Você também pode gostar
- Apostila White BeltDocumento36 páginasApostila White BeltMonica Bento de Oliveira Gibin100% (1)
- TQC- Controle da Qualidade Total no estilo japonêsNo EverandTQC- Controle da Qualidade Total no estilo japonêsAinda não há avaliações
- The Standard for Risk Management in Portfolios, Programs, and Projects (BRAZILIAN PORTUGUESE)No EverandThe Standard for Risk Management in Portfolios, Programs, and Projects (BRAZILIAN PORTUGUESE)Ainda não há avaliações
- Certificação PMP: Alinhado com o PMBOK® Guide 5ª ediçãoNo EverandCertificação PMP: Alinhado com o PMBOK® Guide 5ª ediçãoAinda não há avaliações
- Agile Practice Guide (Brazilian Portuguese)No EverandAgile Practice Guide (Brazilian Portuguese)Nota: 4 de 5 estrelas4/5 (4)
- PUC Formação de Green BeltsDocumento368 páginasPUC Formação de Green BeltshigorreisAinda não há avaliações
- Pacote Especialista Black Belt Lean Seis SigmaDocumento36 páginasPacote Especialista Black Belt Lean Seis SigmaGuilherme MonteiroAinda não há avaliações
- Apostila White Belt CAE PDFDocumento42 páginasApostila White Belt CAE PDFLuis RandallAinda não há avaliações
- Mapeamento do fluxo de valor: Reduzir o desperdício e maximizar a eficiênciaNo EverandMapeamento do fluxo de valor: Reduzir o desperdício e maximizar a eficiênciaAinda não há avaliações
- Equipes de melhoria contínua: Caderno de campo: método e ferramentas para equipes de melhoria contínuaNo EverandEquipes de melhoria contínua: Caderno de campo: método e ferramentas para equipes de melhoria contínuaNota: 5 de 5 estrelas5/5 (1)
- Cocriação de valor nos processos de recrutamento e seleçãoNo EverandCocriação de valor nos processos de recrutamento e seleçãoAinda não há avaliações
- Operações eficientes, empresas rentáveis: Melhorando os resultados financeiros por meio da Gestão de OperaçõesNo EverandOperações eficientes, empresas rentáveis: Melhorando os resultados financeiros por meio da Gestão de OperaçõesAinda não há avaliações
- Liderança, Gestão de Pessoas e Estratégia: reflexões e propostas práticas: - Volume 1No EverandLiderança, Gestão de Pessoas e Estratégia: reflexões e propostas práticas: - Volume 1Ainda não há avaliações
- O valor dos recursos humanos na era do conhecimentoNo EverandO valor dos recursos humanos na era do conhecimentoAinda não há avaliações
- OKR - Desenvolvimento e implementação de estratégias num ambiente ágil: Introdução à estrutura mais bem sucedida do mundo para a execução de estratégias no século XXINo EverandOKR - Desenvolvimento e implementação de estratégias num ambiente ágil: Introdução à estrutura mais bem sucedida do mundo para a execução de estratégias no século XXIAinda não há avaliações
- Ah, se eu soubesse (estatística)...: A estatística desmistificadaNo EverandAh, se eu soubesse (estatística)...: A estatística desmistificadaAinda não há avaliações
- Todos na mesma página: não se alcança a excelência sem fazer o básico bem feitoNo EverandTodos na mesma página: não se alcança a excelência sem fazer o básico bem feitoAinda não há avaliações
- Accountability no trabalho: Como comprometer-se, cumprir o prometido e conseguir que outros façam o mesmoNo EverandAccountability no trabalho: Como comprometer-se, cumprir o prometido e conseguir que outros façam o mesmoAinda não há avaliações
- Six Sigma Black BeltDocumento28 páginasSix Sigma Black Beltedumm001Ainda não há avaliações
- A Análise SWOT: Uma ferramenta chave para o desenvolvimento de estratégias empresariaisNo EverandA Análise SWOT: Uma ferramenta chave para o desenvolvimento de estratégias empresariaisAinda não há avaliações
