Você também pode gostar
- Din 7168 Tolerancias Nao Indicadas Din 7168 PDFDocumento1 páginaDin 7168 Tolerancias Nao Indicadas Din 7168 PDFElias Junior MoreschiAinda não há avaliações
- MANDRILADORA Apresenta%e7aoDocumento38 páginasMANDRILADORA Apresenta%e7aoElias Junior MoreschiAinda não há avaliações
- MandrilhadoraDocumento35 páginasMandrilhadoraElias Junior MoreschiAinda não há avaliações
- Elementos de Maquinas 1 - AtualizadoDocumento14 páginasElementos de Maquinas 1 - AtualizadoElias Junior MoreschiAinda não há avaliações
- MandrilhadoraDocumento35 páginasMandrilhadoraElias Junior MoreschiAinda não há avaliações
- Exercicios AlgoritimoDocumento4 páginasExercicios AlgoritimoElias Junior MoreschiAinda não há avaliações
- Aula+2+-+Metrologia+Dimensional+ +erros+de+mediçãoDocumento16 páginasAula+2+-+Metrologia+Dimensional+ +erros+de+mediçãoElias Junior MoreschiAinda não há avaliações
- Motor MontagemDocumento33 páginasMotor MontagemJanderson LacerdaAinda não há avaliações
- Im GeralDocumento46 páginasIm GeralDIEGO SCHMITZ SEVERINOAinda não há avaliações
- Manual de Servicos Cabecote Motor MAN D2676Documento58 páginasManual de Servicos Cabecote Motor MAN D2676Marcilio Oliveira100% (1)
- Aula - 07 - 2021 - Aula Mecânica Aplicada - Tolerância GeometricaDocumento96 páginasAula - 07 - 2021 - Aula Mecânica Aplicada - Tolerância GeometricaReginaldo CamposAinda não há avaliações
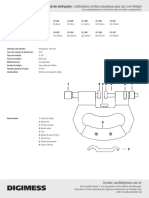
- Manual Calibradores de Boca Com RelógioDocumento2 páginasManual Calibradores de Boca Com RelógioAdilson Melo de MouraAinda não há avaliações
- 14 ComparadoresDocumento22 páginas14 ComparadoresMauro MiguelAinda não há avaliações
- Treinamento AlinhamentoDocumento49 páginasTreinamento AlinhamentoEduardo DolberthAinda não há avaliações
- Regua Mesa SenoDocumento4 páginasRegua Mesa SenoCesar NogueiraAinda não há avaliações
- 003 - Volume III - P. 219 A 355 - para Compor Com Demais Arquivos - FinalDocumento137 páginas003 - Volume III - P. 219 A 355 - para Compor Com Demais Arquivos - FinalWilliam CazelottoAinda não há avaliações
- Acoplamentos e AlinhamentoDocumento128 páginasAcoplamentos e Alinhamentovictor100% (1)
- 10282021.10 PCPDocumento13 páginas10282021.10 PCPSIRLENO ITAMAR BARBOSA PINHEIROAinda não há avaliações
- Ir Cri-Crin VRDocumento29 páginasIr Cri-Crin VRBalariniRetífica100% (1)
- Relatório: Prova de Carga Estática em PlacaDocumento13 páginasRelatório: Prova de Carga Estática em PlacaSIRLENO ITAMAR BARBOSA PINHEIRO100% (1)
- Alinhamento SenaiDocumento10 páginasAlinhamento SenaiCesar SampaioAinda não há avaliações
- Aula 02 - Instrumentos de ManutençãoDocumento44 páginasAula 02 - Instrumentos de ManutençãoGEDEON GONCALVES ROCHAAinda não há avaliações
- Anexo 22 (Word) Exercício de Fixação AlinhamentoDocumento3 páginasAnexo 22 (Word) Exercício de Fixação AlinhamentoPaulo RenatoAinda não há avaliações
- Metrologia - Rotas - Aula 5Documento29 páginasMetrologia - Rotas - Aula 5Alex BalduinoAinda não há avaliações
- NBR 8522 2008 Concreto - Determinação Do Módulo Estáticode Elasticidade À Compressão PDFDocumento20 páginasNBR 8522 2008 Concreto - Determinação Do Módulo Estáticode Elasticidade À Compressão PDFCarineMolz100% (1)
- NBR - ISO463 - Especificações Geométricas Dos ProdutosDocumento20 páginasNBR - ISO463 - Especificações Geométricas Dos Produtospatrick segoviaAinda não há avaliações
- Metrologia BásicaDocumento206 páginasMetrologia Básicaarlindo assisAinda não há avaliações
- Apostila MetrologiaDocumento56 páginasApostila MetrologiaRobinho SilvaAinda não há avaliações
- GRS905Documento84 páginasGRS905paulo100% (6)
- Apostila de Metrologia Básica - XCMG Brasil PDFDocumento43 páginasApostila de Metrologia Básica - XCMG Brasil PDFFabianoCRZAinda não há avaliações
- APOSTILA Controle DimensionalDocumento40 páginasAPOSTILA Controle Dimensionalvaldir da silva gonçalvesAinda não há avaliações
- 03-Alinhamento Horizontal de Eixos - Método de CalculoDocumento66 páginas03-Alinhamento Horizontal de Eixos - Método de CalculoEdson dos SantosAinda não há avaliações
- Aula - Relógio ComparadorDocumento27 páginasAula - Relógio ComparadorDiego CostaAinda não há avaliações
- 016-006 Carcaça Do Volante Do MotorDocumento6 páginas016-006 Carcaça Do Volante Do MotorAdilson Melo de MouraAinda não há avaliações
- Apostila Desenho Mecanico 1 III Parte Copy 20 42Documento23 páginasApostila Desenho Mecanico 1 III Parte Copy 20 42Nilton ReisAinda não há avaliações
- Metrologia BasicaDocumento62 páginasMetrologia BasicaMUILLAR BENTOAinda não há avaliações
- Apostila Manutenção Unidades InjetorasDocumento17 páginasApostila Manutenção Unidades InjetorasRodrigo Siqueira Calliari100% (1)