Você também pode gostar
- Diagrama Eletrico MB 1620 Eletronico PDFDocumento44 páginasDiagrama Eletrico MB 1620 Eletronico PDFThiago Paiva80% (5)
- Esquema Eletrico Bosch MP9.0 PDFDocumento2 páginasEsquema Eletrico Bosch MP9.0 PDFRuanWheeling67% (6)
- Furlan - Moinho de Martelo MM Mm80f1 PDFDocumento6 páginasFurlan - Moinho de Martelo MM Mm80f1 PDFGuilherme Mamede AlcantaraAinda não há avaliações
- Upload Produtosdownloads Catalogo Fresadora Ferramenteira Site 11.07.2014Documento4 páginasUpload Produtosdownloads Catalogo Fresadora Ferramenteira Site 11.07.2014Antonio NetoAinda não há avaliações
- Apost OP I - Aula (Sala) 2022Documento131 páginasApost OP I - Aula (Sala) 2022Galbert CasterlinaAinda não há avaliações
- De CPRT C09 0227 - Rev - A de CPRT C09 0227Documento1 páginaDe CPRT C09 0227 - Rev - A de CPRT C09 0227Ronaldo MachadoAinda não há avaliações
- Curva GSD 80-250Documento5 páginasCurva GSD 80-250JOHNAinda não há avaliações
- Cat AcessoriosBoschDocumento158 páginasCat AcessoriosBoschJulianoAbreuAinda não há avaliações
- Alojamento AneisDocumento9 páginasAlojamento AneisHudson PaulaAinda não há avaliações
- Tabela de Torque MWMDocumento1 páginaTabela de Torque MWMJean LucasAinda não há avaliações
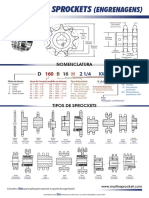
- Martin Sprocket NomenclaturaDocumento1 páginaMartin Sprocket NomenclaturaAmandaAinda não há avaliações
- 03-SANITÁRIO COBERTA - Kactus Bolos R00Documento1 página03-SANITÁRIO COBERTA - Kactus Bolos R00diego hebertAinda não há avaliações
- Bosch Mp9 - Iaw 1avs - Iaw 1aviDocumento2 páginasBosch Mp9 - Iaw 1avs - Iaw 1aviPedro SpositoAinda não há avaliações
- DC4 000373Documento1 páginaDC4 000373lukassilva123Ainda não há avaliações
- Quadro de Distribuição - Quadro Terminal de Luz e Força Embutido: Quadro Terminal de Luz e Força Embutido Instalado A 1,5m Do PisoDocumento1 páginaQuadro de Distribuição - Quadro Terminal de Luz e Força Embutido: Quadro Terminal de Luz e Força Embutido Instalado A 1,5m Do PisoLeonardoAinda não há avaliações
- Kingspan-Isoeste-Placas-EPS-para Paredes-catálogo-de-produtos-PT-BRDocumento4 páginasKingspan-Isoeste-Placas-EPS-para Paredes-catálogo-de-produtos-PT-BRJose DilsonAinda não há avaliações
- Jaff - 04620 - 5047 - 00 - Tesoura Etes11Documento1 páginaJaff - 04620 - 5047 - 00 - Tesoura Etes11Frederico Fernandes FerreiraAinda não há avaliações
- Gerenciamento Da RotinaDocumento5 páginasGerenciamento Da RotinaEmerson Costa de CarvalhoAinda não há avaliações
- ATAGO Refratômetro PDFDocumento2 páginasATAGO Refratômetro PDFDanilo PequenoAinda não há avaliações
- Disco GraduadoDocumento1 páginaDisco Graduadorafael.melo20234Ainda não há avaliações
- Catálogo Bosch de Ferramentas - 13.14Documento364 páginasCatálogo Bosch de Ferramentas - 13.14Lucas KozmaAinda não há avaliações
- GS-GSD-GST: DescriçãoDocumento10 páginasGS-GSD-GST: DescriçãoAlan GregoryAinda não há avaliações
- Jaff - 04620 - 5046 - 00 - Tesoura Etes10Documento1 páginaJaff - 04620 - 5046 - 00 - Tesoura Etes10Frederico Fernandes FerreiraAinda não há avaliações