- Gestão de Mudanças Aplicada a Projetos: Ferramentas de Change Management para Unir PMO e CMONo EverandGestão de Mudanças Aplicada a Projetos: Ferramentas de Change Management para Unir PMO e CMOAinda não há avaliações
- 1553618226fm2s GembaDocumento12 páginas1553618226fm2s GembaJosé Carlos de Castro100% (2)
- Ferramentas de Gestão Voltadas para melhoria da qualidade nas empresasNo EverandFerramentas de Gestão Voltadas para melhoria da qualidade nas empresasAinda não há avaliações
- FLAPS! Liderança AdaptÁgil: 6 passos para acelerar resultados e decolar sua carreiraNo EverandFLAPS! Liderança AdaptÁgil: 6 passos para acelerar resultados e decolar sua carreiraAinda não há avaliações
- Promovendo mudança organizacional a partir da aplicação do Business Process Management em uma empresa de máquinas agrícolasNo EverandPromovendo mudança organizacional a partir da aplicação do Business Process Management em uma empresa de máquinas agrícolasAinda não há avaliações
- Gerenciamento da rotina do trabalho do dia-a-diaNo EverandGerenciamento da rotina do trabalho do dia-a-diaNota: 5 de 5 estrelas5/5 (2)
- Apostila Value Stream Mapping (EAD) PDFDocumento21 páginasApostila Value Stream Mapping (EAD) PDFdigao1981Ainda não há avaliações
- Logística Interna Lean: Método para Avaliação de Práticas Lean na Logística Interna de Empresas IndustriaisNo EverandLogística Interna Lean: Método para Avaliação de Práticas Lean na Logística Interna de Empresas IndustriaisAinda não há avaliações
- Gerenciamento pelas diretrizes: O que todo membro da alta administração precisa saber para vencer os desafios do novo milênio.No EverandGerenciamento pelas diretrizes: O que todo membro da alta administração precisa saber para vencer os desafios do novo milênio.Nota: 4 de 5 estrelas4/5 (4)
- Gente e gestão: um legado da Diretoria da ABRH Amazonas 2016-2021No EverandGente e gestão: um legado da Diretoria da ABRH Amazonas 2016-2021Ainda não há avaliações
- VSM Simbolos Referencia RapidaDocumento11 páginasVSM Simbolos Referencia RapidaSérgio Eduardo Martincues100% (1)
- Aprimorando Competências de Gerente de Projetos: O Sucesso no Desempenho PessoalNo EverandAprimorando Competências de Gerente de Projetos: O Sucesso no Desempenho PessoalNota: 5 de 5 estrelas5/5 (1)
- Práticas em Gestão de Projetos nas CorporaçõesNo EverandPráticas em Gestão de Projetos nas CorporaçõesAinda não há avaliações
- 1524519149apostila Green Belt Intro PDFDocumento23 páginas1524519149apostila Green Belt Intro PDFOberdan MaschinenbauAinda não há avaliações
- Uso da Análise Swot e do Ciclo Pdca para Avaliação: de Cursos de Graduação a Partir do Iacg – 2017 (Sinaes)No EverandUso da Análise Swot e do Ciclo Pdca para Avaliação: de Cursos de Graduação a Partir do Iacg – 2017 (Sinaes)Nota: 4 de 5 estrelas4/5 (2)
- Lean OfficeDocumento52 páginasLean OfficeIam RodriguesAinda não há avaliações
- Apostila de OKRDocumento39 páginasApostila de OKRDanilo Mello100% (3)
- Treinamento PDCA CompletoDocumento40 páginasTreinamento PDCA Completoequipaeng100% (4)
- Escritório de Processos: BPMO (Business Process Management Office)No EverandEscritório de Processos: BPMO (Business Process Management Office)Ainda não há avaliações
- Mineracao Desmonte e Estabilidade de Rochas PDFDocumento79 páginasMineracao Desmonte e Estabilidade de Rochas PDFEliezer GouvêaAinda não há avaliações
