Você também pode gostar
- Custos Operacional Cana AP 16-17 Mai16Documento2 páginasCustos Operacional Cana AP 16-17 Mai16Pedro FigueiredoAinda não há avaliações
- Dimension Amen ToDocumento8 páginasDimension Amen ToJubiraci S. de SousaAinda não há avaliações
- Cálculo de RaçãoDocumento6 páginasCálculo de RaçãoThiago Lazzaroni SilvaAinda não há avaliações
- Calculo de Consumo de Energia Do Ar Cond.Documento22 páginasCalculo de Consumo de Energia Do Ar Cond.Wagner RosaAinda não há avaliações
- Arbo Parque 15lDocumento6 páginasArbo Parque 15lUltra AquecedoresAinda não há avaliações
- Captura de Tela 2022-07-05 À(s) 15.40.04Documento3 páginasCaptura de Tela 2022-07-05 À(s) 15.40.04André SilvaAinda não há avaliações
- Calculo FleteDocumento8 páginasCalculo FleteEnriqueGabrielBeraúnCoronelAinda não há avaliações
- Planilha Custo Soldagem Esab PDF FreeDocumento14 páginasPlanilha Custo Soldagem Esab PDF FreeFyllipe FelixAinda não há avaliações
- Custos Da SoldagemDocumento13 páginasCustos Da SoldagemLimbert Rodriguez PintoAinda não há avaliações
- Calculo de Rosca HelicoidalDocumento8 páginasCalculo de Rosca HelicoidalKauê VelhoAinda não há avaliações
- Viabilidade Econômica Na Criação de Galinha Caipira Modo de CompatibilidadeDocumento16 páginasViabilidade Econômica Na Criação de Galinha Caipira Modo de CompatibilidadeAlexandre TiagoAinda não há avaliações
- Calculo Payback GeradorDocumento3 páginasCalculo Payback GeradorKleberson CarlosAinda não há avaliações
- ESAB Custos Da SoldagemDocumento14 páginasESAB Custos Da SoldagemMarcos MaiaAinda não há avaliações
- Simulador CliaDocumento1 páginaSimulador CliaEdson GuimarãesAinda não há avaliações
- Orc0099790Documento1 páginaOrc0099790Viviany Domingos SoaresAinda não há avaliações
- Cálculo Rede de Hidrantes Nosso PrédioDocumento10 páginasCálculo Rede de Hidrantes Nosso PrédioAirton Leal GhisiAinda não há avaliações
- Memorial de GLP-Rancho-IndustrialDocumento14 páginasMemorial de GLP-Rancho-IndustrialAlex de Jesus CostaAinda não há avaliações
- Planilha Dimensionamento GLP e GNDocumento8 páginasPlanilha Dimensionamento GLP e GNleandro goncalves100% (1)
- Calculo de Adubação - 10Documento12 páginasCalculo de Adubação - 10airtonAinda não há avaliações
- Compactação CBR GranulometriaDocumento54 páginasCompactação CBR GranulometriaDaniel AnijarAinda não há avaliações
- CAP. 6 - OrcamentoDocumento46 páginasCAP. 6 - OrcamentoRenan ToscanoAinda não há avaliações
- Planilha de Cálculo de Instalações Prediais para Água Fria 2Documento13 páginasPlanilha de Cálculo de Instalações Prediais para Água Fria 2Erika SouzaAinda não há avaliações
- Calculo de Diametro de Tubulações TellesDocumento36 páginasCalculo de Diametro de Tubulações TellesLeonardo PestanaAinda não há avaliações
- Planilha de Avaliação Nomade MilionarioDocumento28 páginasPlanilha de Avaliação Nomade MilionarioLeonardo BorgesAinda não há avaliações
- Mer Exe Ufv HLV Civ Des 002 0e TelasDocumento1 páginaMer Exe Ufv HLV Civ Des 002 0e TelasflaviovillarjuniorAinda não há avaliações
- Mascara - Material - Fabricação de Fluidos - Sintético - e - Cadit - Calculo - para - Consumo - de - Olefina - SS77Documento78 páginasMascara - Material - Fabricação de Fluidos - Sintético - e - Cadit - Calculo - para - Consumo - de - Olefina - SS77Breno SantuzziAinda não há avaliações
