Você também pode gostar
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Vaso de PressaoDocumento102 páginasVaso de PressaoFelipe Furtado100% (3)
- Manual Projeto Mecanico Vasos de Pressao ASME VIII 1Documento41 páginasManual Projeto Mecanico Vasos de Pressao ASME VIII 1Luiz ClaudioAinda não há avaliações
- Relatório de Inspeção de Vaso de PressãoDocumento9 páginasRelatório de Inspeção de Vaso de PressãoGiovannioliveira100% (1)
- Vasos de Pressão - NR-13Documento82 páginasVasos de Pressão - NR-13Jardeson Gonçalves Nascimento100% (3)
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Enquadramento NR 13Documento30 páginasEnquadramento NR 13Marcelo275100% (1)
- Circuito Xpi PDFDocumento3 páginasCircuito Xpi PDFpaulo100% (4)
- Relatorio 022-22 - VP-07 - Inspeção ExternaDocumento15 páginasRelatorio 022-22 - VP-07 - Inspeção ExternaWesley AssunçãoAinda não há avaliações
- NR13 - Laudo 001 para Vasos de PressãoDocumento12 páginasNR13 - Laudo 001 para Vasos de PressãoPauloCatu67% (3)
- Prontuário CompressorDocumento1 páginaProntuário CompressorMikhail Tibes Soares100% (2)
- Inspeção de Caldeiras - Guia 5Documento52 páginasInspeção de Caldeiras - Guia 5Wyllton Candido100% (1)
- Prontuário VASO DE PRESSÃO PRESSURE - NOMA CAMPO MOURÃO (2023) PDFDocumento7 páginasProntuário VASO DE PRESSÃO PRESSURE - NOMA CAMPO MOURÃO (2023) PDFWeslley Barbosa100% (1)
- VASOS DE PRESSÃO InspeçãoDocumento19 páginasVASOS DE PRESSÃO InspeçãoThales Lopes100% (1)
- Cálculo de Tanques de Vasos de PressãoDocumento25 páginasCálculo de Tanques de Vasos de Pressãoluciano ioresAinda não há avaliações
- Prontuario Vaso de Pressão nr13Documento6 páginasProntuario Vaso de Pressão nr13Ricardo Silva100% (2)
- Projeto Caldeira 200Documento43 páginasProjeto Caldeira 200Cristiano Druzian100% (1)
- Laudo Estanqueidade Posto CombustiveisDocumento1 páginaLaudo Estanqueidade Posto CombustiveisLucas TeixeiraAinda não há avaliações
- Modelo Certificado ManometroDocumento1 páginaModelo Certificado Manometrorafael112712100% (1)
- 16 17 Laudo Técn Insp Seg - Vaso de Pressão Atlas Copco Brasil 2013, Identificação 1722Documento10 páginas16 17 Laudo Técn Insp Seg - Vaso de Pressão Atlas Copco Brasil 2013, Identificação 1722Pressure EngenhariaAinda não há avaliações
- NBR 7821 1983 PDFDocumento118 páginasNBR 7821 1983 PDFOtto Heinrich WehmannAinda não há avaliações
- Inspeção de CaldeiraDocumento71 páginasInspeção de CaldeiraAlexandre MacarioAinda não há avaliações
- LV de Prontuário de NR13 Vasos de PressãoDocumento8 páginasLV de Prontuário de NR13 Vasos de PressãocamilaAinda não há avaliações
- FBTS - EnsaiosMecanicos - 170508Documento66 páginasFBTS - EnsaiosMecanicos - 170508Rodrigo Del Guerso SoaresAinda não há avaliações
- Data-Book Caldeira 2Documento28 páginasData-Book Caldeira 2Felipe Furtado100% (1)
- PLANO DE CARGAS GRUA SplendoreDocumento63 páginasPLANO DE CARGAS GRUA SplendoreEmílio BeckerAinda não há avaliações
- WORKER - Manual Compressor de Ar 2Documento10 páginasWORKER - Manual Compressor de Ar 2GeisonAinda não há avaliações
- Livro - NR-13 - Mateus Supermecados S.A. - Mix Mateus - Juazeiro PDFDocumento19 páginasLivro - NR-13 - Mateus Supermecados S.A. - Mix Mateus - Juazeiro PDFAndré RibeiroAinda não há avaliações
- NR 13 - Vas0 02Documento9 páginasNR 13 - Vas0 02Vitor SilvaAinda não há avaliações
- NR 13 - Vas0 02Documento9 páginasNR 13 - Vas0 02Vitor SilvaAinda não há avaliações
- Treinamento NR-13Documento102 páginasTreinamento NR-13César BastosAinda não há avaliações
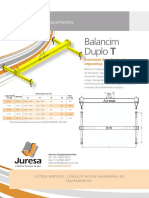
- 10 - Balancim Duplo - TDocumento1 página10 - Balancim Duplo - TEmílio BeckerAinda não há avaliações
- Inspeção de Segurança Conforme NR-13 e NBR 12177-1/99Documento6 páginasInspeção de Segurança Conforme NR-13 e NBR 12177-1/99I9Educação ProjetoAinda não há avaliações
- Inspeção de CaldeiraDocumento5 páginasInspeção de CaldeiraIsmael AlcantaraAinda não há avaliações
- Relatório de Inspeção em Vaso de PressãoDocumento13 páginasRelatório de Inspeção em Vaso de PressãoAureo ChavesAinda não há avaliações
- Norma ASME para Vasos de Pressão - ASME VIII - DivDocumento2 páginasNorma ASME para Vasos de Pressão - ASME VIII - DivLpstokio100% (1)
- PRONTUÁRIO DE VASO DE PRESSÃO KAESER - Form U3Documento1 páginaPRONTUÁRIO DE VASO DE PRESSÃO KAESER - Form U3Lester Izaac100% (4)
- Catalogo Tanques 2018 Schulz C&EDocumento7 páginasCatalogo Tanques 2018 Schulz C&EEber.CV100% (1)
- Apostila Vida ResidualDocumento15 páginasApostila Vida Residualadr123deoliveira4100% (1)
- Memorial Descritivo Tanque Jaquetado NBR 16161pdfDocumento3 páginasMemorial Descritivo Tanque Jaquetado NBR 16161pdfosvaldo lopezAinda não há avaliações
- TCC Inspecao em Vaso de Pressao FinalDocumento95 páginasTCC Inspecao em Vaso de Pressao Finallordoheftlands100% (2)
- Gerenciamento de risco de incêndio em edificações tombadas pelo patrimônio histórico e cultural: uma ênfase no Recôncavo da BahiaNo EverandGerenciamento de risco de incêndio em edificações tombadas pelo patrimônio histórico e cultural: uma ênfase no Recôncavo da BahiaAinda não há avaliações
- NBR NM87 - Aco Carbono e Ligados para Construcao MecanicaDocumento30 páginasNBR NM87 - Aco Carbono e Ligados para Construcao MecanicaEmílio BeckerAinda não há avaliações
- PAR-XXX.414.19-2020 Curvas Do Eco. Cal. BUNGE ST JulianaDocumento10 páginasPAR-XXX.414.19-2020 Curvas Do Eco. Cal. BUNGE ST Julianaalexsandro_dias_1Ainda não há avaliações
- Manual CaldeiraDocumento20 páginasManual CaldeiraFelipe PatronAinda não há avaliações
- Cálculo de Vida Remanescente (Version 1)Documento11 páginasCálculo de Vida Remanescente (Version 1)Douglas Oliveira AbreuAinda não há avaliações
- N-2161 - Insp em Serviço de Cabos de AçoDocumento14 páginasN-2161 - Insp em Serviço de Cabos de AçoEmílio BeckerAinda não há avaliações
- Inspeção Periódica - Caldeira ATA H3N - Abril de 2010Documento10 páginasInspeção Periódica - Caldeira ATA H3N - Abril de 2010marcoshenriquedemeloAinda não há avaliações
- Procedimento de Expansão de Tubos de Caldeiras - TpsDocumento10 páginasProcedimento de Expansão de Tubos de Caldeiras - TpsTiago Pisquiotini100% (1)
