Você também pode gostar
- Manual de Programação CNC Romi - Mach 9 PDFDocumento191 páginasManual de Programação CNC Romi - Mach 9 PDFclabazar78% (23)
- E Book+Parametrização+Cnc+Pro+ +Torno+Cnc+ +v1.0.0Documento28 páginasE Book+Parametrização+Cnc+Pro+ +Torno+Cnc+ +v1.0.0Paulo RobertoAinda não há avaliações
- Manual de Programacao Do GSK980TDa Traduzido Cap 1 PDFDocumento20 páginasManual de Programacao Do GSK980TDa Traduzido Cap 1 PDFRogerio Medeiros da Silva100% (1)
- RofDocumento89 páginasRofJessika Neves100% (3)
- Manual-D800-Romi 03Documento20 páginasManual-D800-Romi 03Raul AlayoAinda não há avaliações
- Manual - Mach 9l - Original RomiDocumento225 páginasManual - Mach 9l - Original RomiDeni Toledo100% (1)
- Apostila Torno C.N.C. Mach 9Documento63 páginasApostila Torno C.N.C. Mach 9Lucas TanjoniAinda não há avaliações
- Manual de Programação E Operação: LINHA GL 250 / 300 / 350 / 450 T / M / My I-Hmi Fanuc 0I-TfDocumento254 páginasManual de Programação E Operação: LINHA GL 250 / 300 / 350 / 450 T / M / My I-Hmi Fanuc 0I-TfMoisés HenriquesAinda não há avaliações
- Conhecendo Mastercam PDFDocumento144 páginasConhecendo Mastercam PDFMatheus Mancini100% (3)
- FanucDocumento30 páginasFanucVicente FernandesAinda não há avaliações
- Manual Do Gl-280 - t64714 - ADocumento1.505 páginasManual Do Gl-280 - t64714 - Aronizzito67% (3)
- Apostila CNCDocumento60 páginasApostila CNCFelipe NascimentoAinda não há avaliações
- Apostila de Parametrizado Mach 9Documento25 páginasApostila de Parametrizado Mach 9Felipe Basso100% (1)
- 03 Programacao Fanuc 21 PDFDocumento87 páginas03 Programacao Fanuc 21 PDFNaldoVicenteAinda não há avaliações
- Manual de Programação Torno Romi PDFDocumento122 páginasManual de Programação Torno Romi PDFAfonso Bassanelli Jr.100% (1)
- Manual Operacao CNCDocumento14 páginasManual Operacao CNCnilo_alberto100% (3)
- CNC - Bem ExplicadoDocumento12 páginasCNC - Bem ExplicadoLilian Couto CoutoAinda não há avaliações
- Slide EnsaiosDocumento25 páginasSlide EnsaiosPedro100% (1)
- Torno CNC - Romi Comando MachDocumento37 páginasTorno CNC - Romi Comando Machjosezumino100% (1)
- Aulas 05 - CNC - Função G37-Ciclo de Roscamento AutomáticoDocumento21 páginasAulas 05 - CNC - Função G37-Ciclo de Roscamento AutomáticoLuis OmenaAinda não há avaliações
- Apostila CNC 2D MACH 9Documento94 páginasApostila CNC 2D MACH 9Renan Ribeiro100% (2)
- Manual de Programação FANUC 0i-TDDocumento82 páginasManual de Programação FANUC 0i-TDVal XPSAinda não há avaliações
- Apostila FANUC CNC TornoDocumento41 páginasApostila FANUC CNC Tornowesley100% (2)
- Manual de Programação CNC Romi-Mach 9Documento191 páginasManual de Programação CNC Romi-Mach 9Rosalia SouzaAinda não há avaliações
- Manual de Operação Romi 620 5xDocumento252 páginasManual de Operação Romi 620 5xErandir GurgelAinda não há avaliações
- Dokumen - Tips Torno Romi Mach 9Documento222 páginasDokumen - Tips Torno Romi Mach 9Alessandro100% (2)
- Programacão Macro B PDFDocumento24 páginasProgramacão Macro B PDFandersonmrAinda não há avaliações
- 00 - Apostila Centro de Usinagem Romi-18!02!2008Documento181 páginas00 - Apostila Centro de Usinagem Romi-18!02!2008Beto SilvaAinda não há avaliações
- Manual Ciclos Fixos TornoDocumento50 páginasManual Ciclos Fixos TornoThiago Teixeira PiresAinda não há avaliações
- Apostila Programação e Op - de Centro de Us. Fanuc-SiemensDocumento97 páginasApostila Programação e Op - de Centro de Us. Fanuc-SiemensMário Sérgio da SilvaAinda não há avaliações
- Manual de Operacao Discovery 760Documento22 páginasManual de Operacao Discovery 760Matheus ManciniAinda não há avaliações
