Você também pode gostar
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Comp. PressuriDocumento110 páginasComp. PressuriLucas100% (7)
- E-Book (Tanque)Documento30 páginasE-Book (Tanque)Vinicius Ferreira Amim100% (1)
- E-Book - Como Parar de Beber e Usar Drogas PDFDocumento52 páginasE-Book - Como Parar de Beber e Usar Drogas PDFCarlaCruzMendonçaOliveiraAinda não há avaliações
- Prontuário Vaso de PressãoDocumento1 páginaProntuário Vaso de PressãoRobsonAinda não há avaliações
- Relatório de Inspeção de Vaso de PressãoDocumento9 páginasRelatório de Inspeção de Vaso de PressãoGiovannioliveira100% (1)
- Enquadramento NR 13Documento30 páginasEnquadramento NR 13Marcelo275100% (1)
- PLANO DE CARGAS GRUA SplendoreDocumento63 páginasPLANO DE CARGAS GRUA SplendoreEmílio BeckerAinda não há avaliações
- Relatório NR 13 para IMPRIMIRDocumento5 páginasRelatório NR 13 para IMPRIMIRLaysa Reis100% (2)
- LV de Prontuário de NR13 Vasos de PressãoDocumento8 páginasLV de Prontuário de NR13 Vasos de PressãocamilaAinda não há avaliações
- 05.03 - Apostila Curso Vasos de Pressão - Asme Sec Viii Div IDocumento138 páginas05.03 - Apostila Curso Vasos de Pressão - Asme Sec Viii Div IArtur Henrique Bertaglia100% (1)
- Nº Relatório RI-20220156: 6,11 Categoria Do Vaso: 6,0 2,87 M Próxima InspeçãoDocumento17 páginasNº Relatório RI-20220156: 6,11 Categoria Do Vaso: 6,0 2,87 M Próxima InspeçãoItalo PatricioAinda não há avaliações
- N-2658 Avaliação de Integridade de Caldeiras PDFDocumento9 páginasN-2658 Avaliação de Integridade de Caldeiras PDFOsmar Jr100% (2)
- Laudo Vaso de Pressão - WM Taubaté - AssinadoDocumento5 páginasLaudo Vaso de Pressão - WM Taubaté - Assinadofabricio.andrade.nascimentohotmail.comAinda não há avaliações
- Calculo de Vasos Pressao Tipo 2 Tampo Conico PRESSAO NEGATIVA Rev3Documento1 páginaCalculo de Vasos Pressao Tipo 2 Tampo Conico PRESSAO NEGATIVA Rev3Walisson HenriqueAinda não há avaliações
- Prontuário NR13 - Reserv. Ar Oleo Comboio 01-N03Documento33 páginasProntuário NR13 - Reserv. Ar Oleo Comboio 01-N03Matheus100% (2)
- Inspeção de CaldeiraDocumento5 páginasInspeção de CaldeiraIsmael AlcantaraAinda não há avaliações
- Automação X Equipamentos CivilDocumento16 páginasAutomação X Equipamentos CivilDenison David OliveiraAinda não há avaliações
- Teste Hidrostático 06-01-2006Documento26 páginasTeste Hidrostático 06-01-2006Jean Macedo100% (2)
- Apostila Vida ResidualDocumento15 páginasApostila Vida Residualadr123deoliveira4100% (1)
- Reconstitui+º+úo Do Prontuario Do Vaso de Press+úo 72.954 OkDocumento4 páginasReconstitui+º+úo Do Prontuario Do Vaso de Press+úo 72.954 OkCaique Lima100% (1)
- PAR 001-2018 - Vaporizador TC - 403 Da Coluna T-401Documento4 páginasPAR 001-2018 - Vaporizador TC - 403 Da Coluna T-401alexsandro_dias_1100% (1)
- CETESB S700 - III - Roteiro para Inspeção de Tanques Aéreos de Armazenamento de Combustíveis e Suas TubulaçõesDocumento4 páginasCETESB S700 - III - Roteiro para Inspeção de Tanques Aéreos de Armazenamento de Combustíveis e Suas Tubulaçõesgmjnd100% (1)
- Data-Book Caldeira 2Documento28 páginasData-Book Caldeira 2Felipe Furtado100% (1)
- Ri - Caldeira Gv-2201 A - CogeraçãoDocumento8 páginasRi - Caldeira Gv-2201 A - CogeraçãoLEANDROAinda não há avaliações
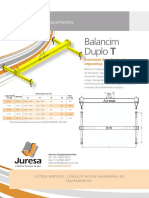
- 10 - Balancim Duplo - TDocumento1 página10 - Balancim Duplo - TEmílio BeckerAinda não há avaliações
- Laudo Estanqueidade Posto CombustiveisDocumento1 páginaLaudo Estanqueidade Posto CombustiveisLucas TeixeiraAinda não há avaliações
- Procedimento de Teste HidrostáticoDocumento4 páginasProcedimento de Teste Hidrostáticoalanbferreira100% (1)
- Apostila Sobre Inspeção em Vaso de PressãoDocumento268 páginasApostila Sobre Inspeção em Vaso de Pressãoanderbugalu100% (2)
- Prontuario Caldeira m3p2gDocumento21 páginasProntuario Caldeira m3p2gHudson Leonardo Macachero100% (1)
- Relatorio 020-22 - VP-03 - Inspeção ExternaDocumento15 páginasRelatorio 020-22 - VP-03 - Inspeção ExternaWesley Assunção50% (2)
- Inspeção Periódica - Caldeira ATA H3N - Abril de 2010Documento10 páginasInspeção Periódica - Caldeira ATA H3N - Abril de 2010marcoshenriquedemeloAinda não há avaliações
- 16 17 Laudo Técn Insp Seg - Vaso de Pressão Atlas Copco Brasil 2013, Identificação 1722Documento10 páginas16 17 Laudo Técn Insp Seg - Vaso de Pressão Atlas Copco Brasil 2013, Identificação 1722Pressure EngenhariaAinda não há avaliações
- Projeto Vaso de PressãoDocumento48 páginasProjeto Vaso de PressãoNino SilvaAinda não há avaliações
- Inspeção de TubulaçõesDocumento10 páginasInspeção de TubulaçõesFernandoRadmannKnorst100% (1)
- BABILACADocumento18 páginasBABILACALucas ZavistanoviczAinda não há avaliações
- Chek List NR 13 - Caldeiras e Vasos de PressãoDocumento3 páginasChek List NR 13 - Caldeiras e Vasos de PressãoAdilson Oliveira100% (1)
- Laudo - Caldeira - Cachaça Catoninha - 2022Documento16 páginasLaudo - Caldeira - Cachaça Catoninha - 2022Savio Santos100% (1)
- Laudo CompressorDocumento4 páginasLaudo CompressorLucas Átila100% (1)
- Inspeção de Segurança Conforme NR-13 e NBR 12177-1/99Documento6 páginasInspeção de Segurança Conforme NR-13 e NBR 12177-1/99I9Educação ProjetoAinda não há avaliações
- Inspeção de CaldeiraDocumento71 páginasInspeção de CaldeiraAlexandre MacarioAinda não há avaliações
- PAR-XXX.414.19-2020 Curvas Do Eco. Cal. BUNGE ST JulianaDocumento10 páginasPAR-XXX.414.19-2020 Curvas Do Eco. Cal. BUNGE ST Julianaalexsandro_dias_1Ainda não há avaliações
- IBP Guia 4 Vasos de PressãoDocumento53 páginasIBP Guia 4 Vasos de PressãoSilva Tiago100% (3)
- 02 - Segurança em Parques de DiversõesDocumento43 páginas02 - Segurança em Parques de DiversõesGeraldo Gil CorreiaAinda não há avaliações
- Apf Chiaperini 10 Mpi - 110 Lts N. 2 Rela 1140-22Documento5 páginasApf Chiaperini 10 Mpi - 110 Lts N. 2 Rela 1140-22Paulo VitorAinda não há avaliações
- Modelo RTM CompletoDocumento4 páginasModelo RTM CompletoMauricio FerrazAinda não há avaliações
- Apostila de Concreto Armado UFPR - Capitulo1Documento12 páginasApostila de Concreto Armado UFPR - Capitulo1Mauricio Kurmann100% (1)
- CICLOS BIOGEOQUÍMICOS e Sucessão EcologicaDocumento5 páginasCICLOS BIOGEOQUÍMICOS e Sucessão EcologicaSebastião Lopes100% (2)
- 2020 Vasos Rac-01 Riv 0293.20Documento6 páginas2020 Vasos Rac-01 Riv 0293.20Paulo César Vieira de Souza100% (1)
