Você também pode gostar
- NBR 5597 PDFDocumento6 páginasNBR 5597 PDFDenilsonRobertoAinda não há avaliações
- NBR 5597 (MAR-1995) - Eletrodutos AçoDocumento6 páginasNBR 5597 (MAR-1995) - Eletrodutos AçoBdeghaAinda não há avaliações
- Projeto Clipe de PapelDocumento7 páginasProjeto Clipe de PapelAnanias Sousa Goes NetoAinda não há avaliações
- Exercícios Aula 16 - Propriedades Mecânicas Dos MateriaisDocumento6 páginasExercícios Aula 16 - Propriedades Mecânicas Dos MateriaisGabrieli CameriniAinda não há avaliações
- MODELO - RELATORIO DE INSTRUCAO DE TAREFA OU PROCEDIMENTO Rev1Documento6 páginasMODELO - RELATORIO DE INSTRUCAO DE TAREFA OU PROCEDIMENTO Rev1Éric RibeiroAinda não há avaliações
- Certificado Da Qualidade - STI - PERFIL - SAC0001 - NF 80826 - 144 Peças - C - 04 - 2019 PDFDocumento3 páginasCertificado Da Qualidade - STI - PERFIL - SAC0001 - NF 80826 - 144 Peças - C - 04 - 2019 PDFEvandro BorgesAinda não há avaliações
- Certificado Da Qualidade - 04-2019Documento3 páginasCertificado Da Qualidade - 04-2019Evandro BorgesAinda não há avaliações
- Anéis de Retenção para Furos - Seção Retangular - Especificação-280312Documento25 páginasAnéis de Retenção para Furos - Seção Retangular - Especificação-280312karlosalbuquerque100% (1)
- ANÁLISE DA RUGOSIDADE Ra NO TORNEAMENTO DO AÇO INOXIDÁVEL SUPER DUPLEDocumento6 páginasANÁLISE DA RUGOSIDADE Ra NO TORNEAMENTO DO AÇO INOXIDÁVEL SUPER DUPLEJê MachadoAinda não há avaliações
- Laudo Ccad-022.22-00 - Aspt (Prensa CBR)Documento1 páginaLaudo Ccad-022.22-00 - Aspt (Prensa CBR)Sadate texAinda não há avaliações
- Aço SAE 1045 - 4140 - Boletim Tecnico - MarviTubosDocumento2 páginasAço SAE 1045 - 4140 - Boletim Tecnico - MarviTubosLeandro BenedettiAinda não há avaliações
- DurezaDocumento1 páginaDurezaAnonymous LuCsZbVlAinda não há avaliações
- SIMEC - Catalogo 2023 - RevJ - SITE - CompressedDocumento24 páginasSIMEC - Catalogo 2023 - RevJ - SITE - CompressedLuis Felipe RamosAinda não há avaliações
- Weld-Inox Wi 29 17 - E312 17Documento1 páginaWeld-Inox Wi 29 17 - E312 17kristfantiAinda não há avaliações
- Cabo NambeiFlex PP 300-500 FichaDocumento1 páginaCabo NambeiFlex PP 300-500 FichaThiago MeloAinda não há avaliações
- Dossiê Da Qualidade - SDocumento3 páginasDossiê Da Qualidade - SEvandro BorgesAinda não há avaliações
- Pu003 - 006079-2023Documento2 páginasPu003 - 006079-2023Luciana SallesAinda não há avaliações
- Sergio Matipo 2023Documento1 páginaSergio Matipo 2023postos nazarãoAinda não há avaliações
- Weld InoxDocumento1 páginaWeld InoxAleph PassiniAinda não há avaliações
- Relatorio 2019-059 SS BIG CROMODocumento3 páginasRelatorio 2019-059 SS BIG CROMOcenpecensaios1Ainda não há avaliações
- Dner Es331 97Documento8 páginasDner Es331 97Gilbertovm Facas ArtesanaisAinda não há avaliações
- Weld-Inox 3Documento1 páginaWeld-Inox 3Aleph PassiniAinda não há avaliações
- Dossiê Da Qualidade - Soporte Accionamiento 1-ADocumento3 páginasDossiê Da Qualidade - Soporte Accionamiento 1-AEvandro BorgesAinda não há avaliações
- NBR - 14698 - 2001 - Vidro TemperadoDocumento19 páginasNBR - 14698 - 2001 - Vidro TemperadoPaulo BisattoAinda não há avaliações
