Você também pode gostar
- Ebook Sacole GourmetDocumento56 páginasEbook Sacole Gourmetdaniela5ssp78% (23)
- Ansi b31.3 - Esp. Min. 1Documento1 páginaAnsi b31.3 - Esp. Min. 1Cleiton FernandesAinda não há avaliações
- Cálculo Espessura ChapaDocumento11 páginasCálculo Espessura ChapaRICELLES SILVEIRA MARTINSAinda não há avaliações
- 6-Alto Forno EspecializacaoDocumento40 páginas6-Alto Forno EspecializacaoGeraldo Magela PereiraAinda não há avaliações
- O Uso de Metais Na Construção Civil 1 de 2Documento17 páginasO Uso de Metais Na Construção Civil 1 de 2fagnercarlosAinda não há avaliações
- Apostila de Peneiras - Curso BásicoDocumento65 páginasApostila de Peneiras - Curso BásicoMarcos Carvalho100% (3)
- Catálogo VedaçõesDocumento67 páginasCatálogo VedaçõesLuiz Gabriel Alves de DeusAinda não há avaliações
- Manual Vicon 1500 Rotor DuploDocumento19 páginasManual Vicon 1500 Rotor DuploAlfeuMouraAinda não há avaliações
- Catálogo - TamposDocumento16 páginasCatálogo - TamposAnonymous uL3JlWfhAinda não há avaliações
- Cálculos de Momento de InérciaDocumento4 páginasCálculos de Momento de InérciaAdilson FelizardoAinda não há avaliações
- Memorial Descritivo Projeto Plataforma ElevatóriaDocumento4 páginasMemorial Descritivo Projeto Plataforma ElevatóriaPaulo CoutoAinda não há avaliações
- DimensionamentoDocumento5 páginasDimensionamentoGabriela GambariniAinda não há avaliações
- Aços 1Documento5 páginasAços 1Carlos Fernandez MartinezAinda não há avaliações
- Aula 3 - A Tubulação Como Elemento EstruturalDocumento20 páginasAula 3 - A Tubulação Como Elemento EstruturalMelina Lage GuieiroAinda não há avaliações
- Asme Seção ViiiDocumento7 páginasAsme Seção ViiiAnderson MoraisAinda não há avaliações
- Planilha de Calculos Diversos - ThiagoDocumento34 páginasPlanilha de Calculos Diversos - Thiagothiagorep17Ainda não há avaliações
- Como Desenhar Tampo TorisféricoDocumento3 páginasComo Desenhar Tampo TorisféricoMarcio SilvaAinda não há avaliações
- Catalogo Calandras PTDocumento36 páginasCatalogo Calandras PTleandro silvaAinda não há avaliações
- ChavetasDocumento5 páginasChavetasOzeias CardosoAinda não há avaliações
- Dimensionamento Viga RolamentoDocumento38 páginasDimensionamento Viga RolamentoCleiton Jose NevesAinda não há avaliações
- Aula 06 - ForjamentoDocumento49 páginasAula 06 - ForjamentoRafael GonçalvesAinda não há avaliações
- Dimensionamento Linha de Vapor e Retorno CondensadoDocumento4 páginasDimensionamento Linha de Vapor e Retorno CondensadoAline Souza OliveiraAinda não há avaliações
- PDF API 650 FbtsDocumento2 páginasPDF API 650 FbtsWanderley FonsecaAinda não há avaliações
- Cálculo AbraçadeiraDocumento1 páginaCálculo AbraçadeiraSandro AraújoAinda não há avaliações
- Translação Do CarroDocumento37 páginasTranslação Do Carrorobson leoniAinda não há avaliações
- Catalogo Suporte TubulaçãoDocumento11 páginasCatalogo Suporte TubulaçãoEdmar Ribeiro LopesAinda não há avaliações
- 01 - Projeto de Molas HelicoidaisDocumento38 páginas01 - Projeto de Molas HelicoidaisVinicius PereiraAinda não há avaliações
- Planilha Filtro CartuchoDocumento8 páginasPlanilha Filtro CartuchoAnamaria Hosken RoelensAinda não há avaliações
- Normas para Tanque de Combustivel Aéreo HorizontalDocumento12 páginasNormas para Tanque de Combustivel Aéreo HorizontalMarcos Carvalho100% (1)
- NBR 6678 PB 480-III - Transportadores Continuos - Transportadores de Correia - Roletes - DimensoesDocumento58 páginasNBR 6678 PB 480-III - Transportadores Continuos - Transportadores de Correia - Roletes - DimensoesLuís Eduardo Wiechoreck100% (1)
- Projeto OlhaisDocumento1 páginaProjeto OlhaisgilAinda não há avaliações