- NBR 10980-Roldanas-Dimensões e MateriaisDocumento4 páginasNBR 10980-Roldanas-Dimensões e MateriaisEmílio BeckerAinda não há avaliações
- Relatório de Inspeção de Caldeira AmadekDocumento3 páginasRelatório de Inspeção de Caldeira AmadekJulio Pansera JrAinda não há avaliações
- Escopo Do Serviço Tanque AmoniaDocumento2 páginasEscopo Do Serviço Tanque AmoniaTreinar CapacitarAinda não há avaliações
- Ensaio EstanqueidadeDocumento2 páginasEnsaio EstanqueidadeHendriksonrenatoAinda não há avaliações
- Prontuario Gerador de Vapor m3p-34m 10802Documento20 páginasProntuario Gerador de Vapor m3p-34m 10802Hudson Leonardo MacacheroAinda não há avaliações
- Rel COMPRESSORDocumento17 páginasRel COMPRESSORMarcelo Augusto Braga ZorteaAinda não há avaliações
- N-2161 - Insp em Serviço de Cabos de AçoDocumento14 páginasN-2161 - Insp em Serviço de Cabos de AçoEmílio BeckerAinda não há avaliações
- NBR NM87 - Aco Carbono e Ligados para Construcao MecanicaDocumento30 páginasNBR NM87 - Aco Carbono e Ligados para Construcao MecanicaEmílio BeckerAinda não há avaliações
- Prova Quimica 1° Ano EMDocumento4 páginasProva Quimica 1° Ano EMvilmar konageski jr100% (4)
- Laudo TécnicoDocumento9 páginasLaudo TécnicoAna Carolina Gonçalves100% (1)
- Degradação Da Qualidade Da Água Do Rio Tamanduateí, SPDocumento5 páginasDegradação Da Qualidade Da Água Do Rio Tamanduateí, SPAniely Rodrigues Costa100% (1)
- ABNT ISO Guia-33Documento34 páginasABNT ISO Guia-33HELIARA NASCIMENTOAinda não há avaliações
- Job Tipo de Explosoes e Inspencao Do Local de InsendioDocumento17 páginasJob Tipo de Explosoes e Inspencao Do Local de InsendioRomeldo Soares100% (1)
- Inspeção em Tubulações Atendendo A Norma NR13Documento2 páginasInspeção em Tubulações Atendendo A Norma NR13CristianoAinda não há avaliações
- Talha EKDR - Rev2Documento2 páginasTalha EKDR - Rev2Emílio BeckerAinda não há avaliações
- Vasos de PressãoDocumento262 páginasVasos de PressãoClayton RodriguesAinda não há avaliações
- Relatório Técnico - Inspeção Periódica de Segurança - Caldeira USISOLDAS Tipo Fogotubular - Coopag - Povoado de Giló - Varzea Nova - Jan - 2019Documento11 páginasRelatório Técnico - Inspeção Periódica de Segurança - Caldeira USISOLDAS Tipo Fogotubular - Coopag - Povoado de Giló - Varzea Nova - Jan - 2019João Batista Marco da SilvaAinda não há avaliações
- Cálculo de Carga Térmica Formato en PortuguesDocumento1 páginaCálculo de Carga Térmica Formato en Portuguesgabrielsg3Ainda não há avaliações
- Análise de ProntuarioDocumento63 páginasAnálise de ProntuarioTeri GreeneAinda não há avaliações
- NT - Dte.014.a.0-17 - Ensaio Hidrostático e Teste de EstanqueidadeDocumento9 páginasNT - Dte.014.a.0-17 - Ensaio Hidrostático e Teste de EstanqueidadeSalvo Por Tua Graça100% (1)
- Res-Rer2 - A Prova de ExplosãoDocumento7 páginasRes-Rer2 - A Prova de ExplosãoEmílio BeckerAinda não há avaliações
- WEG Manual de Instalacao Serie msw12 msw16 msw20 - Base 13000026 Manual Portugues BRDocumento1 páginaWEG Manual de Instalacao Serie msw12 msw16 msw20 - Base 13000026 Manual Portugues BREmílio BeckerAinda não há avaliações
- 3 - BusculoDocumento1 página3 - BusculoEmílio BeckerAinda não há avaliações
- Garra BobinaDocumento1 páginaGarra BobinaEmílio BeckerAinda não há avaliações
