Você também pode gostar
- EM535 - Prova 2s2016Documento6 páginasEM535 - Prova 2s2016guilherme lacerdaAinda não há avaliações
- 3 - Tecnologia Na RetificacaoDocumento20 páginas3 - Tecnologia Na RetificacaoFernando DarsonoAinda não há avaliações
- Fresamento: tipos de fresas e operaçõesDocumento14 páginasFresamento: tipos de fresas e operaçõesromao10Ainda não há avaliações
- Usinagem Aula 2Documento74 páginasUsinagem Aula 2Rodrigo TrindadeAinda não há avaliações
- Listas UsinagemDocumento24 páginasListas UsinagemJonatas Rangel dos SantosAinda não há avaliações
- UFPB-CET-DEM Exame Final de Engenharia MecânicaDocumento3 páginasUFPB-CET-DEM Exame Final de Engenharia MecânicaFabrycio Érico de MedeirosAinda não há avaliações
- Processo de Estampagem FinalDocumento74 páginasProcesso de Estampagem FinalhamiltonnovaisAinda não há avaliações
- Ajustagem e limagem de peças mecânicasDocumento137 páginasAjustagem e limagem de peças mecânicasgabriel costaAinda não há avaliações
- EstampagemDocumento27 páginasEstampagemRodrigo Eduardo GomesAinda não há avaliações
- PFII Lista de Exercício 20Documento7 páginasPFII Lista de Exercício 20Jose Rui BarbosaAinda não há avaliações
- Conformação mecânica: ForjamentoDocumento46 páginasConformação mecânica: ForjamentoGabriel PontinAinda não há avaliações
- Fundamentos Da Usinagem Convencional RespostasDocumento24 páginasFundamentos Da Usinagem Convencional RespostasLeandro Oliveira da SilvaAinda não há avaliações
- Processo de estampagem de chapas metálicasDocumento39 páginasProcesso de estampagem de chapas metálicasCláudio MartinsAinda não há avaliações
- Elementos de MáquinasDocumento25 páginasElementos de Máquinasenchada bahianoAinda não há avaliações
- Diminuindo potência de corte variando condições de usinagemDocumento10 páginasDiminuindo potência de corte variando condições de usinagemFabrycio Érico de MedeirosAinda não há avaliações
- Princípios de Tecnologia de Corte de MetaisDocumento86 páginasPrincípios de Tecnologia de Corte de MetaisAlessandro Caetano100% (1)
- Processo de conformação por estampagem: principais conceitos e aplicaçõesDocumento5 páginasProcesso de conformação por estampagem: principais conceitos e aplicaçõesCarolai Fabris100% (1)
- 1 - Cefsa - Cam - Ferramentas de Corte PDFDocumento114 páginas1 - Cefsa - Cam - Ferramentas de Corte PDFReginato Rezende MoschenAinda não há avaliações
- Questes ForjamentoDocumento8 páginasQuestes Forjamentotavares.21raquelAinda não há avaliações
- 29 PF FuraçãoDocumento11 páginas29 PF Furaçãoeloisa899889Ainda não há avaliações
- Exercícios de revisão de torneamento e usinagemDocumento8 páginasExercícios de revisão de torneamento e usinagemVagner Rodrigues Dos SantosAinda não há avaliações
- Parâmetros e ângulos de ferramentas de usinagemDocumento5 páginasParâmetros e ângulos de ferramentas de usinagemLuciano PintoAinda não há avaliações
- 09 - Dobramento - Sandro - Rev00Documento40 páginas09 - Dobramento - Sandro - Rev00Crislaine RigueteAinda não há avaliações
- Fresamento IDocumento14 páginasFresamento IBrendo Nunes AlcantaraAinda não há avaliações
- Retífica Plana e CilíndricaDocumento3 páginasRetífica Plana e CilíndricaSueli MouraAinda não há avaliações
- Conteúdo de Sala USIN IDocumento14 páginasConteúdo de Sala USIN IAnselmo FabrisAinda não há avaliações
- To Por Martelamento RotativoDocumento10 páginasTo Por Martelamento RotativororameAinda não há avaliações
- ForjaDocumento46 páginasForjalewisprotecAinda não há avaliações