- Catalogo Técnico de Limitações - Rev04 - 07.05.2018Documento70 páginasCatalogo Técnico de Limitações - Rev04 - 07.05.2018Carlos OliviAinda não há avaliações
- Proteção AnódicaDocumento9 páginasProteção AnódicaEziquielMartins100% (1)
- Relatório - Ensaio de Tração Do Aço - Laboratório de Materiais de Construção (ENG1213 - PUC-Rio)Documento9 páginasRelatório - Ensaio de Tração Do Aço - Laboratório de Materiais de Construção (ENG1213 - PUC-Rio)Aragonez VidalAinda não há avaliações
- Dimensionais Da Bucha de Esferas LMEDocumento7 páginasDimensionais Da Bucha de Esferas LMEmarcoskelpenAinda não há avaliações
- Calculo de Rosca 3 Ton Hora Cal Hid UniminDocumento3 páginasCalculo de Rosca 3 Ton Hora Cal Hid UniminCássio AlvesAinda não há avaliações
- Aula 5 Dimensionamento III - Roldanas-PoliasDocumento22 páginasAula 5 Dimensionamento III - Roldanas-PoliasGleizianoBouzasAinda não há avaliações
- N-0270 C (3 Emenda) - (Petrobras)Documento55 páginasN-0270 C (3 Emenda) - (Petrobras)petroloritoAinda não há avaliações
- Memorial Descritivo - GruaDocumento32 páginasMemorial Descritivo - GruaLorena TacilaAinda não há avaliações
- Tabela Fatores de DobraDocumento2 páginasTabela Fatores de DobraadrbimAinda não há avaliações
- Cálculo de Parede de TuboDocumento3 páginasCálculo de Parede de TuboAlex_tomaz_aAinda não há avaliações
- Pórtico RolanteDocumento34 páginasPórtico RolanteBruno Cavalcante Freitas100% (1)
- maqT03A Polias Tamb Cabos PDFDocumento37 páginasmaqT03A Polias Tamb Cabos PDFGuilherme 1234Ainda não há avaliações
- NBR 7261 PB 882 - Elementos de Fixacao Roscados - Tolerancias Dimensionais de Forma Posicao E Rugosidade para Graus de Produtos A B E CDocumento19 páginasNBR 7261 PB 882 - Elementos de Fixacao Roscados - Tolerancias Dimensionais de Forma Posicao E Rugosidade para Graus de Produtos A B E CfoxwesleyAinda não há avaliações
- DBL 7390 2008-10Documento15 páginasDBL 7390 2008-10Diogo50% (2)
- Calculo Tanque FagundesDocumento3 páginasCalculo Tanque FagundesDiego FoureauxAinda não há avaliações
- Catalogo Fixadores PDFDocumento288 páginasCatalogo Fixadores PDFMadirley PimentaAinda não há avaliações
- Catálogo Geral Motor VentiladorDocumento48 páginasCatálogo Geral Motor VentiladorDenisio MedeirosAinda não há avaliações
- Linha de Tubos TUPARLONDocumento14 páginasLinha de Tubos TUPARLONRoseli MolinaAinda não há avaliações
- Catalago Tubo Mecânico PDFDocumento22 páginasCatalago Tubo Mecânico PDFglobaldisAinda não há avaliações
- Cantoneiras GERDAUDocumento2 páginasCantoneiras GERDAUTúlio BarataAinda não há avaliações
- Brasinox - Centrífuga de TripéDocumento1 páginaBrasinox - Centrífuga de TripéZeBocaoAinda não há avaliações
- Calculo de Rosca MetricaDocumento3 páginasCalculo de Rosca MetricaMauro CcqAinda não há avaliações
- Dimensionamento Placa de OrifícioDocumento6 páginasDimensionamento Placa de OrifíciorodrigontheroadAinda não há avaliações
- Cálculo de VigasDocumento5 páginasCálculo de VigasHolmes RipollAinda não há avaliações
- Tabela de Dobras - FATOR KDocumento4 páginasTabela de Dobras - FATOR KMauro HornAinda não há avaliações
- Guia de Utilização de Células de CargaDocumento38 páginasGuia de Utilização de Células de CargaOsmar GomesAinda não há avaliações
- Eberle ConsultaDocumento3 páginasEberle ConsultaAndré100% (1)
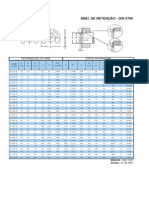
- Anel de Retenção DIN 6799Documento1 páginaAnel de Retenção DIN 6799Carlos Freitas0% (1)
- Projeto Ponte RolanteDocumento27 páginasProjeto Ponte RolanteRamon Silvério100% (1)
- Ventiladores - OKDocumento14 páginasVentiladores - OKRenata VicentinoAinda não há avaliações
- Ventilador Centrífugo - Folha de DadosDocumento13 páginasVentilador Centrífugo - Folha de DadosmiguelfensterseiferAinda não há avaliações
