaliações
- Tipos de RoscasDocumento3 páginasTipos de RoscasGabrielAinda não há avaliações
- Conceito de Processo de UsinagemDocumento31 páginasConceito de Processo de UsinagemSr_IncrivelAinda não há avaliações
- Corte Com Jato de ÁguaDocumento51 páginasCorte Com Jato de ÁguaLatícia AraujoAinda não há avaliações
- Processo de Fabricação MecânicaDocumento7 páginasProcesso de Fabricação MecânicaTati_MFAinda não há avaliações
- 2 Lista de Exercícios de Usinagem 2018.1Documento4 páginas2 Lista de Exercícios de Usinagem 2018.1Bruno GuedesAinda não há avaliações
- Princípios dos processos de fabricação utilizando metais e polímerosNo EverandPrincípios dos processos de fabricação utilizando metais e polímerosAinda não há avaliações
- 7 - BrochadeirasDocumento30 páginas7 - BrochadeirasRenan Cintra SousaAinda não há avaliações
- Power Point Fresadora OkDocumento35 páginasPower Point Fresadora OkRicardo Almeida100% (1)
- Relatório Presencial de Fenômenos de TransporteDocumento9 páginasRelatório Presencial de Fenômenos de Transportelucas guilhermeAinda não há avaliações
- Branco 200dpiDocumento316 páginasBranco 200dpiGilvan MaiaAinda não há avaliações
- Lista de Análise CombinatóriaDocumento3 páginasLista de Análise Combinatórialucas HenriqueAinda não há avaliações
- Lista - Carga Eletrica - Lei de Colulomb e Gauss - Prof Aloisio Eloi PDFDocumento2 páginasLista - Carga Eletrica - Lei de Colulomb e Gauss - Prof Aloisio Eloi PDFGilmar FerrettiAinda não há avaliações
- FTP VentiladoresDocumento8 páginasFTP VentiladoresPaulo FerreiraAinda não há avaliações
- Problema de Alocação de Salas de Aulas - Uma Abordagem Via Algoritmos GenéticosDocumento7 páginasProblema de Alocação de Salas de Aulas - Uma Abordagem Via Algoritmos GenéticosLeandro PereiraAinda não há avaliações
- Geometria No Plano e No Espaço ExerciciosDocumento7 páginasGeometria No Plano e No Espaço ExerciciosMónica Ferreira100% (2)
- Raciocinio Logico Carlos Henrique Tabela VerdadeDocumento33 páginasRaciocinio Logico Carlos Henrique Tabela Verdadedomjuandemarco_7Ainda não há avaliações
- Am PopDocumento36 páginasAm PopDaniel PaivaAinda não há avaliações
- Ler e Escrever - Jornada Da MatemáticaDocumento162 páginasLer e Escrever - Jornada Da MatemáticaAna DieguezAinda não há avaliações
- Rugosidade Superficial ExternaDocumento6 páginasRugosidade Superficial ExternaClaudia Luisa MendesAinda não há avaliações
- Simplificação Frações AlgébricasDocumento3 páginasSimplificação Frações AlgébricasAnonymous lSaukRMa100% (1)
- Racional Ou HiperacionalDocumento36 páginasRacional Ou HiperacionalAlexandrino Rosa de SouzaAinda não há avaliações
- FT 1 - Tempo, Posição e VelocidadeDocumento11 páginasFT 1 - Tempo, Posição e VelocidadeMiguel MarquesAinda não há avaliações
- LISTA 39 Cap 11 Momento AngularDocumento2 páginasLISTA 39 Cap 11 Momento AngularMaria Eduarda EnriconiAinda não há avaliações
- Questões PythonDocumento4 páginasQuestões Pythonresponde aíAinda não há avaliações
- Desafios Matemática Fundamental IDocumento17 páginasDesafios Matemática Fundamental Iosnildo carvalhoAinda não há avaliações
- Unidade 1 - Lista 02 - Algebra Linear - Matrizes e Sistemas LinearesDocumento3 páginasUnidade 1 - Lista 02 - Algebra Linear - Matrizes e Sistemas LinearestiagozaoAinda não há avaliações
- Transferencia de Calor - Unidade 1 - Aula 01.Ppt Salvo AutomaticamenteDocumento57 páginasTransferencia de Calor - Unidade 1 - Aula 01.Ppt Salvo AutomaticamenteEduardo SouzaAinda não há avaliações
- MatematicaDocumento13 páginasMatematicaAquenio IreneuAinda não há avaliações
- Lista Geo 2Documento6 páginasLista Geo 2clodonilda ferreiraAinda não há avaliações
- Limites Questões ResolvidasDocumento7 páginasLimites Questões ResolvidasIsael PereiraAinda não há avaliações
- 99.matemática 4ºDocumento6 páginas99.matemática 4ºWillyaneAlcantaraAinda não há avaliações
- Deep Fake - Opacidade e Transparência Da Inteligência Artificial No Audiovisual - Artigo - MacielDocumento24 páginasDeep Fake - Opacidade e Transparência Da Inteligência Artificial No Audiovisual - Artigo - MacielLeandro Vieira MacielAinda não há avaliações
- Aula 3Documento16 páginasAula 3Jonatas QuirinoAinda não há avaliações
- Miniteste - Semana 5 - Revisão Da TentativaDocumento6 páginasMiniteste - Semana 5 - Revisão Da TentativaManoel SantanaAinda não há avaliações
- Avaliação SAEMS - 6º Ano (5º Ano - SAEB)Documento4 páginasAvaliação SAEMS - 6º Ano (5º Ano - SAEB)Sávio Avelino100% (1)
- Lista 1 - Dimensionamento de CanaisDocumento2 páginasLista 1 - Dimensionamento de CanaisRenato AsprinoAinda não há avaliações
- Apostila Legislação e Segurança Do Trabalho PDFDocumento79 páginasApostila Legislação e Segurança Do Trabalho PDFLeandro CostaAinda não há avaliações
- NBR 10662 - Isolantes Termicos Dos de Silicato de CalcioDocumento9 páginasNBR 10662 - Isolantes Termicos Dos de Silicato de CalcioBarbara Gama FariasAinda não há avaliações