- Especificação de Procedimento SoldagemDocumento10 páginasEspecificação de Procedimento SoldagemWanderley FonsecaAinda não há avaliações
- Certificado Da Qualidade - STI - 4,25 - SOP001 - NF 80826 - 288PÇA - C - 04-2019 PDFDocumento3 páginasCertificado Da Qualidade - STI - 4,25 - SOP001 - NF 80826 - 288PÇA - C - 04-2019 PDFEvandro BorgesAinda não há avaliações
- Solucao HerramientasDocumento53 páginasSolucao Herramientaseric rojas salgadoAinda não há avaliações
- Folder FixadoresDocumento6 páginasFolder FixadoresvandrorobertoAinda não há avaliações
- Relatório de Cálculo Estrutural Elevador Caçamba 220mm Altura 26mDocumento122 páginasRelatório de Cálculo Estrutural Elevador Caçamba 220mm Altura 26mEngenharia Metalúrgica MettaAinda não há avaliações
- Pto0195 13Documento3 páginasPto0195 13Edson RamosAinda não há avaliações
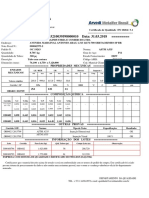
- Arvedi Metalfer Do Brasil S/A: PROPRIEDADES MECÂNICASDocumento1 páginaArvedi Metalfer Do Brasil S/A: PROPRIEDADES MECÂNICASsidnei carraschiAinda não há avaliações
- Cert. Qualid. EletrodoDocumento2 páginasCert. Qualid. EletrodocharlesAinda não há avaliações
- Cummins 5.9 Elemento 421 Valvula 042Documento3 páginasCummins 5.9 Elemento 421 Valvula 042andrelimaclementeaAinda não há avaliações
- Placa Permeavel - Determinação Resistencia A FlexaoDocumento3 páginasPlaca Permeavel - Determinação Resistencia A FlexaoPriscila DahmerAinda não há avaliações
- Alicate Universal AmareloDocumento1 páginaAlicate Universal AmarelojosemarinaldoAinda não há avaliações
- Teste SamaDocumento2 páginasTeste SamaAnderson BombistaAinda não há avaliações
- Alicate de Bico RetoDocumento1 páginaAlicate de Bico RetojosemarinaldoAinda não há avaliações
- RoHS WEGDocumento2 páginasRoHS WEGMarco SilvaAinda não há avaliações
- Laudo Arrancamento Lifemold FMDocumento7 páginasLaudo Arrancamento Lifemold FMItalo OliveiraAinda não há avaliações
- Elimy Metal Ft012!06!2022Documento4 páginasElimy Metal Ft012!06!2022Bruno DomingosAinda não há avaliações
- Manual ArcelorMittal 50 SDocumento24 páginasManual ArcelorMittal 50 SdandirealAinda não há avaliações
- RS8020Documento3 páginasRS8020Alan MarcioAinda não há avaliações
- Em 007 HidroverDocumento5 páginasEm 007 HidroverReginaldo SantosAinda não há avaliações
- 011 Trena Tsi 008 - 11.23Documento2 páginas011 Trena Tsi 008 - 11.23Ronny AlmeidaAinda não há avaliações
- OFMT Composite Slab H60 CatalogDocumento32 páginasOFMT Composite Slab H60 CatalogMarco DiasAinda não há avaliações
- KAT Categoria (V Valor Pré-Determ., E v. de Ajuste, Ü v. de Reexame) AT Fora Da Tolerância (X Foi Estabelecido)Documento2 páginasKAT Categoria (V Valor Pré-Determ., E v. de Ajuste, Ü v. de Reexame) AT Fora Da Tolerância (X Foi Estabelecido)Otavio GomesAinda não há avaliações
- KAT Categoria (V Valor Pré-Determ., E v. de Ajuste, Ü v. de Reexame) AT Fora Da Tolerância (X Foi Estabelecido)Documento3 páginasKAT Categoria (V Valor Pré-Determ., E v. de Ajuste, Ü v. de Reexame) AT Fora Da Tolerância (X Foi Estabelecido)BD IDBAinda não há avaliações
