Você também pode gostar
- Aperto ParafusosDocumento22 páginasAperto ParafusosEduardo PiresAinda não há avaliações
- Curva 90 Graus Norma ANSI B16.9Documento1 páginaCurva 90 Graus Norma ANSI B16.9adrbimAinda não há avaliações
- Padrão para Escadas Segundo IT-08 Do CBM-MG, ISO 14122, NR-12 e NBR 9077Documento1 páginaPadrão para Escadas Segundo IT-08 Do CBM-MG, ISO 14122, NR-12 e NBR 9077patricschurhaus100% (6)
- Curva 45 Graus Norma ANSI B16.9 PDFDocumento1 páginaCurva 45 Graus Norma ANSI B16.9 PDFadrbimAinda não há avaliações
- Pestana - CatálogoDocumento1 páginaPestana - CatálogoJonathas PereiraAinda não há avaliações
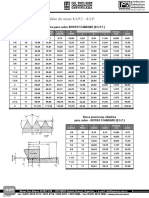
- Modulo de Resistencia Tubo RedondoDocumento7 páginasModulo de Resistencia Tubo RedondoJoao DinizAinda não há avaliações
- Projeto de Malha de Aterramento R00Documento10 páginasProjeto de Malha de Aterramento R00Paulo Eduardo Sturmer100% (1)
- Catalogo Técnico de Limitações - Rev04 - 07.05.2018Documento70 páginasCatalogo Técnico de Limitações - Rev04 - 07.05.2018Carlos OliviAinda não há avaliações
- Catálogo Estrutural - ChagasDocumento142 páginasCatálogo Estrutural - ChagasHugomvferreira86% (7)
- Tabela Padrão Curvas SoldáveisDocumento1 páginaTabela Padrão Curvas SoldáveisADERBAL SANTANA100% (1)
- Diodos VaricapDocumento3 páginasDiodos Varicapvarzeano100% (1)
- Lista - Equação 2° GrauDocumento5 páginasLista - Equação 2° GrauKelson Rodrigues0% (1)
- Torres Q+ Q2 + Q3+Documento4 páginasTorres Q+ Q2 + Q3+Marco A. R. JimenesAinda não há avaliações
- Torres Q+ Q2 + Q3+Documento4 páginasTorres Q+ Q2 + Q3+Marco A. R. JimenesAinda não há avaliações
- Análise Térmica de Solidificação Parte 01Documento36 páginasAnálise Térmica de Solidificação Parte 01Marco A. R. JimenesAinda não há avaliações
- Mma10 2 RecdomDocumento28 páginasMma10 2 RecdomGonçaloFerreiraAinda não há avaliações
- Catalogo MeincolDocumento16 páginasCatalogo MeincolJoão Vinicius KalinosckiAinda não há avaliações
- Teste Mat 5ºDocumento5 páginasTeste Mat 5ºmonica melo100% (1)
- Teste de Transformador GERMANDocumento5 páginasTeste de Transformador GERMANSilvio Ricardo RibeiroAinda não há avaliações
- Tabelas - Estruturas de Concreto - Flexao Ancoragem EESCDocumento7 páginasTabelas - Estruturas de Concreto - Flexao Ancoragem EESCEmily RufinoAinda não há avaliações
- Catalogo Tubos CEDISA PDFDocumento20 páginasCatalogo Tubos CEDISA PDFVss SantosAinda não há avaliações
- Abac FNC Sec CircularDocumento26 páginasAbac FNC Sec CircularAnonymous n8Ze2ep9AHAinda não há avaliações
- Relatório 4 - Leticia e JoséDocumento7 páginasRelatório 4 - Leticia e JoséJOSE CARDOSO DA SILVA NETOAinda não há avaliações
- Area Barra Redonda PinturaDocumento3 páginasArea Barra Redonda PinturaDirceu Éwerton Costa MaiaAinda não há avaliações
- Lista 02 - MediçãoCiênciasDesenhoTécnico - DesvioPadrão (Victor Hugo Marques Pereira)Documento5 páginasLista 02 - MediçãoCiênciasDesenhoTécnico - DesvioPadrão (Victor Hugo Marques Pereira)victor hugoAinda não há avaliações
- Medicao de Resistividade (5180)Documento12 páginasMedicao de Resistividade (5180)Eduardo CarvalhoAinda não há avaliações