- Planilha Básica de Cálculo SPKDocumento18 páginasPlanilha Básica de Cálculo SPKLuis Roberto RossiAinda não há avaliações
- 04-Dosagem - GRAUTE - 20MPa (Brita 0)Documento1 página04-Dosagem - GRAUTE - 20MPa (Brita 0)Arcanjo JuniorAinda não há avaliações
- Planilha de Composição de Preço Dos Blocos 2021Documento25 páginasPlanilha de Composição de Preço Dos Blocos 2021Fabiana TrindadeAinda não há avaliações
- Dosagem para Concreto Compactado Com Rolo - CCR - Vebê - DMADocumento3 páginasDosagem para Concreto Compactado Com Rolo - CCR - Vebê - DMAWeverton Monteiro IIAinda não há avaliações
- Ozônio para Branqueamento de Celulose.1Documento18 páginasOzônio para Branqueamento de Celulose.1Francisco de Assis Bertini MoraesAinda não há avaliações
- Analise de Custos DragagemDocumento2 páginasAnalise de Custos DragagemGilson ClaudinoAinda não há avaliações
- Calculos de EngenhariaDocumento19 páginasCalculos de EngenhariaLenin FontanaAinda não há avaliações
- Cálculos UsinagemDocumento29 páginasCálculos UsinagemJúlio César Bernardo da SilvaAinda não há avaliações
- Diseño de SedimentadorDocumento2 páginasDiseño de SedimentadorMalú Yndira Rivera FernándezAinda não há avaliações
- Galinha-Da Lucro Com Provas.Documento4 páginasGalinha-Da Lucro Com Provas.Luiz MoraesAinda não há avaliações
- Cópia de FICHA TÉCNICA - CREME DE LEGUMESDocumento2 páginasCópia de FICHA TÉCNICA - CREME DE LEGUMESBruno RomaAinda não há avaliações
- 13 12 2023 Sre020ego0080Documento1 página13 12 2023 Sre020ego0080sergio diasAinda não há avaliações
- Planilha Fertilidade (Recuperado Automaticamente)Documento10 páginasPlanilha Fertilidade (Recuperado Automaticamente)Dênis FiorentinAinda não há avaliações
- Perfomance Caldera 8Documento4 páginasPerfomance Caldera 8Jorge VaqueAinda não há avaliações
- Taxa de Evaporação 2021Documento4 páginasTaxa de Evaporação 2021Fernando da Silva PeresAinda não há avaliações
- Prontuario Gerador de Vapor m3p-34m 10802Documento20 páginasProntuario Gerador de Vapor m3p-34m 10802Hudson Leonardo MacacheroAinda não há avaliações
- Mil Folhas - Parve GrandeDocumento11 páginasMil Folhas - Parve GrandebeatrizAinda não há avaliações
- TÉCNICODocumento274 páginasTÉCNICOHaroldo JuniorAinda não há avaliações
- Acqa Contrução CivilDocumento7 páginasAcqa Contrução CivilVictor AugustoAinda não há avaliações
- SimulaçãoDocumento3 páginasSimulaçãoWillerman RamosAinda não há avaliações
- Ultracasa - BombDocumento4 páginasUltracasa - BombCaio UltramixAinda não há avaliações
- Ficha Técnica ESCONDIDINHO DE CARNE SECADocumento1 páginaFicha Técnica ESCONDIDINHO DE CARNE SECAJuliana AlmeidaAinda não há avaliações
- Planilha para Projeto ElétricoDocumento16 páginasPlanilha para Projeto ElétricoLucas JhordyAinda não há avaliações
- Registo de Combustível Por Quilómetro Com Gráfico1Documento2 páginasRegisto de Combustível Por Quilómetro Com Gráfico1Joelmir FininhoAinda não há avaliações
- Montagem Industrial (78699)Documento6 páginasMontagem Industrial (78699)Edyta SaylorAinda não há avaliações
- BM 001 RCZ 2022 07 01Documento12 páginasBM 001 RCZ 2022 07 01Claudio CasaresAinda não há avaliações
- Cálculo Sapata P29Documento12 páginasCálculo Sapata P29regisAinda não há avaliações
- Verificação NBR 8800 ExDocumento4 páginasVerificação NBR 8800 ExAdelmárcio André50% (2)
