Você também pode gostar
- Slides CNC Dos Materiais 2 PDFDocumento19 páginasSlides CNC Dos Materiais 2 PDFWilliam MoraesAinda não há avaliações
- NitretaçãoDocumento19 páginasNitretaçãoWilliam MoraesAinda não há avaliações
- Slide Aços InoxidaveisDocumento17 páginasSlide Aços InoxidaveisWilliam MoraesAinda não há avaliações
- Nitretação - Passei DiretoDocumento8 páginasNitretação - Passei DiretoWilliam MoraesAinda não há avaliações
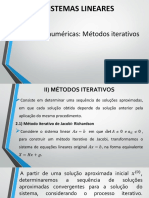
- Secante e Newtoon RaphsonDocumento29 páginasSecante e Newtoon RaphsonWilliam MoraesAinda não há avaliações
- Lista 2 de Fenômenos de Transporte - Geral!!Documento12 páginasLista 2 de Fenômenos de Transporte - Geral!!William Moraes0% (1)
- Lista 1 de Fenômenos de Transporte - Geral!!Documento3 páginasLista 1 de Fenômenos de Transporte - Geral!!William MoraesAinda não há avaliações
- ALG06 - AlgoritmosMultiplaEscolhaDocumento16 páginasALG06 - AlgoritmosMultiplaEscolhaWilliam MoraesAinda não há avaliações
- Jacob RicharsonDocumento18 páginasJacob RicharsonWilliam MoraesAinda não há avaliações
- Apostila Desenho Técnico Agronomia CEG012B PDFDocumento108 páginasApostila Desenho Técnico Agronomia CEG012B PDFmjsouzasjcAinda não há avaliações
- ALG09 - AlgoritmosRepParaAteDocumento13 páginasALG09 - AlgoritmosRepParaAteWilliam MoraesAinda não há avaliações
- ALG08 - AlgoritmosRepRepitaDocumento11 páginasALG08 - AlgoritmosRepRepitaWilliam MoraesAinda não há avaliações
- ALG07 - AlgoritmosRepEnquantoDocumento16 páginasALG07 - AlgoritmosRepEnquantoWilliam MoraesAinda não há avaliações
- Resumo Quimica 11ºDocumento16 páginasResumo Quimica 11ºAntónio RosaAinda não há avaliações
- Taiz Apendices 3 OnLineDocumento15 páginasTaiz Apendices 3 OnLineElton De SáAinda não há avaliações
- Aula24 Quimica2 ExercíciosDocumento3 páginasAula24 Quimica2 ExercíciosRafinha Cray CrayAinda não há avaliações
- (9º Ano) Atividades - Ligações QuímicasDocumento3 páginas(9º Ano) Atividades - Ligações QuímicasJéssica LayneAinda não há avaliações
- Exercícios - EstequiometriaDocumento1 páginaExercícios - EstequiometrianayaracoriolanoAinda não há avaliações
- 2 - Transporte Nas PlantasDocumento4 páginas2 - Transporte Nas PlantasBeatriz JustinoAinda não há avaliações
- Equipamento de ProteçãoDocumento18 páginasEquipamento de ProteçãoJoão VictorAinda não há avaliações
- 336 - Cdwa-4Documento1 página336 - Cdwa-4isabelleAinda não há avaliações
- ABNT NBR 14619-17 - Incompatibilidade QuímicaDocumento20 páginasABNT NBR 14619-17 - Incompatibilidade QuímicaDiego RodriguesAinda não há avaliações
- Avaliação Diagnostica Biologia 1 Série - Formulários GoogleDocumento11 páginasAvaliação Diagnostica Biologia 1 Série - Formulários GoogleElvandira NapoleãoAinda não há avaliações
- Aula 2 - Fundamentos Basicos Da ToxicologiaDocumento21 páginasAula 2 - Fundamentos Basicos Da Toxicologiakiven Recomenda100% (1)
- Adesivo Plastico Tigre 2013Documento4 páginasAdesivo Plastico Tigre 2013Diego ViniciusAinda não há avaliações
- Relações de Massa - Exercícios: Ensino MédioDocumento3 páginasRelações de Massa - Exercícios: Ensino MédioHenrique FalcãoAinda não há avaliações
- Laudo Técnico Cervejaria Refrigeração Sem DietilenoglicolDocumento66 páginasLaudo Técnico Cervejaria Refrigeração Sem DietilenoglicolCarlos CesselAinda não há avaliações
- Gabarito Simulado ProfessoresDocumento16 páginasGabarito Simulado ProfessoresLouise ScarpeAinda não há avaliações
- Tipos de ConcentraçõesDocumento12 páginasTipos de ConcentraçõesLuzimary GodinhoAinda não há avaliações
- Manual Das Emergencias Pediatricas - Compressed 1Documento52 páginasManual Das Emergencias Pediatricas - Compressed 1Greyce SylvestreAinda não há avaliações
- Fispq-Asf-Cap50-70-Morno - NA PRODUÇÃO E NO CAPEAMENTODocumento10 páginasFispq-Asf-Cap50-70-Morno - NA PRODUÇÃO E NO CAPEAMENTOAmarildo Ferreira de MeloAinda não há avaliações
- Indicador Acido e BaseDocumento6 páginasIndicador Acido e BaseThiago LuisAinda não há avaliações
- Lista - Eletrólise PDFDocumento5 páginasLista - Eletrólise PDFKetlyn FerreiraAinda não há avaliações
- NBR 10006 Extrato SolubilizadoDocumento7 páginasNBR 10006 Extrato SolubilizadoDiego da Silva NevesAinda não há avaliações
- SDS - SUPERFLOC C 577 - Brazil - Z9 - v1 24Documento12 páginasSDS - SUPERFLOC C 577 - Brazil - Z9 - v1 24Armando NavarreteAinda não há avaliações
- APS 1. MicologiaDocumento7 páginasAPS 1. MicologiaAlexsandro Cabral RamosAinda não há avaliações
- Aula 5 - EnzimasDocumento38 páginasAula 5 - Enzimasjoão paulo cunhaAinda não há avaliações
- Exemplo Ficha de EmergênciaDocumento2 páginasExemplo Ficha de EmergênciaWendel NunesAinda não há avaliações
- Planejamento Urbano e Ambiental - Atividade I.Documento3 páginasPlanejamento Urbano e Ambiental - Atividade I.as8142845Ainda não há avaliações
- Bioquímica ÁguaDocumento4 páginasBioquímica ÁguaEdson BarbosaAinda não há avaliações
- Resumo Sobre EstereoquímicaDocumento7 páginasResumo Sobre EstereoquímicaRobson Timoteo DamascenoAinda não há avaliações
- Tratamento de Efluentes de CurtumesDocumento25 páginasTratamento de Efluentes de CurtumesFabia Magali CorreaAinda não há avaliações
- Trabalho Minerais e Rochas - Respondido/ Anfíbios e RepteisDocumento11 páginasTrabalho Minerais e Rochas - Respondido/ Anfíbios e RepteisMateus LibórioAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações