Você também pode gostar
- Eletricista De ManutençãoNo EverandEletricista De ManutençãoAinda não há avaliações
- Manual Controlador Contemp CTM 44 e 45Documento11 páginasManual Controlador Contemp CTM 44 e 45Wilson RobertoAinda não há avaliações
- Eletricista Residencial E PredialNo EverandEletricista Residencial E PredialNota: 3 de 5 estrelas3/5 (1)
- Manual técnico DPT 2800 AC/DC IDDocumento36 páginasManual técnico DPT 2800 AC/DC IDticocrazyAinda não há avaliações
- Medição, Controle e Monitoramento de Processos Industriais com Controlador CTM45Documento23 páginasMedição, Controle e Monitoramento de Processos Industriais com Controlador CTM45felipeffcAinda não há avaliações
- Manual técnico Britânia bebedouro AquaDocumento12 páginasManual técnico Britânia bebedouro AquaRonaldo Kanasiro Basilio33% (3)
- Implementando Um Conversor Monofásico->trifásico No Stm32f103c8 Programado No ArduinoNo EverandImplementando Um Conversor Monofásico->trifásico No Stm32f103c8 Programado No ArduinoAinda não há avaliações
- Relé térmico EP4Documento11 páginasRelé térmico EP4Antônio PimentaAinda não há avaliações
- Implementando Um Inversor De Frequência Escalar Programado No Arduino Com Driver Para Motor De Até 3 CvNo EverandImplementando Um Inversor De Frequência Escalar Programado No Arduino Com Driver Para Motor De Até 3 CvAinda não há avaliações
- Manual de Instruç Õ Es C454 ViewDocumento28 páginasManual de Instruç Õ Es C454 ViewFernando FigueredoAinda não há avaliações
- Implementando Um Soft-starter Com Base No Stm8s Programado No ArduinoNo EverandImplementando Um Soft-starter Com Base No Stm8s Programado No ArduinoAinda não há avaliações
- ITM44Documento16 páginasITM44PhodolskiAinda não há avaliações
- Implementando Um Inversor De Frequência No Stm32f103c8 Programado No ArduinoNo EverandImplementando Um Inversor De Frequência No Stm32f103c8 Programado No ArduinoAinda não há avaliações
- CTM45 ViewDocumento24 páginasCTM45 ViewElder SouzaAinda não há avaliações
- Manual Omega Micro-ProcessadoDocumento16 páginasManual Omega Micro-ProcessadoFelipe Delgado GonçalvesAinda não há avaliações
- Implementando Um Inversor De Frequência Vetorial Programado No Arduino Com Driver Para Motor De Até 3 CvNo EverandImplementando Um Inversor De Frequência Vetorial Programado No Arduino Com Driver Para Motor De Até 3 CvAinda não há avaliações
- lm335 t0Documento17 páginaslm335 t0minattoAinda não há avaliações
- Manual Tiristherm PDFDocumento22 páginasManual Tiristherm PDFlognormaAinda não há avaliações
- Implementando Um Soft-starter No Stm32f103c8 Programado No ArduinoNo EverandImplementando Um Soft-starter No Stm32f103c8 Programado No ArduinoAinda não há avaliações
- CT 40mzb 240 A 630 - K - 05.09 (View)Documento32 páginasCT 40mzb 240 A 630 - K - 05.09 (View)Nesken Frederico SiqueiraAinda não há avaliações
- TermostatosDocumento23 páginasTermostatosRicardo A. BaptistaAinda não há avaliações
- Manual de operação espectrofotômetro CELM E-225DDocumento11 páginasManual de operação espectrofotômetro CELM E-225DAndré BusnardoAinda não há avaliações
- Manual A202 ViewDocumento16 páginasManual A202 ViewOzéias LopesAinda não há avaliações
- EdilioGGE 3Documento12 páginasEdilioGGE 3Denilson SitoeAinda não há avaliações
- Sistema Elétrico - Termostart, Baterias e SensoresDocumento51 páginasSistema Elétrico - Termostart, Baterias e SensoresJaime Aguilar CastellónAinda não há avaliações
- Comtemp 545Documento28 páginasComtemp 545Almir PereiraAinda não há avaliações
- Manual Ep4 V6.0 PT BRDocumento19 páginasManual Ep4 V6.0 PT BRRibeiroAinda não há avaliações