- ME - PereiraDocumento8 páginasME - PereiraDavi MarquesAinda não há avaliações
- Lista 2Documento18 páginasLista 2rafaelapavoni1Ainda não há avaliações
- Tipos de CavacosDocumento8 páginasTipos de CavacosQuelton NgulubeAinda não há avaliações
- Apostila de estampagem de chapasDocumento24 páginasApostila de estampagem de chapasClebson MarinhoAinda não há avaliações
- Cap.7 - Desgaste e VidaDocumento70 páginasCap.7 - Desgaste e VidagaborinAinda não há avaliações
- Fresamento Processos de UsinagemDocumento82 páginasFresamento Processos de UsinagemMarcelo CardosoAinda não há avaliações
- Capítulo 13 RetificaçãoDocumento30 páginasCapítulo 13 RetificaçãoSamuel Martins AlavarseAinda não há avaliações
- PROBLEMAS DE FORJAMENTO E LAMINAÇÃODocumento7 páginasPROBLEMAS DE FORJAMENTO E LAMINAÇÃOjonatasjr100% (1)
- Apostila de Usinagem CompletaDocumento160 páginasApostila de Usinagem CompletaamorimmarianaAinda não há avaliações
- Escolhendo A Pastilha de UsinagemDocumento11 páginasEscolhendo A Pastilha de UsinagemMarcio Jr.Ainda não há avaliações
- Afiar ferramentas de corteDocumento31 páginasAfiar ferramentas de corteilledratAinda não há avaliações
- Fresagem-Parte 1 PDFDocumento54 páginasFresagem-Parte 1 PDFGeorge FranciscoAinda não há avaliações
- Processos UsinagemDocumento4 páginasProcessos UsinagemBruno Augusto Dutra FreitasAinda não há avaliações
- Elemetos de MáquinaDocumento291 páginasElemetos de MáquinaJairGaldinoAinda não há avaliações
- FORJAMENTODocumento54 páginasFORJAMENTOMonize Garcia100% (2)
- Apostila de Usinagem CompletaDocumento160 páginasApostila de Usinagem Completarusmn4100% (3)
- Telecurso Aula BrochamentoDocumento5 páginasTelecurso Aula BrochamentoDanilo Santos CunhaAinda não há avaliações
- Resumo sobre usinagem e tipos de cavacoDocumento11 páginasResumo sobre usinagem e tipos de cavacoLucas FernandesAinda não há avaliações
- Cap 4 ConformaçãoDocumento50 páginasCap 4 ConformaçãoAriadneAinda não há avaliações
- Retificação - Conceitos e EquipamentosDocumento7 páginasRetificação - Conceitos e Equipamentosrginunes9044Ainda não há avaliações
- Maquinação operaçõesDocumento17 páginasMaquinação operaçõesWant3d Strike100% (1)
- Apostila - RebitesDocumento9 páginasApostila - RebitesjohnAinda não há avaliações
- Pastilhas 2Documento74 páginasPastilhas 2Débora VieiraAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Influência do teor de cobre na usinabilidade da liga de alumínio 6351No EverandInfluência do teor de cobre na usinabilidade da liga de alumínio 6351Ainda não há avaliações
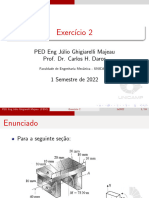
- Exercicio_2Documento16 páginasExercicio_2guilherme lacerdaAinda não há avaliações
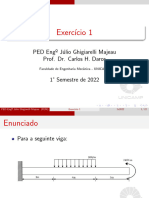
- Exercicio_1Documento22 páginasExercicio_1guilherme lacerdaAinda não há avaliações
- PB Damec 2015 2 04Documento36 páginasPB Damec 2015 2 04guilherme lacerdaAinda não há avaliações
- p1Documento1 páginap1guilherme lacerdaAinda não há avaliações
- 3.12 ExerDocumento10 páginas3.12 Exerguilherme lacerdaAinda não há avaliações
- 3.70 ExercicoDocumento7 páginas3.70 Exercicoguilherme lacerdaAinda não há avaliações
- 3.85 ExerDocumento6 páginas3.85 Exerguilherme lacerdaAinda não há avaliações
- AnotaçõesDocumento2 páginasAnotaçõesguilherme lacerdaAinda não há avaliações
- 2.76 ExerDocumento5 páginas2.76 Exerguilherme lacerdaAinda não há avaliações
- Figuras de linguagem em textos e chargesDocumento5 páginasFiguras de linguagem em textos e chargesLuana ReisAinda não há avaliações