- Relatório 5 - Ensaio CBR - Ìndice de Suporte CalifórniaDocumento8 páginasRelatório 5 - Ensaio CBR - Ìndice de Suporte CalifórniaPolyana PontesAinda não há avaliações
- Tee Redução - ValaçoDocumento2 páginasTee Redução - ValaçoEdson OliveiraAinda não há avaliações
- Resistência e ResistividadeDocumento7 páginasResistência e ResistividadeMark RochaAinda não há avaliações
- BOOK ROSCAS (Rev) TTWDocumento2 páginasBOOK ROSCAS (Rev) TTWPaulo Henrique NascimentoAinda não há avaliações
- Curva 90Documento1 páginaCurva 90Lucas BorgesAinda não há avaliações
- Catalogo Técnico de Limitações Rev04 04.02.2020Documento70 páginasCatalogo Técnico de Limitações Rev04 04.02.2020Cleber Gomes CardosoAinda não há avaliações
- Descrevendo Variação Do ProcessoDocumento3 páginasDescrevendo Variação Do ProcessoGuilherme FariaAinda não há avaliações
- Memorial Descritivo - Concreto I (FINALIZADO)Documento47 páginasMemorial Descritivo - Concreto I (FINALIZADO)Priscylla Bezerra CameloAinda não há avaliações
- Curva 90 Graus Norma ANSI B16.9 - ScheduleDocumento2 páginasCurva 90 Graus Norma ANSI B16.9 - ScheduleANDERSONAinda não há avaliações
- Curva 90 Graus Norma ANSI B16.9 Solda de Topo Schedule SCHDocumento2 páginasCurva 90 Graus Norma ANSI B16.9 Solda de Topo Schedule SCHVitorAinda não há avaliações
- Esp. em Estruturas de Concreto E Fundação Disciplina: Concreto Armado IiDocumento38 páginasEsp. em Estruturas de Concreto E Fundação Disciplina: Concreto Armado IiDaniele Laíza Azevedo FontesAinda não há avaliações
- Tubulação de Descarga e TabelasDocumento9 páginasTubulação de Descarga e TabelasFelipe Yemi MoreiraAinda não há avaliações
- Tabla para Rosca PDFDocumento1 páginaTabla para Rosca PDFOchoa Reinoso EstherAinda não há avaliações
- Catalogo Krominox Digital-1-12aDocumento12 páginasCatalogo Krominox Digital-1-12aJean PereiraAinda não há avaliações
- Relatorio Spencer - GeoslopeDocumento32 páginasRelatorio Spencer - GeoslopeJuan Peres de OliveiraAinda não há avaliações
- Telhas: MaterialDocumento1 páginaTelhas: Materialdado.tuleski.artigasAinda não há avaliações
- 4.2 - Momentos Fletores, Regime Elástico (Tepedino) - Tabela 3.11Documento1 página4.2 - Momentos Fletores, Regime Elástico (Tepedino) - Tabela 3.11Isabela MadureiraAinda não há avaliações
- Tubos de Troca Termica - Trocador - B111 BWG 16Documento3 páginasTubos de Troca Termica - Trocador - B111 BWG 16WIGO WAIOAinda não há avaliações
- 2021 PER 3 P 3 OficialDocumento7 páginas2021 PER 3 P 3 OficialLuan MunizAinda não há avaliações
- PUC - GEO - I - Lista Compactação e CBRDocumento3 páginasPUC - GEO - I - Lista Compactação e CBRxicaodocetAinda não há avaliações
- Grupo 2 Relatório de Determinação Das Propriedades Fisicas Da MadeiraDocumento10 páginasGrupo 2 Relatório de Determinação Das Propriedades Fisicas Da MadeiraIgor MarçalAinda não há avaliações
- Curva 90 6000Documento2 páginasCurva 90 6000ursantanaaAinda não há avaliações
- Trabalho de Reologia 112Documento2 páginasTrabalho de Reologia 112Ane Liposki Pinguello BonattoAinda não há avaliações