- Laudo Vaso de Pressão - WM Taubaté - AssinadoDocumento5 páginasLaudo Vaso de Pressão - WM Taubaté - Assinadofabricio.andrade.nascimentohotmail.comAinda não há avaliações
- IBP Guia 4 Vasos de PressãoDocumento53 páginasIBP Guia 4 Vasos de PressãoSilva Tiago100% (3)
- Relatorio Tubulacao Vapor Queijos CapitolioDocumento15 páginasRelatorio Tubulacao Vapor Queijos CapitolioFelipe Furtado100% (1)
- Compressor Odontologico DA11001 PT 5409150 20170518Documento20 páginasCompressor Odontologico DA11001 PT 5409150 20170518romulo chavesAinda não há avaliações
- HydacDocumento23 páginasHydacRodrigo TeodoroAinda não há avaliações
- E-Book (Vaso)Documento15 páginasE-Book (Vaso)Odagil BanzatoAinda não há avaliações
- Apf Chiaperini 10 Mpi - 110 Lts N. 2 Rela 1140-22Documento5 páginasApf Chiaperini 10 Mpi - 110 Lts N. 2 Rela 1140-22Paulo VitorAinda não há avaliações
- Inspeção em Vasos de Pressão Reativação de Uma CaldeiraDocumento31 páginasInspeção em Vasos de Pressão Reativação de Uma CaldeiraGregory MendesAinda não há avaliações
- 03.3 - Segurança em CaldeirasDocumento17 páginas03.3 - Segurança em CaldeirasThiago R Ferreira0% (1)
- Descritivo Operacional Lig-40 - Creral-Enerbio Rev.1Documento65 páginasDescritivo Operacional Lig-40 - Creral-Enerbio Rev.1Andriw Automação Bremer50% (2)
- Dicas de Segurança para Operação CaldeirasDocumento5 páginasDicas de Segurança para Operação CaldeirasEvandro MedeirosAinda não há avaliações
- NBR 10980-Roldanas-Dimensões e MateriaisDocumento4 páginasNBR 10980-Roldanas-Dimensões e MateriaisEmílio BeckerAinda não há avaliações
- Cerebro MixDocumento10 páginasCerebro MixWeniton OliveiraAinda não há avaliações
- MC - Padrão ASME B31.8 Rev.0Documento3 páginasMC - Padrão ASME B31.8 Rev.0Pedro Castro Villa LobosAinda não há avaliações
- Laudo CompressorDocumento4 páginasLaudo CompressorLucas Átila100% (1)
- Inspeção de TubulaçõesDocumento10 páginasInspeção de TubulaçõesFernandoRadmannKnorst100% (1)
- Lista 75 100HP PDFDocumento75 páginasLista 75 100HP PDFraimundo rogenes santos silva100% (2)
- Check List Todas NrsDocumento27 páginasCheck List Todas NrsjuniorzecaAinda não há avaliações
- Talha EKDR - Rev2Documento2 páginasTalha EKDR - Rev2Emílio BeckerAinda não há avaliações
- Vasos de PressãoDocumento262 páginasVasos de PressãoClayton RodriguesAinda não há avaliações
- Informações para Laudo de InspeçãoDocumento7 páginasInformações para Laudo de InspeçãojdfaveriAinda não há avaliações
- Relatório de Vaso de Pressão: Vaso Vertical Pra GLPDocumento11 páginasRelatório de Vaso de Pressão: Vaso Vertical Pra GLPCleyson GomesAinda não há avaliações
- Relatorio VasopressaoDocumento8 páginasRelatorio Vasopressaopipoca20Ainda não há avaliações
- WEG Manual de Instalacao Serie msw12 msw16 msw20 - Base 13000026 Manual Portugues BRDocumento1 páginaWEG Manual de Instalacao Serie msw12 msw16 msw20 - Base 13000026 Manual Portugues BREmílio BeckerAinda não há avaliações
- Res-Rer2 - A Prova de ExplosãoDocumento7 páginasRes-Rer2 - A Prova de ExplosãoEmílio BeckerAinda não há avaliações
