Você também pode gostar
- TCC - Pré-Projeto - Entrega PDFDocumento39 páginasTCC - Pré-Projeto - Entrega PDFRomulo MondiniAinda não há avaliações
- PDF - O Hobbit - J. R. R. TolkienDocumento19 páginasPDF - O Hobbit - J. R. R. TolkienRomulo MondiniAinda não há avaliações
- Elementos de Máquinas - Lamartine Bezerra Da CunhaDocumento7 páginasElementos de Máquinas - Lamartine Bezerra Da CunhaRomulo MondiniAinda não há avaliações
- WORD - Diagrama de BodeDocumento18 páginasWORD - Diagrama de BodeRomulo MondiniAinda não há avaliações
- Separador Inercial Voltados para CiclonesDocumento16 páginasSeparador Inercial Voltados para CiclonesRomulo MondiniAinda não há avaliações
- Funções g00, g01, g02 e g03Documento10 páginasFunções g00, g01, g02 e g03Romulo MondiniAinda não há avaliações
- Superando A Dor Da Perda de Quem Você AmaDocumento32 páginasSuperando A Dor Da Perda de Quem Você AmaLoja Virtual Canção Nova100% (1)
- A Importância Da Autópsia ForenseDocumento8 páginasA Importância Da Autópsia ForenseRaquel VicenteAinda não há avaliações
- 5 Minutos de Saude II TrimestreDocumento16 páginas5 Minutos de Saude II Trimestrefdala1982Ainda não há avaliações
- Resumo Por Capítulo - Nunca Lhe Prometi Um Jardim de Flores - Hannah Green PDFDocumento22 páginasResumo Por Capítulo - Nunca Lhe Prometi Um Jardim de Flores - Hannah Green PDFJamespsk0% (1)
- Ebook Acidentes de Trabalho o Guia Completo para Preveni-LosDocumento24 páginasEbook Acidentes de Trabalho o Guia Completo para Preveni-LosBruno GarciaAinda não há avaliações
- Purificação de Solventes Orgânicos (Éter Etílico)Documento21 páginasPurificação de Solventes Orgânicos (Éter Etílico)enebravo12Ainda não há avaliações
- A Diferente Abordagem Sobre A Psicologia Clínica e InstitucionalDocumento36 páginasA Diferente Abordagem Sobre A Psicologia Clínica e InstitucionalJoyce SouzaAinda não há avaliações
- 5⺠Percurso - Todas As Turmas - Ed - Fã - SicaDocumento10 páginas5⺠Percurso - Todas As Turmas - Ed - Fã - SicaSte RamosAinda não há avaliações
- Guia de Sobrevivência Lingüística Na FrançaDocumento4 páginasGuia de Sobrevivência Lingüística Na Françabrunouchoa88Ainda não há avaliações
- Aula 6 A Terminalidade Da VidaDocumento30 páginasAula 6 A Terminalidade Da VidaGustavo RibeiroAinda não há avaliações
- 3 AFH Sist. Osseo Muscular Abril 11Documento28 páginas3 AFH Sist. Osseo Muscular Abril 11Abel ZitoAinda não há avaliações
- Isaac Asimov As Cavernas de Marte (Lucky Starr Vol. 1)Documento70 páginasIsaac Asimov As Cavernas de Marte (Lucky Starr Vol. 1)Gustavo HankeAinda não há avaliações
- Portaria MDR #490, de 22 de Março de 2021Documento2 páginasPortaria MDR #490, de 22 de Março de 2021paesinacioandersonAinda não há avaliações
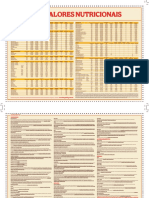
- Valores Nutricionais: Sanduíc Whopper® SobremesasDocumento2 páginasValores Nutricionais: Sanduíc Whopper® SobremesasJunior LagoaAinda não há avaliações
- MEDICINA LEGAL - Medicina Legal CompletoDocumento72 páginasMEDICINA LEGAL - Medicina Legal CompletoMarcos PegoreziAinda não há avaliações
- 102 Series (KPBM010020)Documento1.006 páginas102 Series (KPBM010020)julianoAinda não há avaliações
- O Coracao Da Ribhu GitaDocumento15 páginasO Coracao Da Ribhu GitaMarcelo Gomes100% (1)
- Estrategia Do Ovo Desafio CDG Branco PDFDocumento6 páginasEstrategia Do Ovo Desafio CDG Branco PDFBruna Ferreira Gomes (bruh)Ainda não há avaliações
- O Papel Do Psicólogo Na Avaliação PsicossocialDocumento31 páginasO Papel Do Psicólogo Na Avaliação PsicossocialLudmilla AbddalaAinda não há avaliações
- Equivalência Cultural Do QSV-PDocumento5 páginasEquivalência Cultural Do QSV-PLuis SeixasAinda não há avaliações
- Lista Biologia 9abcDocumento3 páginasLista Biologia 9abcJacke Reis CoelhoAinda não há avaliações
- Rejeite A Preocupacao e Viva em PazDocumento26 páginasRejeite A Preocupacao e Viva em PazfrancilenemouraoAinda não há avaliações
- Anjos No AquárioDocumento17 páginasAnjos No AquárioFlávia Carvalho80% (5)
- Facilitators and Barriers To Performing Activities.8Documento6 páginasFacilitators and Barriers To Performing Activities.8Karen SiqueiraAinda não há avaliações
- 1550001306caderno A V3 PDFDocumento69 páginas1550001306caderno A V3 PDFEdlas P. S. VasconcelosAinda não há avaliações
- Apresentação de LubrificantesDocumento8 páginasApresentação de LubrificantesBento Aguiar LopesAinda não há avaliações
- EvolSaltatoria 2023Documento26 páginasEvolSaltatoria 2023kivinAinda não há avaliações
- 21.7 - Pintura Marcação de Piso Extintores - Área Dos Viradores de Vagões (Prédios 018, 021, 022, 054, 058, 215, 219, 229, 230)Documento9 páginas21.7 - Pintura Marcação de Piso Extintores - Área Dos Viradores de Vagões (Prédios 018, 021, 022, 054, 058, 215, 219, 229, 230)glauciofelisbinoAinda não há avaliações
- Erros Autoclave AhmcDocumento1 páginaErros Autoclave AhmcRafael OliveiraAinda não há avaliações
- Ifu SP Babylog Vn500 SW 2.n PT BR 9054369Documento42 páginasIfu SP Babylog Vn500 SW 2.n PT BR 9054369abnerkalilAinda não há avaliações