- Manual de Instruções GeradoresDocumento31 páginasManual de Instruções GeradoresAntonio Francisco da Silva FilhoAinda não há avaliações
- Rel (15102 1 2)Documento18 páginasRel (15102 1 2)PortalCADAinda não há avaliações
- PFZH 180-1Z - PTDocumento83 páginasPFZH 180-1Z - PTTiago Rocha100% (1)
- Manual TC404 - Condutivímetro Digimed ETADocumento32 páginasManual TC404 - Condutivímetro Digimed ETAPaulo Thayson Silva CoelhoAinda não há avaliações
- Conversores TirstorizadosDocumento22 páginasConversores TirstorizadosALESSANDRO TADEU RIBEIRO DA SILVAAinda não há avaliações
- Nobreak on-line trifásico 60-300 kVADocumento5 páginasNobreak on-line trifásico 60-300 kVAeduthomasAinda não há avaliações
- Cal RDocumento5 páginasCal RrodrijoAinda não há avaliações
- Monitoramento de temperatura para transformadoresDocumento12 páginasMonitoramento de temperatura para transformadoresHiro ItoAinda não há avaliações
- Catalogo Monitemp PTDocumento6 páginasCatalogo Monitemp PTCésar GuedesAinda não há avaliações
- PT100: Sensor de temperatura preciso e confiávelDocumento20 páginasPT100: Sensor de temperatura preciso e confiávelGabriel ViniciusAinda não há avaliações
- Termostatos bimetálicos e aplicaçõesDocumento28 páginasTermostatos bimetálicos e aplicaçõesLeandro RibeiroAinda não há avaliações
- Central de Detecção de Incêndios MAG8plusDocumento32 páginasCentral de Detecção de Incêndios MAG8plusTan NguyenAinda não há avaliações
- Cappo PlusDocumento2 páginasCappo PlusrmlarangAinda não há avaliações
- Manual Ep4 v3.0 SlimDocumento16 páginasManual Ep4 v3.0 SlimBruno Ventura100% (2)
- Manual Técnico - Banho Térmico Bloco Seco F-25NDocumento75 páginasManual Técnico - Banho Térmico Bloco Seco F-25NWagner RamosAinda não há avaliações
- Manual de Uso - Multimetro DigitalDocumento47 páginasManual de Uso - Multimetro DigitalWillian Janfranck Corcuera Briceño100% (1)
- DCT Saturno 3 (DCT 7000) - Operator's Manual - Dimensionals - 2021 - PT - BRDocumento66 páginasDCT Saturno 3 (DCT 7000) - Operator's Manual - Dimensionals - 2021 - PT - BRCentrifugal Separator100% (1)
- Conversor CA/CC Ugo manual de instruçõesDocumento22 páginasConversor CA/CC Ugo manual de instruçõesGilberto50% (2)
- Estudo de ProteçãoDocumento12 páginasEstudo de Proteçãolupynhobrow2001Ainda não há avaliações
- MANUAL ESTUFA QUIMIS Controlador 23309Documento16 páginasMANUAL ESTUFA QUIMIS Controlador 23309medição divinopolis100% (2)
- Contemp-C504 C505Documento24 páginasContemp-C504 C505Israel SilvaAinda não há avaliações
- Catalogo ADD THERM A80 TSD Termostato DigitalDocumento4 páginasCatalogo ADD THERM A80 TSD Termostato DigitalGilson BezerraAinda não há avaliações
- MitDocumento3 páginasMitDiego CordovaAinda não há avaliações
- DC Urano 4 - Operator's Manual - Dimensionals - 2021 - PT - BRDocumento63 páginasDC Urano 4 - Operator's Manual - Dimensionals - 2021 - PT - BRCentrifugal SeparatorAinda não há avaliações
- Lab Oratorio Eng Eletric ADocumento17 páginasLab Oratorio Eng Eletric Ajoao.pedro8Ainda não há avaliações
- DC Marte 4 - Operator's Manual - Dimensionals - PT - BRDocumento57 páginasDC Marte 4 - Operator's Manual - Dimensionals - PT - BRCentrifugal SeparatorAinda não há avaliações
- Geradores a gasolina GG-950, GG-2500, GG-4000 e GG-5500: características e aplicaçõesDocumento23 páginasGeradores a gasolina GG-950, GG-2500, GG-4000 e GG-5500: características e aplicaçõesengrfvAinda não há avaliações
- Memorial Tecnico - Produtos de Baixa Tensao - ABBDocumento123 páginasMemorial Tecnico - Produtos de Baixa Tensao - ABBFernando QueirozAinda não há avaliações
- Catálogo Técnico Multisplit Carrier 240 a 630000 Btu/hDocumento36 páginasCatálogo Técnico Multisplit Carrier 240 a 630000 Btu/hmgsmichelini100% (1)
- LT-315 439Documento2 páginasLT-315 439PauloAinda não há avaliações
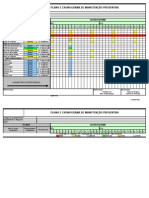
- Plano e Cronograma de Manutençao PreventivaDocumento2 páginasPlano e Cronograma de Manutençao PreventivaElaine Da Silva Ventenna84% (86)
- Planilha de ManutençãoDocumento8 páginasPlanilha de ManutençãoPauloAinda não há avaliações
- Manual de instruções lavadora alta pressãoDocumento6 páginasManual de instruções lavadora alta pressãoMarcos Gregorio da SilvaAinda não há avaliações
- Retificador para soldagem otimizadoDocumento48 páginasRetificador para soldagem otimizadoPauloAinda não há avaliações
- Alugar equipamentos de construçãoDocumento26 páginasAlugar equipamentos de construçãoPauloAinda não há avaliações
- Retificador GST 850 ManualDocumento16 páginasRetificador GST 850 ManualPauloAinda não há avaliações
- Autorização entrada saída sistema qualidadeDocumento1 páginaAutorização entrada saída sistema qualidadePauloAinda não há avaliações
- Calibração de manômetro analógicoDocumento2 páginasCalibração de manômetro analógicoKarine Oliveira Sdrill do BrasilAinda não há avaliações
- 0 EN US SignDocumento4 páginas0 EN US SignPauloAinda não há avaliações
- Calibração de manômetro analógicoDocumento2 páginasCalibração de manômetro analógicoKarine Oliveira Sdrill do BrasilAinda não há avaliações
- 2PR8623 - Brastech BST-1028Documento2 páginas2PR8623 - Brastech BST-1028PauloAinda não há avaliações
- Resolução Nº22, de 23 de Outubro de 2023Documento1 páginaResolução Nº22, de 23 de Outubro de 2023ALESSANDRA MEIRELES DO AMARAL MORAISAinda não há avaliações
- Baumgart01 PDFDocumento213 páginasBaumgart01 PDFWellington PercilioAinda não há avaliações
- Claudia Pires - Planear A PaisagemDocumento267 páginasClaudia Pires - Planear A PaisagemWeekAinda não há avaliações
- JaimeDocumento14 páginasJaimeJaime ChambisseAinda não há avaliações
- Coordenador Operacional SP currículoDocumento3 páginasCoordenador Operacional SP currículoNicodemos de JesusAinda não há avaliações
- Relatório E Contas 2020: Empresa de Eletricidade E Água, SaDocumento87 páginasRelatório E Contas 2020: Empresa de Eletricidade E Água, SaManuel AlvesAinda não há avaliações
- Situação Das Convocações Hu Unifap - Fevereiro - 2024Documento8 páginasSituação Das Convocações Hu Unifap - Fevereiro - 2024maatheussoouzaaAinda não há avaliações
- Matemática Financeira - EstácioDocumento5 páginasMatemática Financeira - EstácioEquipe Contábil / FiscalAinda não há avaliações
- Oferta de Milho em MocubaDocumento73 páginasOferta de Milho em MocubaKelven Mendes Victorino100% (1)
- Ácido cítrico Ficha de SegurançaDocumento13 páginasÁcido cítrico Ficha de SegurançaDanty FernandesAinda não há avaliações
- Procuração judicial para advogadoDocumento3 páginasProcuração judicial para advogadoRomario RochaAinda não há avaliações
- Sociedade Anônima: origem, características e estrutura administrativaDocumento23 páginasSociedade Anônima: origem, características e estrutura administrativaGuire J.BAinda não há avaliações
- O Novo Código Civil e a IgrejaDocumento2 páginasO Novo Código Civil e a IgrejaMarcos Carvalho Medeiros100% (2)
- RIP 2020 - 8 ReferenciasDocumento6 páginasRIP 2020 - 8 ReferenciasElias FlachAinda não há avaliações
- Artigo - Márcio Tilly Moutinho Da SilvaDocumento5 páginasArtigo - Márcio Tilly Moutinho Da SilvaMarcio SilvaAinda não há avaliações