- Garra BobinaDocumento1 páginaGarra BobinaEmílio BeckerAinda não há avaliações
- 3 - BusculoDocumento1 página3 - BusculoEmílio BeckerAinda não há avaliações
- Manual NKDocumento3 páginasManual NKEmílio BeckerAinda não há avaliações
- Global Catalogue - BR - Chapter 2Documento50 páginasGlobal Catalogue - BR - Chapter 2Emílio BeckerAinda não há avaliações
- NBR05665 - 1987 - Calculo de Trafego em ElevadoresDocumento13 páginasNBR05665 - 1987 - Calculo de Trafego em ElevadoresEmílio BeckerAinda não há avaliações
- ACIONAMENTOS - PONTES EKKE e ZKKEDocumento3 páginasACIONAMENTOS - PONTES EKKE e ZKKEEmílio BeckerAinda não há avaliações
- NBR 10098 - 1987 - Elevadores Eletricos DimensoesDocumento9 páginasNBR 10098 - 1987 - Elevadores Eletricos DimensoesDimy CabralAinda não há avaliações
- N 2368 PDFDocumento26 páginasN 2368 PDFAdnailson AsaAinda não há avaliações
- RTQ 7i - INSPEÇÃO PERIÓDICA DE EQUIPAMENTOS PARA O TRANSPORTE ...Documento23 páginasRTQ 7i - INSPEÇÃO PERIÓDICA DE EQUIPAMENTOS PARA O TRANSPORTE ...schectelAinda não há avaliações
- Cat Connex 2010Documento6 páginasCat Connex 2010Edimilson NascimentoAinda não há avaliações
- Manual de Instruções - Compressores Alternativos em Ferro Fundido - CPDocumento2 páginasManual de Instruções - Compressores Alternativos em Ferro Fundido - CPkkodakkAinda não há avaliações
- Trabalho Sobre Vaso de Pressão e CaldeirasDocumento4 páginasTrabalho Sobre Vaso de Pressão e CaldeirasFlávio NevesAinda não há avaliações
- Acumuladores de AQS - InstalaçãoDocumento14 páginasAcumuladores de AQS - InstalaçãonunoapAinda não há avaliações
- Válvulas de Segurança PDFDocumento90 páginasVálvulas de Segurança PDFDouglas Tondello100% (1)
- Compressor de Pistão - Linha Air Plus PDFDocumento12 páginasCompressor de Pistão - Linha Air Plus PDFrreis_992713Ainda não há avaliações
- CALEFI ACESSÓRIOS PARA CALDEIRA CatalogoDocumento11 páginasCALEFI ACESSÓRIOS PARA CALDEIRA CatalogoAndre MendesAinda não há avaliações
- Válvula de Segurança e AlívioDocumento1 páginaVálvula de Segurança e AlívioaemmerickAinda não há avaliações
- NOR QSMS 10 00 Plano de Ação de Emergência PAEDocumento43 páginasNOR QSMS 10 00 Plano de Ação de Emergência PAEYves LambertAinda não há avaliações
- Caderno de Encargos - Instalação Solar TérmicaDocumento14 páginasCaderno de Encargos - Instalação Solar Térmicajmom18Ainda não há avaliações
- Instalação PressostatoDocumento14 páginasInstalação PressostatoEloizio BuzolinAinda não há avaliações
- 10-Caldeirao Gas VaporDocumento8 páginas10-Caldeirao Gas VaporMarina VasconcelosAinda não há avaliações
- PROMINASDocumento4 páginasPROMINASFernanda AndradeAinda não há avaliações
- Memória de Cálculo, Sobremedidas e Alívio de PressãoDocumento21 páginasMemória de Cálculo, Sobremedidas e Alívio de PressãoLuis GomesAinda não há avaliações
- Pressurização de CabineDocumento58 páginasPressurização de CabineBritto MarcusAinda não há avaliações
- 1408114777ft Stic Hi Vac II PortDocumento6 páginas1408114777ft Stic Hi Vac II PortHailton M. Do Amaral FilhoAinda não há avaliações