- Atividade - 04 - Velocidade Limite - ResultadosDocumento3 páginasAtividade - 04 - Velocidade Limite - ResultadosCamargo S. IsadoraAinda não há avaliações
- Exercicios Propostos Gestão Da Qualidade Aipa 183Documento4 páginasExercicios Propostos Gestão Da Qualidade Aipa 183IZAQUE ALVES MARINHO JUNIORAinda não há avaliações
- AVALIACAO2GQDocumento7 páginasAVALIACAO2GQFelipe LamaizonAinda não há avaliações
- Valores de Referencia FIT ESCOLADocumento2 páginasValores de Referencia FIT ESCOLAMário DionísioAinda não há avaliações
- Pestana Curta ANSI B16.9 MSS SPDocumento2 páginasPestana Curta ANSI B16.9 MSS SPursantanaa100% (1)
- Mapa - Projetos de Instalações ElétricasDocumento9 páginasMapa - Projetos de Instalações ElétricasLucas ChavesAinda não há avaliações
- Aplicando Iot Em Um Decibelímetro Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Em Um Decibelímetro Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Medindo O Valor De Pico De Decibelímetro Programado Em Arduino No Stm8No EverandMedindo O Valor De Pico De Decibelímetro Programado Em Arduino No Stm8Ainda não há avaliações
- Enviando A Medição De Decibelímetro Para Monitoramento No Vb Com A Stm8 Programada Em ArduinoNo EverandEnviando A Medição De Decibelímetro Para Monitoramento No Vb Com A Stm8 Programada Em ArduinoAinda não há avaliações
- Enviando A Medição De Decibelímetro Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoNo EverandEnviando A Medição De Decibelímetro Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoAinda não há avaliações
- Conectando O Esp8266 Ao Bd Sql Na Web Para Medir Decibelímetro Programado Em ArduinoNo EverandConectando O Esp8266 Ao Bd Sql Na Web Para Medir Decibelímetro Programado Em ArduinoAinda não há avaliações
- Monitorando Através Do Visual C# O Decibelímetro Com O Stm32f103c8 Programado No ArduinoNo EverandMonitorando Através Do Visual C# O Decibelímetro Com O Stm32f103c8 Programado No ArduinoAinda não há avaliações
- Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XivNo EverandProjetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XivAinda não há avaliações
- Projetos Com Stm8s103f3 Programado Em Arduino - Parte XvNo EverandProjetos Com Stm8s103f3 Programado Em Arduino - Parte XvAinda não há avaliações
- Monitorando Através Do Visual Basic O Decibelímetro Com O Stm32f103c8 Programado No ArduinoNo EverandMonitorando Através Do Visual Basic O Decibelímetro Com O Stm32f103c8 Programado No ArduinoAinda não há avaliações
- Projetos Com Esp8266 Programado Em Lua - Parte XviiiNo EverandProjetos Com Esp8266 Programado Em Lua - Parte XviiiAinda não há avaliações
- Relatorio Técnico FinalDocumento9 páginasRelatorio Técnico FinalMarco A. R. JimenesAinda não há avaliações
- Matriz Fornecedores BilletsDocumento3 páginasMatriz Fornecedores BilletsMarco A. R. JimenesAinda não há avaliações
- It-Ei-0003 - Desenvolvimento de Matéria PrimaDocumento3 páginasIt-Ei-0003 - Desenvolvimento de Matéria PrimaMarco A. R. JimenesAinda não há avaliações
- Projetos InativosDocumento7 páginasProjetos InativosMarco A. R. JimenesAinda não há avaliações