- KAT Categoria (V Valor Pré-Determ., E v. de Ajuste, Ü v. de Reexame) AT Fora Da Tolerância (X Foi Estabelecido)Documento3 páginasKAT Categoria (V Valor Pré-Determ., E v. de Ajuste, Ü v. de Reexame) AT Fora Da Tolerância (X Foi Estabelecido)BD IDBAinda não há avaliações
- Vergalhão OctogonalDocumento2 páginasVergalhão OctogonalRosaAinda não há avaliações
- 2015 10S Met 001 RTDocumento10 páginas2015 10S Met 001 RTDaniel Barbosa da SilvaAinda não há avaliações
- 196437Documento1 página196437Marcos Verissimo Juca de PaulaAinda não há avaliações
- 7010 Esab 1Documento1 página7010 Esab 1Rahmat RiskiAinda não há avaliações
- 05 03 0098 - Kit-Aneis-OringDocumento1 página05 03 0098 - Kit-Aneis-Oringmichelll34Ainda não há avaliações
- Relatorio de Alinhamento A Laser - CPMDocumento8 páginasRelatorio de Alinhamento A Laser - CPMEvaldo FlausinoAinda não há avaliações
- Certificado C. Pampa NR18Documento4 páginasCertificado C. Pampa NR18DANILO VIEIRA ALENCARAinda não há avaliações
- NBR 13047 - Isolante Termico de La de Rocha - Mantas Flexiveis Com Suporte de Tela MetalicaDocumento3 páginasNBR 13047 - Isolante Termico de La de Rocha - Mantas Flexiveis Com Suporte de Tela MetalicaMarcos VilelaAinda não há avaliações
- Certificado de Calibração #18529-22/Sp: Micrômetro Externo Digital Com Pontas IntercambiáveisDocumento2 páginasCertificado de Calibração #18529-22/Sp: Micrômetro Externo Digital Com Pontas IntercambiáveisLex CunhaAinda não há avaliações
- MAR673 Dist SuperfícieDocumento4 páginasMAR673 Dist SuperfíciePedro G de MouraAinda não há avaliações
- Regulagem para o Processo de Oxicorte (Revisado em 12-21)Documento1 páginaRegulagem para o Processo de Oxicorte (Revisado em 12-21)Éric RibeiroAinda não há avaliações
- Tabela - Messer TerraBlade 4.0 (130-170-300A)Documento2 páginasTabela - Messer TerraBlade 4.0 (130-170-300A)Éric RibeiroAinda não há avaliações
- Tabela - Messer MultiTherm (130A 200A 260A)Documento1 páginaTabela - Messer MultiTherm (130A 200A 260A)Éric RibeiroAinda não há avaliações
- Consumiveis para Corte Reto em Aço Carbono - 26-09 Rev1Documento2 páginasConsumiveis para Corte Reto em Aço Carbono - 26-09 Rev1Éric RibeiroAinda não há avaliações
- Fluxograma - Analise de Cotações - ESCOWEIRDocumento2 páginasFluxograma - Analise de Cotações - ESCOWEIRÉric RibeiroAinda não há avaliações
- FLOWEXPERT - Tarefa 02 - Oblongo CônicoDocumento2 páginasFLOWEXPERT - Tarefa 02 - Oblongo CônicoÉric RibeiroAinda não há avaliações
- Aula 1 - Material em SlideDocumento25 páginasAula 1 - Material em SlideTulyhander NascimentoAinda não há avaliações
- Processo Siderúrgico e FundiçãoDocumento34 páginasProcesso Siderúrgico e FundiçãoAndre Sperandio SucenaAinda não há avaliações
- Isolamento TérmicoDocumento2 páginasIsolamento TérmicoBeatriz DiasAinda não há avaliações
- NBR 8545: Alvenaria Sem Função EstruturalDocumento13 páginasNBR 8545: Alvenaria Sem Função EstruturalRayana AzevedoAinda não há avaliações
- Ferramentas de Corte PDFDocumento41 páginasFerramentas de Corte PDFPedro Henrique SantosAinda não há avaliações