- 5 - Planilha Hidrante CarlosDocumento9 páginas5 - Planilha Hidrante CarlosMarcelo PereiraAinda não há avaliações
- Cópia de Relação de Itens Startup MP#1Documento8 páginasCópia de Relação de Itens Startup MP#1Diogo SOuzaAinda não há avaliações
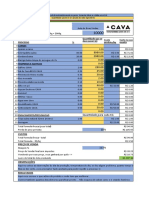
- Modelo Planilhade Custos Cursode Embutidos CAVADocumento6 páginasModelo Planilhade Custos Cursode Embutidos CAVAJackeline Rocha100% (1)
- Programação de Trabalho SemanalDocumento13 páginasProgramação de Trabalho SemanalRicardo Augusto de Camargo BuenoAinda não há avaliações
- Cal Res Fio #8448Documento1 páginaCal Res Fio #8448Maxwel Silva DiasAinda não há avaliações
- Cemo - TaubatéDocumento5 páginasCemo - TaubatéBruno SantosAinda não há avaliações
- Tubulacao de Processo - H/HDocumento18 páginasTubulacao de Processo - H/HBruno SantosAinda não há avaliações
- Estudo Soldagem TanquesDocumento2 páginasEstudo Soldagem TanquesBruno SantosAinda não há avaliações
- LP-AAE-001 - Estrutura - SuportesDocumento1 páginaLP-AAE-001 - Estrutura - SuportesBruno SantosAinda não há avaliações
- PR-3010.00-1251-911-AHU-001 - 0 - Procedimento de CoordenaçãoDocumento10 páginasPR-3010.00-1251-911-AHU-001 - 0 - Procedimento de CoordenaçãoBruno SantosAinda não há avaliações
- EVS-AAE-001 - Estrutura - SuportesDocumento1 páginaEVS-AAE-001 - Estrutura - SuportesBruno SantosAinda não há avaliações
- Regra de Ouro - Atmosferas Explosivas - FinalDocumento16 páginasRegra de Ouro - Atmosferas Explosivas - FinalBruno SantosAinda não há avaliações
- Regra de Ouro - Equipamento de Proteção Individual - FinalDocumento14 páginasRegra de Ouro - Equipamento de Proteção Individual - FinalBruno SantosAinda não há avaliações
- Anexo I - Memorial DescritivoDocumento22 páginasAnexo I - Memorial DescritivoBruno SantosAinda não há avaliações
- Regra de Ouro - Atenção Às Mudanças - FinalDocumento13 páginasRegra de Ouro - Atenção Às Mudanças - FinalBruno Santos100% (1)
- 4 - Regra de Ouro - Espaço Confinado - Final-1Documento16 páginas4 - Regra de Ouro - Espaço Confinado - Final-1Sandro SilvaAinda não há avaliações
- Inoxidáveis: DivisãoDocumento16 páginasInoxidáveis: DivisãoBruno SantosAinda não há avaliações
- Inoxidáveis: DivisãoDocumento16 páginasInoxidáveis: DivisãoBruno SantosAinda não há avaliações
- Regra de Ouro - +ülcool e Drogas - FinalDocumento12 páginasRegra de Ouro - +ülcool e Drogas - FinalBruno SantosAinda não há avaliações
- Manutencao e Reparo Volante Ums-1Documento115 páginasManutencao e Reparo Volante Ums-1Bruno SantosAinda não há avaliações
- TubosDocumento4 páginasTubosRicardo AndreAinda não há avaliações
- Askofen 8030Documento8 páginasAskofen 8030Bruno SantosAinda não há avaliações
- Catologo Huskyportuguês-AbertoDocumento46 páginasCatologo Huskyportuguês-AbertoleandrolgcAinda não há avaliações
- Conexões HidraulicasDocumento13 páginasConexões HidraulicasburotechAinda não há avaliações
- Peças para o MBADocumento5 páginasPeças para o MBAAlex CavalcanteAinda não há avaliações
- 5ATPC712257 CatalogoPecas DC1102 Rev01Documento18 páginas5ATPC712257 CatalogoPecas DC1102 Rev01Leonardo Vicente100% (1)
- 1 Perforadora HC 50 Ø45Documento28 páginas1 Perforadora HC 50 Ø45onur tezman100% (1)
- SINAPI Relatório Família de Insumos 2020 10Documento106 páginasSINAPI Relatório Família de Insumos 2020 10SimonekmAinda não há avaliações