- Exercicios de Momentos e Cortante PDFDocumento13 páginasExercicios de Momentos e Cortante PDFFelipe Sá2006Ainda não há avaliações
- Cálculo DamperDocumento4 páginasCálculo DamperMarcel DandaroAinda não há avaliações
- Catalogo - TubosDocumento12 páginasCatalogo - TubosGilney PalharesAinda não há avaliações
- DYWIDAG Sistema de Pre EsforcoDocumento4 páginasDYWIDAG Sistema de Pre EsforcoFernanda SalgadoAinda não há avaliações
- Base EstampoDocumento28 páginasBase EstampoheltonsantoscordeiroAinda não há avaliações
- Pino Elastico SpirolDocumento8 páginasPino Elastico SpirolwdimerAinda não há avaliações
- CTF 3.030Documento4 páginasCTF 3.030Jonathan W. V. BarreirosAinda não há avaliações
- Execução Do L900 Rev.08 para TR para ContrataçãoDocumento97 páginasExecução Do L900 Rev.08 para TR para ContrataçãoBindimAinda não há avaliações
- EstampariaDocumento45 páginasEstampariaMarcos CarvalhoAinda não há avaliações
- Jogos MenteinovadoraDocumento22 páginasJogos MenteinovadoraMarcos CarvalhoAinda não há avaliações
- Eixos e ArvoresDocumento28 páginasEixos e ArvoresMarcos CarvalhoAinda não há avaliações
- Acabamento Superfície FlangesDocumento1 páginaAcabamento Superfície FlangesMarcos CarvalhoAinda não há avaliações
- EstampariaDocumento45 páginasEstampariaMarcos CarvalhoAinda não há avaliações
- Capitulo 3Documento280 páginasCapitulo 3gambetzAinda não há avaliações
- LRV2S Válvulas Redutoras de Pressão de Ação Direta-Technical InformationDocumento2 páginasLRV2S Válvulas Redutoras de Pressão de Ação Direta-Technical InformationCaroline ZimmermannAinda não há avaliações
- Salvamento AlturaDocumento34 páginasSalvamento AlturaAilton RuizAinda não há avaliações
- MicaDocumento2 páginasMicaVerônica Souza100% (1)
- Texto Sobre Areia Verde MoldaçãoDocumento39 páginasTexto Sobre Areia Verde Moldaçãod7601464Ainda não há avaliações
- Aula 11 Transformacoes de Fases em MetaisDocumento32 páginasAula 11 Transformacoes de Fases em MetaisSullivam PrestesAinda não há avaliações
- Hansatecnica HT PDFDocumento48 páginasHansatecnica HT PDFRicardo CalmonAinda não há avaliações
- 1 - MagnetismoDocumento7 páginas1 - MagnetismoNascostaAinda não há avaliações
- NCMDocumento4 páginasNCMCíntia CotaAinda não há avaliações
- Catalogo Serras e Ferramentas Manuais StarrettDocumento160 páginasCatalogo Serras e Ferramentas Manuais StarrettLucasAinda não há avaliações
- Corrosão Galvânica e Eletrolítica - CapaDocumento7 páginasCorrosão Galvânica e Eletrolítica - CapaPedro da MataAinda não há avaliações
- ET FT2 Metais BlogDocumento4 páginasET FT2 Metais BlogluisjeAinda não há avaliações
- Aula 04 MetaisDocumento58 páginasAula 04 Metaisemanueloliveiranicolau2006Ainda não há avaliações
- Catálogo Fonte MIG-MAG - Smashweld - 318 - 408 - 318-Topflex - 408-Topflex - PT OK ESAB - 2010 - 4pDocumento4 páginasCatálogo Fonte MIG-MAG - Smashweld - 318 - 408 - 318-Topflex - 408-Topflex - PT OK ESAB - 2010 - 4pWellington S. FrançaAinda não há avaliações
- Critérios de Correção Do Teste de AvaliaçãoDocumento3 páginasCritérios de Correção Do Teste de AvaliaçãoTiago SerranoAinda não há avaliações
- Como Construir Um Galpão MetálicoDocumento7 páginasComo Construir Um Galpão MetálicoPremontaAinda não há avaliações
- Relatorio de Fisica 13Documento5 páginasRelatorio de Fisica 13Thiago RibeiroAinda não há avaliações
- Prova Tecnica MecanicaDocumento8 páginasProva Tecnica MecanicaAntonio Goncalves0% (1)
- CIMO Heeler: Modificação para Alto Desempenho e Performance.Documento8 páginasCIMO Heeler: Modificação para Alto Desempenho e Performance.Helio Cabral jrAinda não há avaliações