- Compreensão textualDocumento203 páginasCompreensão textualLuna Navarro100% (1)
- ABES - Programa Lixo Nosso de Cada DiaDocumento32 páginasABES - Programa Lixo Nosso de Cada DiaPaulo SchwirkowskiAinda não há avaliações
- Lista DerivadaDocumento9 páginasLista DerivadaponeisinhoAinda não há avaliações
- Cultivo de plantas medicinais orgânicasDocumento19 páginasCultivo de plantas medicinais orgânicasDênio MonteiroAinda não há avaliações
- Autoportantes VantagensDocumento3 páginasAutoportantes VantagensTecnico CoberafricaAinda não há avaliações
- Cálculos farmacêuticos e conversão de unidadesDocumento2 páginasCálculos farmacêuticos e conversão de unidadesVirlaine Crislla0% (1)
- Teste - OD - UFCD8986Documento3 páginasTeste - OD - UFCD8986Tânia BatistaAinda não há avaliações
- Projeto de estradas: etapas de reconhecimento e exploraçãoDocumento6 páginasProjeto de estradas: etapas de reconhecimento e exploraçãoSandro Figueira100% (1)
- ME 045 - Rev02 Osc 1000 MR 1500Documento265 páginasME 045 - Rev02 Osc 1000 MR 1500elenildo6509Ainda não há avaliações
- Juramento Da Noite EternaDocumento3 páginasJuramento Da Noite EternaBiblioteca VenusianaAinda não há avaliações
- As Núpcias Celestes: A Integração das VirtudesDocumento221 páginasAs Núpcias Celestes: A Integração das Virtudesofanimenoch100% (2)
- Enfeite de Porta de Maternidade CoelhosDocumento12 páginasEnfeite de Porta de Maternidade CoelhosCarlos MassaroAinda não há avaliações
- Desafios lógicos com palitos de fósforoDocumento29 páginasDesafios lógicos com palitos de fósforokekewolf100% (2)
- Arte 3série Slide Aula 15Documento23 páginasArte 3série Slide Aula 15Regilene CutrimAinda não há avaliações
- Lição 4 - Pensando em ResultadosDocumento8 páginasLição 4 - Pensando em ResultadosTiago CaiopyerAinda não há avaliações
- Pombo-Gira e o resgate do sagrado femininoDocumento34 páginasPombo-Gira e o resgate do sagrado femininomoria008Ainda não há avaliações
- Livro - Interação GenicaDocumento8 páginasLivro - Interação GenicaVictoria CostaAinda não há avaliações
- Be3-15 Medalha SV Mil PDFDocumento57 páginasBe3-15 Medalha SV Mil PDFGabrielaAlvesAinda não há avaliações
- Vestígios Forenses ADNDocumento17 páginasVestígios Forenses ADNInês TeixeiraAinda não há avaliações
- ApostilaDocumento29 páginasApostilaMeme InvestidorAinda não há avaliações
- Mapa Curtir A Natureza GUARAREMADocumento2 páginasMapa Curtir A Natureza GUARAREMAJuan Carlos JcAinda não há avaliações
- ASP .NET - Acessando PostGreSQL em Camadas e Com Padrões de ProjetoDocumento14 páginasASP .NET - Acessando PostGreSQL em Camadas e Com Padrões de ProjetoMarceloMoreiraCunhaAinda não há avaliações
- Raízes Da Maldição Dos FaraósDocumento268 páginasRaízes Da Maldição Dos FaraósEnsino MilitarAinda não há avaliações
- Folha Dízima 8º AnoDocumento1 páginaFolha Dízima 8º AnoFrancisco UlissesAinda não há avaliações
- 2022.11.16 Ebook DeficitHabitacional MDR FJPDocumento478 páginas2022.11.16 Ebook DeficitHabitacional MDR FJPGiovanna AvelarAinda não há avaliações
- As neuropsicoses de defesa: histeria, obsessão e fobiaDocumento10 páginasAs neuropsicoses de defesa: histeria, obsessão e fobiakarla100% (1)
- Livro CC I - Calculo de Curto CircuitoDocumento76 páginasLivro CC I - Calculo de Curto CircuitoJoão Maria Staveski100% (2)
- Convecção ForçadaDocumento17 páginasConvecção ForçadaZeca Boaventura NhachungueAinda não há avaliações
- Edital e Anexos RetificadoDocumento62 páginasEdital e Anexos RetificadoOB NewsAinda não há avaliações