- Decreto #9.991, de 28 de Agosto de 2019Documento8 páginasDecreto #9.991, de 28 de Agosto de 2019Daniel Moraes de AlmeidaAinda não há avaliações
- Requisitos Comercial (8.2)Documento8 páginasRequisitos Comercial (8.2)Claudia LimaAinda não há avaliações
- Abordagem BurocraticaDocumento16 páginasAbordagem BurocraticaRafael BartolyAinda não há avaliações
- Plano de Desenvolvimento Rural Sustentável do Portal do SertãoDocumento93 páginasPlano de Desenvolvimento Rural Sustentável do Portal do SertãoAna BrandãoAinda não há avaliações
- CertidãoDocumento1 páginaCertidãoHelito BeggioraAinda não há avaliações
- Avaliação da Inteligência EmocionalDocumento3 páginasAvaliação da Inteligência EmocionalJoão Paulo AraujoAinda não há avaliações
- Automação Industrial Conteúdo CompletoDocumento83 páginasAutomação Industrial Conteúdo CompletoDaniel Salgado KarpinskiAinda não há avaliações
- Guia Metodológico ANQEPDocumento101 páginasGuia Metodológico ANQEPHelenaBaptistaAinda não há avaliações
- VLAN, roteamento e protocolos de redeDocumento18 páginasVLAN, roteamento e protocolos de redeDYEGO FERREIRA DA SILVAAinda não há avaliações
- Tabela Preço Itens Mágicos DeD5e PDFDocumento55 páginasTabela Preço Itens Mágicos DeD5e PDFGustavo GasparAinda não há avaliações
- Portfólio Individual Projeto de Extensão I - Engenharia de Produção - Bacharelado 2023 - Programa de Ação e Difusão CulturalDocumento1 páginaPortfólio Individual Projeto de Extensão I - Engenharia de Produção - Bacharelado 2023 - Programa de Ação e Difusão CulturalAlex NascimentoAinda não há avaliações
- Contrato de locação residencial de 12 mesesDocumento2 páginasContrato de locação residencial de 12 mesesGleisson PrazeresAinda não há avaliações
- Mapa geológico da Folha Riacho QueimadasDocumento80 páginasMapa geológico da Folha Riacho QueimadasMarculinoAinda não há avaliações
- Modelo 3 - Analise de RiscoDocumento30 páginasModelo 3 - Analise de RiscoCaio Nunes SilvaAinda não há avaliações
- Museus em Numeros Volume 1Documento240 páginasMuseus em Numeros Volume 1LsskllAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Instalações elétricas e o projeto de arquiteturaNo EverandInstalações elétricas e o projeto de arquiteturaAinda não há avaliações
- O Que Todo Atirador Precisa Saber Sobre BalísticaNo EverandO Que Todo Atirador Precisa Saber Sobre BalísticaNota: 5 de 5 estrelas5/5 (1)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Exclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoNo EverandExclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoAinda não há avaliações
- Educação ambiental: A formação do sujeito ecológicoNo EverandEducação ambiental: A formação do sujeito ecológicoAinda não há avaliações
- Eletricista Residencial E PredialNo EverandEletricista Residencial E PredialNota: 3 de 5 estrelas3/5 (1)
- Dimensionamento e Planejamento de Máquinas e Implementos AgrícolasNo EverandDimensionamento e Planejamento de Máquinas e Implementos AgrícolasNota: 1 de 5 estrelas1/5 (2)
- Estratégias E Macetes Matemáticos Para ConcurseirosNo EverandEstratégias E Macetes Matemáticos Para ConcurseirosAinda não há avaliações
- Motores automotivos: evolução, manutenção e tendênciasNo EverandMotores automotivos: evolução, manutenção e tendênciasNota: 5 de 5 estrelas5/5 (1)
- Cérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNo EverandCérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNota: 5 de 5 estrelas5/5 (1)
- Uma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNo EverandUma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNota: 4 de 5 estrelas4/5 (13)