- Proposta INTERMETRIC Nº 7504 MET SCHWARZ 100KN 06022023Documento3 páginasProposta INTERMETRIC Nº 7504 MET SCHWARZ 100KN 06022023Marco A. R. JimenesAinda não há avaliações
- Em-Ei-0000 - Especificação Técnica de Materia Prima - TemplateDocumento2 páginasEm-Ei-0000 - Especificação Técnica de Materia Prima - TemplateMarco A. R. JimenesAinda não há avaliações
- Apresentação Trincas Pistão MahleDocumento4 páginasApresentação Trincas Pistão MahleMarco A. R. JimenesAinda não há avaliações
- Certificado 1 - Pesquisa LaraDocumento1 páginaCertificado 1 - Pesquisa LaraMarco A. R. JimenesAinda não há avaliações
- 779M - Analise GanchoDocumento5 páginas779M - Analise GanchoMarco A. R. JimenesAinda não há avaliações
- ACFrOgDtLrtJbVs8En2a8GQnJ ZMfl-pLzglRDkiFxZ SKNJGyd8P3OChJTBVDRYnsjGVQBCM UPCiA2KiR55jY91PBYiGIRlFlBek6MLSUXdLgwIT602FRN3bNuKbEDocumento1 páginaACFrOgDtLrtJbVs8En2a8GQnJ ZMfl-pLzglRDkiFxZ SKNJGyd8P3OChJTBVDRYnsjGVQBCM UPCiA2KiR55jY91PBYiGIRlFlBek6MLSUXdLgwIT602FRN3bNuKbEMarco A. R. JimenesAinda não há avaliações
- TermoRescisao 2032886 AssinadoDocumento1 páginaTermoRescisao 2032886 AssinadoMarco A. R. JimenesAinda não há avaliações
- Instrução de Rebabação ClipDocumento3 páginasInstrução de Rebabação ClipMarco A. R. JimenesAinda não há avaliações
- Certificado 20151 14103409Documento1 páginaCertificado 20151 14103409Marco A. R. JimenesAinda não há avaliações
- FM-LAB-004 - Certificado de Qualidade - 0053 - 22Documento2 páginasFM-LAB-004 - Certificado de Qualidade - 0053 - 22Marco A. R. JimenesAinda não há avaliações
- FM-LAB-004 - Certificado de Qualidade - 0052 - 22Documento2 páginasFM-LAB-004 - Certificado de Qualidade - 0052 - 22Marco A. R. JimenesAinda não há avaliações
- Relatório de Material - VotorantimDocumento3 páginasRelatório de Material - VotorantimMarco A. R. JimenesAinda não há avaliações
- FM-LAB-004 - Certificado de Qualidade - 0007 - 22Documento3 páginasFM-LAB-004 - Certificado de Qualidade - 0007 - 22Marco A. R. JimenesAinda não há avaliações
- Análise Térmica - Versão I - Ferro CinzentoDocumento43 páginasAnálise Térmica - Versão I - Ferro CinzentoMarco A. R. JimenesAinda não há avaliações
- SC PDF 20220504153945 854 App Boleto PDF EmiteDocumento1 páginaSC PDF 20220504153945 854 App Boleto PDF EmiteMarco A. R. JimenesAinda não há avaliações
- Análise Térmica de Solidificação Parte 02Documento31 páginasAnálise Térmica de Solidificação Parte 02Marco A. R. JimenesAinda não há avaliações
- Pnv1500fach 01,22Documento2 páginasPnv1500fach 01,22Marco A. R. JimenesAinda não há avaliações
- IntolswqDocumento2 páginasIntolswqMarco A. R. JimenesAinda não há avaliações
- Modalidades de Fiança - LOCAÇÃO RESD 2020Documento2 páginasModalidades de Fiança - LOCAÇÃO RESD 2020Marco A. R. JimenesAinda não há avaliações
- XenonDocumento1 páginaXenonMarco A. R. JimenesAinda não há avaliações
- ZRX 400Documento1 páginaZRX 400Marco A. R. JimenesAinda não há avaliações
- Requisitos Spectrocast (Instalação OES)Documento2 páginasRequisitos Spectrocast (Instalação OES)Marco A. R. JimenesAinda não há avaliações
- Semana 05 Derivadas Direcionais 01 ATUALIZADODocumento6 páginasSemana 05 Derivadas Direcionais 01 ATUALIZADOLucas MotaAinda não há avaliações
- Apostila de Matemática Financeira - 2020Documento46 páginasApostila de Matemática Financeira - 2020Carlos André JesusAinda não há avaliações
- Custos e Preços - Unidade IIIDocumento45 páginasCustos e Preços - Unidade IIIricardo pires de camposAinda não há avaliações
- Disciplinas UNICAMPDocumento19 páginasDisciplinas UNICAMPChristyan OssamuAinda não há avaliações
- Algumas Nocoes de Logica (Antonio Anibal Padrao)Documento7 páginasAlgumas Nocoes de Logica (Antonio Anibal Padrao)Paola Rezende SchettertAinda não há avaliações
- Apostila Professor GuilhermeDocumento96 páginasApostila Professor Guilhermeale403Ainda não há avaliações
- 5 Lista Sobre Transformações Lineares 2Documento1 página5 Lista Sobre Transformações Lineares 2Jardson SilvaAinda não há avaliações
- VentiladoresDocumento27 páginasVentiladoresbrunoang159Ainda não há avaliações
- Propriedades Mecanicas 2Documento24 páginasPropriedades Mecanicas 2jcadeoliveiraAinda não há avaliações
- Capitulo 2-Pratique em CasaDocumento13 páginasCapitulo 2-Pratique em CasaHerbert AquinoAinda não há avaliações
- Teste 11FDocumento7 páginasTeste 11Fmatilde.silva.3Ainda não há avaliações
- 1 Prova 6º AnoDocumento3 páginas1 Prova 6º AnoGabryelly MachadoAinda não há avaliações
- SudokuDocumento11 páginasSudokuPorthos R A Motta0% (1)
- Seduc 2014 Prova GabaritadaDocumento11 páginasSeduc 2014 Prova GabaritadaLennaXtiAinda não há avaliações
- Seminário.. FísicaDocumento8 páginasSeminário.. FísicaVasco Joaquim MhulaAinda não há avaliações
- 1º Atividade Engenharia AlunosDocumento3 páginas1º Atividade Engenharia AlunosEzequiel BorgesAinda não há avaliações
- Teoria Da Origem, Evolução e Natureza Da VidaDocumento131 páginasTeoria Da Origem, Evolução e Natureza Da VidaAloísio Sacura Moraes Oliveira DirsonAinda não há avaliações
- Hidrostática - Objeto de Estudo - Pressão, Lei de Stevin - Difícil - 15 QuestõesDocumento15 páginasHidrostática - Objeto de Estudo - Pressão, Lei de Stevin - Difícil - 15 QuestõesEmerson SantosAinda não há avaliações
- Potencia Ativa e Reativa em Sistemas Eletricos PDFDocumento11 páginasPotencia Ativa e Reativa em Sistemas Eletricos PDFJoão Marcelo T HAinda não há avaliações
- 2019-07-24 20-49-17 Lista 01 Exercicios de AlgoritmosDocumento1 página2019-07-24 20-49-17 Lista 01 Exercicios de AlgoritmosRicardo RochaAinda não há avaliações
- Descritor 3 9c2b0 Ano Parte 1Documento2 páginasDescritor 3 9c2b0 Ano Parte 1Vanessa Michele Boasczik WilleAinda não há avaliações
- Calculo 3 Aula 2 - Funções de Varias Variáveis (Revisão)Documento11 páginasCalculo 3 Aula 2 - Funções de Varias Variáveis (Revisão)Paulo SampaioAinda não há avaliações
- Aula 20-08-2021Documento164 páginasAula 20-08-2021tspaesAinda não há avaliações
- Planta Georreferenciada Imovel 1Documento1 páginaPlanta Georreferenciada Imovel 1Abdias JeronimoAinda não há avaliações
- Trigonometria Primeiro AnoDocumento8 páginasTrigonometria Primeiro AnoTHIAGO MILLER CASTELO BRANCO DE OLIVEIRAAinda não há avaliações