- Acos Ferr TTDocumento2 páginasAcos Ferr TTOdilonAinda não há avaliações
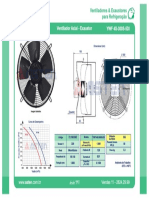
- 800mm - 2021 - Ventilador - Axial - Exaustor - Motor - Trifásico - 73100088 PDFDocumento1 página800mm - 2021 - Ventilador - Axial - Exaustor - Motor - Trifásico - 73100088 PDFGiovani RodriguesAinda não há avaliações
- 800mm - 2021 - Ventilador - Axial - Exaustor - Motor - Trifásico - 73100088 PDFDocumento1 página800mm - 2021 - Ventilador - Axial - Exaustor - Motor - Trifásico - 73100088 PDFGiovani RodriguesAinda não há avaliações
- Prolapso Da Valva MitralDocumento17 páginasProlapso Da Valva MitralVagner PedroAinda não há avaliações
- SCD 3.8A 2R 12APP 36T 6C 1350A 1ST 04 Núcleo Do Clima 15403: Notas CondensadoraDocumento1 páginaSCD 3.8A 2R 12APP 36T 6C 1350A 1ST 04 Núcleo Do Clima 15403: Notas Condensadorach tcAinda não há avaliações
- PLEST - 016 - Planta Baixa Das Formas Da Laje Do Barrilete Do Reservatório - R02 PDFDocumento1 páginaPLEST - 016 - Planta Baixa Das Formas Da Laje Do Barrilete Do Reservatório - R02 PDFfabrizia_bezerra_1Ainda não há avaliações
- Tabela de Torque Mercedes Benz PDFDocumento1 páginaTabela de Torque Mercedes Benz PDFtratormaq pecasAinda não há avaliações
- Angelo Rev6h37Documento2 páginasAngelo Rev6h37Marjorie MoraisAinda não há avaliações
- 300mm - TrifasicoDocumento1 página300mm - TrifasicoGiovani RodriguesAinda não há avaliações
- Boleto FrilogDocumento1 páginaBoleto FrilogMHT ComercioAinda não há avaliações
- De CPRT C09 0249 - Rev ADocumento1 páginaDe CPRT C09 0249 - Rev ARonaldo MachadoAinda não há avaliações
- UntitledDocumento2 páginasUntitledDaniela SilveiraAinda não há avaliações
- 300mm - Mono 2021 - Ventilador - Axial - 73.100.002Documento1 página300mm - Mono 2021 - Ventilador - Axial - 73.100.002Giovani RodriguesAinda não há avaliações
- 2023-09 189007600 - GABRIELA SCHER MENDON A DIAS 09992575603 - Servi Os Prestados Por Contrato - Anal TicoDocumento6 páginas2023-09 189007600 - GABRIELA SCHER MENDON A DIAS 09992575603 - Servi Os Prestados Por Contrato - Anal TicobruninhaebruninAinda não há avaliações
- Upload - Produtosdownloads - Catalogo Fresadora Ferramenteira para SiteDocumento4 páginasUpload - Produtosdownloads - Catalogo Fresadora Ferramenteira para SitepcbmengAinda não há avaliações
- Acdelco: FreedomDocumento20 páginasAcdelco: FreedomElliel Paes LuvisonAinda não há avaliações
- Diagramas de Roseta e Redes de ProjeaoDocumento18 páginasDiagramas de Roseta e Redes de ProjeaoEdson MarioAinda não há avaliações
- Folheto Maquina Serra Fita S4260 S6030Documento2 páginasFolheto Maquina Serra Fita S4260 S6030Silvio Goulart MoreiraAinda não há avaliações
- Locação EstacasDocumento1 páginaLocação EstacasJonas Destro DominguesAinda não há avaliações
- Apostila - Multimetro Digital PDFDocumento44 páginasApostila - Multimetro Digital PDFRomenes100% (1)
- Layout - Marcos Brito - Executivo - EscadaDocumento1 páginaLayout - Marcos Brito - Executivo - EscadaDanillo Moreira de PaivaAinda não há avaliações