- Global Catalogue - BR - Chapter 2Documento50 páginasGlobal Catalogue - BR - Chapter 2Emílio BeckerAinda não há avaliações
- Manual NKDocumento3 páginasManual NKEmílio BeckerAinda não há avaliações
- NBR05665 - 1987 - Calculo de Trafego em ElevadoresDocumento13 páginasNBR05665 - 1987 - Calculo de Trafego em ElevadoresEmílio BeckerAinda não há avaliações
- NBR 10098 - 1987 - Elevadores Eletricos DimensoesDocumento9 páginasNBR 10098 - 1987 - Elevadores Eletricos DimensoesDimy CabralAinda não há avaliações
- PPRA VIANENSE Pavuna Filial 13 Ava. Dosimetria e CalorDocumento23 páginasPPRA VIANENSE Pavuna Filial 13 Ava. Dosimetria e CalorAugusto TeixeiraAinda não há avaliações
- Avaliando 01 - Física IIDocumento4 páginasAvaliando 01 - Física IIAlexssanaAinda não há avaliações
- Óleo de Mamona para ImpermeabilizarDocumento85 páginasÓleo de Mamona para ImpermeabilizarLiz Patrícia Aguiar100% (2)
- Aula 03 - AglomerantesDocumento32 páginasAula 03 - AglomerantestamiresscAinda não há avaliações
- Lista Exercícios EstequiometriaDocumento3 páginasLista Exercícios EstequiometriaGerdean TricolorAinda não há avaliações
- Fisiologia Da Criança Quanto Às DrogasDocumento5 páginasFisiologia Da Criança Quanto Às DrogasAndré Vinycius C. PereiraAinda não há avaliações
- EspessantesDocumento9 páginasEspessantesGiosué RibeiroAinda não há avaliações
- Catálogo ProtecDocumento84 páginasCatálogo ProtecThiago Fernando Mota100% (1)
- Catalogo Solventes PORTDocumento8 páginasCatalogo Solventes PORTlilazzariAinda não há avaliações
- Biologia 2-CAP.6Documento9 páginasBiologia 2-CAP.6Monique de Sa Ferreira CruzAinda não há avaliações
- Artigo Da Glicoproteina P PDFDocumento6 páginasArtigo Da Glicoproteina P PDFLuana CarvalhoAinda não há avaliações
- Prova Farmacotecnica BDocumento1 páginaProva Farmacotecnica BPaula KnupferAinda não há avaliações
- Acidificação Dos OceanosDocumento14 páginasAcidificação Dos Oceanosdiana nicoleAinda não há avaliações
- Produtos para Tratamento de Água de PiscinaDocumento2 páginasProdutos para Tratamento de Água de PiscinaElton CastroAinda não há avaliações
- Estudo e Avaliação Do Processo de Eletrofiação - Proposta de Montagem de Um EletrofiadorDocumento24 páginasEstudo e Avaliação Do Processo de Eletrofiação - Proposta de Montagem de Um EletrofiadorSilvaney FerreiraAinda não há avaliações
- Catalogo-Site Torno Mecanico PDFDocumento57 páginasCatalogo-Site Torno Mecanico PDFdavidsonpaizaoAinda não há avaliações
- Enem 2018Documento17 páginasEnem 2018Carlos Henrique Marques MonteiroAinda não há avaliações
- Disjuntores A ÓleoDocumento23 páginasDisjuntores A ÓleoVinícius de BritoAinda não há avaliações
- 02.06 - 1 Série ABCD - PM de Química-Histórico Dos Modelos AtômicosDocumento3 páginas02.06 - 1 Série ABCD - PM de Química-Histórico Dos Modelos AtômicosSaraAinda não há avaliações
- Acidez e BasicidadeDocumento10 páginasAcidez e BasicidadeLívia AlmeidaAinda não há avaliações
- Inspecao Caldeira Aquotubular 1Documento17 páginasInspecao Caldeira Aquotubular 1Luiz CanutoAinda não há avaliações
- Questões Química SOLUÇÕES (Sem Gabarito)Documento6 páginasQuestões Química SOLUÇÕES (Sem Gabarito)HaryStarleyAinda não há avaliações