- Manual Torno logic195IIIDocumento187 páginasManual Torno logic195IIIAlvaro Patricio Etcheverry TroncosoAinda não há avaliações
- Manual de Programação - CNC ProteoDocumento60 páginasManual de Programação - CNC ProteoLeo Menezes100% (2)
- Manual Operação 810DDocumento24 páginasManual Operação 810DRicardo Luiz100% (1)
- Comando Numérico ComputadorizadoDocumento114 páginasComando Numérico Computadorizadopissini-1100% (1)
- Melhore A Produtividade Do CNC Com Programação Paramétrica em Geometrias Regulares.Documento43 páginasMelhore A Produtividade Do CNC Com Programação Paramétrica em Geometrias Regulares.DanielHernandezAinda não há avaliações
- Interpol A CaoDocumento1 páginaInterpol A CaoMoisés HenriquesAinda não há avaliações
- Apostila Comando Siemens - TORNODocumento79 páginasApostila Comando Siemens - TORNOPedro Penha100% (1)
- 410-M Manual - PortuguêsDocumento319 páginas410-M Manual - PortuguêsLuis Lima100% (1)
- Manual de Centro FanucDocumento134 páginasManual de Centro Fanucalexandre100% (1)
- Apostila de Parametrização HEIDEINHAINDocumento30 páginasApostila de Parametrização HEIDEINHAINwanderlei santosAinda não há avaliações
- Prog. Torno CNC - FANUC e Sinumerik Clayton LambertDocumento91 páginasProg. Torno CNC - FANUC e Sinumerik Clayton LambertDaniel Bernardo RoncadaAinda não há avaliações
- Discovey 760 Siemens 810 DDocumento74 páginasDiscovey 760 Siemens 810 DValter Francelino JuniorAinda não há avaliações
- TMF Iv 5Documento12 páginasTMF Iv 5Rafael StangeAinda não há avaliações
- Aula 3 CNC MINICURSO 2021Documento96 páginasAula 3 CNC MINICURSO 2021Kleyphide Pereira da SilvaAinda não há avaliações
- 02 - Caderno de Exercicios MACH 9Documento77 páginas02 - Caderno de Exercicios MACH 9Luiz NogueiraAinda não há avaliações
- Aula 3 - 4 Programação CNCDocumento51 páginasAula 3 - 4 Programação CNCTecnologia Manutenção MecânicaAinda não há avaliações
- INTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucDocumento50 páginasINTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucEduardo ReisAinda não há avaliações
- Aula7 - Programação CNC - TorneamentoDocumento28 páginasAula7 - Programação CNC - TorneamentoAdriano MenegonAinda não há avaliações
- Tecnologia de Controle Numérico Programação CNCDocumento74 páginasTecnologia de Controle Numérico Programação CNCEnoque ReisAinda não há avaliações
- Aula 1 - 2 Programação CNCDocumento90 páginasAula 1 - 2 Programação CNCTecnologia Manutenção MecânicaAinda não há avaliações
- Aula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoDocumento5 páginasAula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoJunior GuedesAinda não há avaliações
- Aula Remota 07 - Ciclo de Acabamento - TorneamentoDocumento5 páginasAula Remota 07 - Ciclo de Acabamento - TorneamentoJunior GuedesAinda não há avaliações
- Aula Remota 10 - Ciclos de Roscamento - TorneamentoDocumento4 páginasAula Remota 10 - Ciclos de Roscamento - TorneamentoJunior GuedesAinda não há avaliações
- Apostila Torno CNCDocumento23 páginasApostila Torno CNCfabioarnobio100% (3)
- WinNC Fanuc21T Apostila de Treinamento SimuladorDocumento16 páginasWinNC Fanuc21T Apostila de Treinamento SimuladorLuiz NogueiraAinda não há avaliações
- Programação Com CiclosDocumento16 páginasProgramação Com CiclosGeison BarrosoAinda não há avaliações
- p2 FeiDocumento4 páginasp2 FeiGabriel MarianoAinda não há avaliações
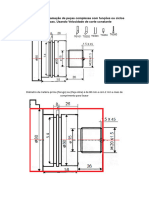
- Exemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasDocumento3 páginasExemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasTecnologia Manutenção MecânicaAinda não há avaliações
- Exercicio 5Documento3 páginasExercicio 5Nathália RozaAinda não há avaliações
- Maquinagem Fresadora BoxfordDocumento24 páginasMaquinagem Fresadora BoxfordMARSILFERAinda não há avaliações
- Inf 245 Catlogo Geral 2021Documento324 páginasInf 245 Catlogo Geral 2021kra99Ainda não há avaliações
- Lista6 Psicrometria SoluçãoDocumento21 páginasLista6 Psicrometria SoluçãoNazareno Braga100% (2)
- Apostila de Salvamento Terrestre OficialDocumento64 páginasApostila de Salvamento Terrestre OficialGustavo Daniel100% (1)
- Projeto de Agua FriaDocumento1 páginaProjeto de Agua FriaMarcelo Augusto BorgesAinda não há avaliações
- Inspeção em Serviços de Desaeradores PDFDocumento6 páginasInspeção em Serviços de Desaeradores PDFrogeriogalianoAinda não há avaliações
- Exercicios Algoritmo e Programaçãos - Lista 5Documento7 páginasExercicios Algoritmo e Programaçãos - Lista 5Everton Luis de Araujo LimaAinda não há avaliações
- Lista - Equilibrio QuimicoDocumento8 páginasLista - Equilibrio QuimicoBruno Capiche LadeiraAinda não há avaliações
- Zoneamento Ecol Gico Econ Mico Do Tocantins Diagn Stico Meio NaturalDocumento522 páginasZoneamento Ecol Gico Econ Mico Do Tocantins Diagn Stico Meio NaturalRAIZ CLIENTESAinda não há avaliações
- Volume 3Documento100 páginasVolume 3João BritoAinda não há avaliações
- TC FiltrosMausa Christian PeriniDocumento42 páginasTC FiltrosMausa Christian PeriniemersonsousamoraisAinda não há avaliações
- Choque Eletrico PDFDocumento10 páginasChoque Eletrico PDFTatty AlmeidaAinda não há avaliações
- Dimensionamento de Vigas ContínuasDocumento18 páginasDimensionamento de Vigas ContínuasVinicius Franco SilvaAinda não há avaliações
- Exercicio Aula 03Documento19 páginasExercicio Aula 03SYO LOBINHOAinda não há avaliações
- Help Instação PimsMcDocumento36 páginasHelp Instação PimsMcJosipio JúniorAinda não há avaliações
- Lista 1Documento3 páginasLista 1Raquel CamposAinda não há avaliações
- Elemaq1 Aula03 PDFDocumento46 páginasElemaq1 Aula03 PDFRezende JulioAinda não há avaliações
- Tutorial Do ConvertXtoDVDDocumento12 páginasTutorial Do ConvertXtoDVDMarco DiasAinda não há avaliações
- Lista de Radia o 220626 170057Documento7 páginasLista de Radia o 220626 170057Elizeu FelixAinda não há avaliações
- Elevadores PDFDocumento15 páginasElevadores PDFRoberto Fernandes BarrosAinda não há avaliações
- Resistencia Dos Materiais - Cap 8 - TorçãoDocumento8 páginasResistencia Dos Materiais - Cap 8 - TorçãoCareca Gilvan AvelinoAinda não há avaliações
- Cap 01 PDFDocumento52 páginasCap 01 PDFroquemacAinda não há avaliações
- Efeito DopplerDocumento6 páginasEfeito DopplerKyvia LimaAinda não há avaliações
- Lubrax Essencial 4TDocumento2 páginasLubrax Essencial 4Talejandro cuellarAinda não há avaliações
- Relatório Visita Técnica A XingóDocumento23 páginasRelatório Visita Técnica A XingóVictor SaidAinda não há avaliações
- LISTA5 ONDAS Sonoras CompletaDocumento19 páginasLISTA5 ONDAS Sonoras CompletaAna Carina Estevam TenórioAinda não há avaliações
- PGS-002580 - Anexo 4 - Check List Seguran+â-ºa para Nada Consta - Rev - 00Documento2 páginasPGS-002580 - Anexo 4 - Check List Seguran+â-ºa para Nada Consta - Rev - 00Claudete vianaAinda não há avaliações
- Prova de Sistemas PneumáticosDocumento3 páginasProva de Sistemas PneumáticosDanilo SilvaAinda não há avaliações
- Manual Sik-2500 Autolimpante Versão 12-13Documento21 páginasManual Sik-2500 Autolimpante Versão 12-13placoveAinda não há avaliações