- Modelo de CurrículoDocumento2 páginasModelo de Currículoroggermt034Ainda não há avaliações
- Garra 0,28 TeconDocumento1 páginaGarra 0,28 TeconDaniel StefanelloAinda não há avaliações
- Disc e Core PDFDocumento2 páginasDisc e Core PDFMatheus FabroAinda não há avaliações
- Resumo Propriedades Minerais MetamórficosDocumento54 páginasResumo Propriedades Minerais MetamórficosYanne Queiroz100% (1)
- 169 - Hardox - 550 - BR - Ficka TécnicaDocumento2 páginas169 - Hardox - 550 - BR - Ficka TécnicaMarcelus MairinkAinda não há avaliações
- Motor Inalambrico para PercianasDocumento2 páginasMotor Inalambrico para Percianasjuanito perezAinda não há avaliações
- Anexo VI - Datasheet Módulo Jinko JKM530M-72HL4-TVDocumento1 páginaAnexo VI - Datasheet Módulo Jinko JKM530M-72HL4-TVfernandoAinda não há avaliações
- (0190280) 4000 02 10 11 - Kit Eletrico Rodofort SR M DT 5lat S Lant 16000MMDocumento1 página(0190280) 4000 02 10 11 - Kit Eletrico Rodofort SR M DT 5lat S Lant 16000MMkonami76pesAinda não há avaliações
- Ebara 50DL61 5 DimensoesDocumento1 páginaEbara 50DL61 5 DimensoesPedro dias mombachAinda não há avaliações
- Ane Der Aq 001Documento1 páginaAne Der Aq 001Ilidio MatolaAinda não há avaliações
- Torre de Resfriamento Serie-R - Catálogo TécnicoDocumento2 páginasTorre de Resfriamento Serie-R - Catálogo TécnicoRoger SantosAinda não há avaliações
- Orçamento 39543728Documento2 páginasOrçamento 39543728Júlia Cavalcante de PaulaAinda não há avaliações
- Tupy Grooved Conexões. Catálogo Técnico Linha GroovedDocumento15 páginasTupy Grooved Conexões. Catálogo Técnico Linha GroovedSandroSalvadorAinda não há avaliações
- Mapa BairrosDocumento1 páginaMapa BairrosIlson CassioAinda não há avaliações
- Slide U3 20132Documento20 páginasSlide U3 20132TONY BACKAinda não há avaliações
- Ficha Tecnica Maverick 200 Sinergica - Rev02 - 04 - 2022Documento2 páginasFicha Tecnica Maverick 200 Sinergica - Rev02 - 04 - 2022Fresart UsinagemAinda não há avaliações
- 2,68 (No CV) 4 R0,20 (2x) : SV0675I0004-01-00-VDDocumento1 página2,68 (No CV) 4 R0,20 (2x) : SV0675I0004-01-00-VDMateus PauloAinda não há avaliações
- Desafio Atrações InteratômicasDocumento2 páginasDesafio Atrações Interatômicassalomao lucio dos santosAinda não há avaliações
- Pôster ATUALIZADODocumento1 páginaPôster ATUALIZADOsalomao lucio dos santosAinda não há avaliações
- Apresentação ProjetoDocumento21 páginasApresentação Projetosalomao lucio dos santosAinda não há avaliações
- 26763-Tainan ABM2015Documento11 páginas26763-Tainan ABM2015salomao lucio dos santosAinda não há avaliações
- Procedimento de Pesquisa Inter 4Documento3 páginasProcedimento de Pesquisa Inter 4salomao lucio dos santosAinda não há avaliações
- Franco Brunetti Resolucoes Exercicios Capitulo 4Documento45 páginasFranco Brunetti Resolucoes Exercicios Capitulo 4salomao lucio dos santosAinda não há avaliações
- Trabalho de Processo de Frabricação IIDocumento6 páginasTrabalho de Processo de Frabricação IIsalomao lucio dos santosAinda não há avaliações