- Tubo Flexível Inox Teflon - LFC - InoxDocumento1 páginaTubo Flexível Inox Teflon - LFC - InoxRobson BernardinoAinda não há avaliações
- Padrão de Entrada EnergisaDocumento2 páginasPadrão de Entrada EnergisaBruno RodriguesAinda não há avaliações
- Dethailo Plano - Orsamento - MTCI 2021 - (30-4-2021)Documento116 páginasDethailo Plano - Orsamento - MTCI 2021 - (30-4-2021)AguiaXimenes100% (1)
- Planilha ModeloDocumento96 páginasPlanilha ModeloWellinton GussonAinda não há avaliações
- Catálogo DenverDocumento9 páginasCatálogo DenverEdson LaranjeiraAinda não há avaliações
- Resistencia Dos Materiais - Slides - Aula 04 05Documento3 páginasResistencia Dos Materiais - Slides - Aula 04 05Elias Samuel EspindolaAinda não há avaliações
- Polímeros BiodegradáveisDocumento17 páginasPolímeros BiodegradáveisVanurdy GoveAinda não há avaliações
- Catalogo Fibra Optica2019 (1.0)Documento75 páginasCatalogo Fibra Optica2019 (1.0)Luis SilvaAinda não há avaliações
- QUIZDocumento41 páginasQUIZGustavo Cândido TeixeiraAinda não há avaliações
- Tubulacoes Industriais Golpe de ArieteDocumento10 páginasTubulacoes Industriais Golpe de ArieteTiago OliveiraAinda não há avaliações
- 5002VEC ARQ ET PE 001 - r0Documento52 páginas5002VEC ARQ ET PE 001 - r0Edmilson Mayer SerafimAinda não há avaliações
- Danosa - Tabela PreçosDocumento33 páginasDanosa - Tabela PreçosComercial FormaPolisAinda não há avaliações
- Ficha Técnica - NEW PROT - Macacão SUPER 100Documento1 páginaFicha Técnica - NEW PROT - Macacão SUPER 100Cycy GonzalesAinda não há avaliações
- Flap Disc Wurth: CaracterísticasDocumento2 páginasFlap Disc Wurth: CaracterísticasGustavo ChavesAinda não há avaliações
- Artigo Concreto Silica AtivaDocumento6 páginasArtigo Concreto Silica AtivaNalberth Vicentin SantanaAinda não há avaliações
- Lista de Exercícios Materiais Industriais B2Documento5 páginasLista de Exercícios Materiais Industriais B2sdc_consultoriaAinda não há avaliações
- K1136 Datasheet 18478 Cupilha DIN EN ISO 1234 - PTDocumento3 páginasK1136 Datasheet 18478 Cupilha DIN EN ISO 1234 - PTCarlos Eugenio Fortes TeixeiraAinda não há avaliações
- Mapa Mental - Cimento Portland - TiposDocumento1 páginaMapa Mental - Cimento Portland - TiposSergio Nascimento100% (1)
- Equipamento de Proteção Individual Epi - TreinamentoDocumento48 páginasEquipamento de Proteção Individual Epi - TreinamentoDEPT FIRE SERVIÇOSAinda não há avaliações
- Cdhu 02-21Documento561 páginasCdhu 02-21boyfestAinda não há avaliações
- Fundamentals and Applications of 3D Printing For Novel Materials. PTPDFDocumento14 páginasFundamentals and Applications of 3D Printing For Novel Materials. PTPDFLarissa AmaralAinda não há avaliações
- Introdução Sobre Vidro, Cimento e CeramicasDocumento18 páginasIntrodução Sobre Vidro, Cimento e Ceramicasnelsonsueiel100% (1)
- Microsoft Word - Smith Cap8 Ferros FundidosDocumento45 páginasMicrosoft Word - Smith Cap8 Ferros Fundidosberingela100% (6)
- Recti Fica DoraDocumento18 páginasRecti Fica DoraDennis Jose ArauzAinda não há avaliações
- Tabela Pesos e MedidasDocumento18 páginasTabela Pesos e Medidasjuneenho MattosAinda não há avaliações