- Aula 02 - Estrutura Do Átomo e Isoátomos PDFDocumento9 páginasAula 02 - Estrutura Do Átomo e Isoátomos PDFitnerAinda não há avaliações
- Componentes Do Tubo de Raios X - Fisica Da RadiologiaDocumento16 páginasComponentes Do Tubo de Raios X - Fisica Da RadiologiajacksongalvaoAinda não há avaliações
- Evangelhos Apócrifos - (A Sofia de Jesus Cristo)Documento9 páginasEvangelhos Apócrifos - (A Sofia de Jesus Cristo)Diego AntunesAinda não há avaliações
- 6º Caderno de Matemátca - 7º AnoDocumento12 páginas6º Caderno de Matemátca - 7º AnoJacky Riquielme100% (1)
- Termodinâmica - FÍSICA (PROF. HENRIQUE)Documento6 páginasTermodinâmica - FÍSICA (PROF. HENRIQUE)Henrique ToledoAinda não há avaliações
- Acesso VenosoDocumento25 páginasAcesso VenosoRodrigo Cruz100% (1)
- Aula 2 Eletroquímica (Modo de Compatibilidade)Documento43 páginasAula 2 Eletroquímica (Modo de Compatibilidade)Ronan MullerAinda não há avaliações
- Escala de Vulnerabilidade ... Stresse No Trabalho (Documento19 páginasEscala de Vulnerabilidade ... Stresse No Trabalho (Lenisa Veiga100% (1)
- Lista de Exercicios Energia LivreDocumento3 páginasLista de Exercicios Energia Livreclaudio0% (2)
- Rev 03Documento285 páginasRev 03William Dos SantosAinda não há avaliações
- Fisico Quimica ADocumento51 páginasFisico Quimica AGisa Jacques100% (2)
- Teorema de Norton PDFDocumento3 páginasTeorema de Norton PDFMkl JeffAinda não há avaliações
- Aula 7 - Geometria 1Documento26 páginasAula 7 - Geometria 1Assad TubagiAinda não há avaliações
- Ebook Scrum ArretadoDocumento76 páginasEbook Scrum ArretadoRaimundo MoreiraAinda não há avaliações
- 6 Argumentos Teistas Contemporâneos PDFDocumento15 páginas6 Argumentos Teistas Contemporâneos PDFzwinglioAinda não há avaliações
- NBR5261Documento5 páginasNBR5261Geovane CostaAinda não há avaliações
- Matemática Anos IniciaisDocumento37 páginasMatemática Anos IniciaisMaria Helena Souza100% (1)
- 4GL Manual PDFDocumento65 páginas4GL Manual PDFMaique AlmeidaAinda não há avaliações
- Danfe Marcenarya Art Moveis Ltda: NF-e #000.000.330 Série 001Documento1 páginaDanfe Marcenarya Art Moveis Ltda: NF-e #000.000.330 Série 001Diego PedroAinda não há avaliações
- Estruturas Metálicas - Dimensionamento À Tração: Disciplina: Projeto de Instalações Hidráulicas Prof. Msc. Igor LimaDocumento69 páginasEstruturas Metálicas - Dimensionamento À Tração: Disciplina: Projeto de Instalações Hidráulicas Prof. Msc. Igor LimaALAN DOURADO DE CASTROAinda não há avaliações
- Manual Do Usuário Do PETRADocumento67 páginasManual Do Usuário Do PETRAMagno RégisAinda não há avaliações
- Ar Condicionado PDFDocumento28 páginasAr Condicionado PDFpaulo102030Ainda não há avaliações
- Teste - MecânicaDocumento6 páginasTeste - MecânicaLuciana SilvaAinda não há avaliações
- 03 - Operadores Relacionais, Lógicos e Condicionais PDFDocumento19 páginas03 - Operadores Relacionais, Lógicos e Condicionais PDFLarissa PrutkiAinda não há avaliações
- Exemplo3.TCC AgrupamentoDocumento26 páginasExemplo3.TCC AgrupamentotalesfdsAinda não há avaliações
- Lista 2 GPEDocumento9 páginasLista 2 GPEHallex OwenAinda não há avaliações
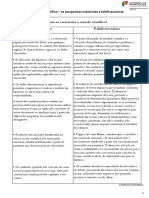
- O Metodo Cientifico Nas Perspetiva Indutivista e FalsificacionistaDocumento2 páginasO Metodo Cientifico Nas Perspetiva Indutivista e Falsificacionistalulu laranjeiraAinda não há avaliações
- D2 Matemática SAEB - PENSE EXATODocumento43 páginasD2 Matemática SAEB - PENSE EXATOfbmendesAinda não há avaliações
- Atividade Prática - PPII - ELE - 1Documento4 páginasAtividade Prática - PPII - ELE - 1Henrique Marques100% (1)