- Apostila de Cimento Portland - MCC1Documento17 páginasApostila de Cimento Portland - MCC1alinecarrascosaAinda não há avaliações
- Catálogo de Peças PDJD Baldan PDFDocumento20 páginasCatálogo de Peças PDJD Baldan PDFAlfeuMoura0% (1)
- Catálogo Geral INDUFIX - Paula SouzaDocumento21 páginasCatálogo Geral INDUFIX - Paula SouzaAnonymous nPK85ZFzAinda não há avaliações
- Catalogo Conexoes e Mangueiras FestoDocumento5 páginasCatalogo Conexoes e Mangueiras FestoSamuel MarquesAinda não há avaliações
- Concreto de Cimento Portland - Preparo, Controle, Recebimento e Aceitação - ProcedimentoDocumento29 páginasConcreto de Cimento Portland - Preparo, Controle, Recebimento e Aceitação - ProcedimentoMoacyr Salles NetoAinda não há avaliações
- #RELAÇAO EPS - Rev.18Documento10 páginas#RELAÇAO EPS - Rev.18Cristiano RochinhaAinda não há avaliações
- PARAFUSOS PSG-Tabelas-BrochuraDocumento23 páginasPARAFUSOS PSG-Tabelas-BrochuraGuilherme AbranchesAinda não há avaliações
- NBR 05869 Pontas de Rosca e Partes Sobressalentes de Parafusos Formas e Dimensoespdf CompressDocumento5 páginasNBR 05869 Pontas de Rosca e Partes Sobressalentes de Parafusos Formas e Dimensoespdf CompressCLAUDIA YANARA MEIRA DA COSTAAinda não há avaliações
- Argamassas - PesosDocumento3 páginasArgamassas - Pesosstar_starAinda não há avaliações
- NBR 10663 - 89 (NB-1162) - Qualificação de Procedimentos de Soldagem Pelo Processo Eletrodo Revestido para Oleodutos e Gasodutos - 12pagDocumento12 páginasNBR 10663 - 89 (NB-1162) - Qualificação de Procedimentos de Soldagem Pelo Processo Eletrodo Revestido para Oleodutos e Gasodutos - 12pagClaudio LorenzoniAinda não há avaliações
- PR 754 LiebherrDocumento911 páginasPR 754 LiebherrLauro Ferreira100% (2)
- NBR 11173 NB 1259 - Projeto e Execucao de Argamassa Armada PDFDocumento10 páginasNBR 11173 NB 1259 - Projeto e Execucao de Argamassa Armada PDFAttila Monteiro de Abreu100% (1)
- Rev01 FL13 Cortes PDFDocumento1 páginaRev01 FL13 Cortes PDFFlávio Bezerra GomesAinda não há avaliações
- Din - Hex Screw Grade Ab - Din en 24017Documento112 páginasDin - Hex Screw Grade Ab - Din en 24017Hugo Mario Ariza PalacioAinda não há avaliações
- Cabos de Aço Peso e Carga de RupturaDocumento28 páginasCabos de Aço Peso e Carga de RupturaPatrick SilvaAinda não há avaliações
- Tabela Precos SikaDocumento84 páginasTabela Precos SikaMiguel FerroAinda não há avaliações
- Catalogo de ProdutosDocumento74 páginasCatalogo de ProdutosIvo PantaleaoAinda não há avaliações
- Questão 3 Atv 03Documento3 páginasQuestão 3 Atv 03Guiherme de LucenaAinda não há avaliações
- 2X MicroDocumento15 páginas2X MicroMaria RodriguezAinda não há avaliações
- Lista de RoscasDocumento1 páginaLista de RoscasWillian TrindadeAinda não há avaliações
- Rastra 30x32 Catalogo de Partes PDFDocumento109 páginasRastra 30x32 Catalogo de Partes PDFEdwin Melendez100% (2)
- NBR 14085-1998 - Argamassa Colante Industrializada para Assentamento de Placas de Cerâmica - Determinação Do DeslizamentoDocumento2 páginasNBR 14085-1998 - Argamassa Colante Industrializada para Assentamento de Placas de Cerâmica - Determinação Do DeslizamentoduanbalduinoAinda não há avaliações
- FixacaoDocumento128 páginasFixacaoGesiel Dias de SousaAinda não há avaliações
- Catalogo SemeatoDocumento130 páginasCatalogo SemeatoOscar Duran100% (1)