- Slides Aula 26setembro22 PDFDocumento34 páginasSlides Aula 26setembro22 PDFsalomao lucio dos santosAinda não há avaliações
- Apostila Microcontroladores PDFDocumento181 páginasApostila Microcontroladores PDFTobias Salazar BarbosaAinda não há avaliações
- Robótica 2Documento13 páginasRobótica 2salomao lucio dos santos100% (1)
- Slides Aula 19setembro22 PDFDocumento28 páginasSlides Aula 19setembro22 PDFsalomao lucio dos santosAinda não há avaliações
- Slides Aula 31outubro22 PDFDocumento17 páginasSlides Aula 31outubro22 PDFsalomao lucio dos santosAinda não há avaliações
- Dissertação - Danilo Cesar de Azevedo MonteiroDocumento161 páginasDissertação - Danilo Cesar de Azevedo Monteirosalomao lucio dos santosAinda não há avaliações
- Sistema de Referência e Planos - SalomaoDocumento15 páginasSistema de Referência e Planos - Salomaosalomao lucio dos santosAinda não há avaliações
- Robson Bruno Dutra PereiraDocumento133 páginasRobson Bruno Dutra Pereirasalomao lucio dos santosAinda não há avaliações
- Aula13e14 Gometria Norma ABNT ForcasDocumento54 páginasAula13e14 Gometria Norma ABNT Forcassalomao lucio dos santosAinda não há avaliações
- Mauro Paipa Parte 2Documento90 páginasMauro Paipa Parte 2salomao lucio dos santosAinda não há avaliações
- Aula 2 - Grandezas-Geometria-Cavaco 2016Documento102 páginasAula 2 - Grandezas-Geometria-Cavaco 2016salomao lucio dos santosAinda não há avaliações
- Lista de Exercicios Maq CC 2Documento2 páginasLista de Exercicios Maq CC 2llbuenoo5026100% (1)
- Distinguir Substâncias Usando Propriedades Físicas. Ponto de Fusão e Ponto de EbuliçãoDocumento13 páginasDistinguir Substâncias Usando Propriedades Físicas. Ponto de Fusão e Ponto de EbuliçãoYara e lya está contigo100% (1)
- Física - II - Apostila I - TermometriaDocumento7 páginasFísica - II - Apostila I - TermometriaFísica Caderno de Resoluções100% (2)
- Artigo Comparação de Modelos Circuitais (ATP) e de Elementos Finitos (Comsol)Documento6 páginasArtigo Comparação de Modelos Circuitais (ATP) e de Elementos Finitos (Comsol)Kamello AssisAinda não há avaliações
- Produktuebersicht PTDocumento28 páginasProduktuebersicht PTPaulo CardosoAinda não há avaliações
- Anatel 2018Documento12 páginasAnatel 2018AndreAinda não há avaliações
- Catalogo GT UmGT5000Documento2 páginasCatalogo GT UmGT5000Ricardo SantosAinda não há avaliações
- NBR 14199pdfDocumento11 páginasNBR 14199pdfJosué Miranda da SilvaAinda não há avaliações
- EXPERIMENTO I Principio de Arquimedes Densidade de Solidos EmpuxoDocumento6 páginasEXPERIMENTO I Principio de Arquimedes Densidade de Solidos EmpuxoxongassilvaAinda não há avaliações
- 3 Passos para Dimensionar Cabos Elétricos - BTDocumento28 páginas3 Passos para Dimensionar Cabos Elétricos - BTClima Services Cg100% (1)
- Difusor Trox VDDocumento10 páginasDifusor Trox VDrodrigocedrimAinda não há avaliações
- LandauDocumento22 páginasLandauUlisses Roque50% (2)
- Aula 05 - Dosagem MisturasDocumento25 páginasAula 05 - Dosagem MisturasJoão Paulo100% (1)
- Im5141 02 - PT PTDocumento4 páginasIm5141 02 - PT PTYAGO LUIS GERONYMO RAMOSAinda não há avaliações
- 5 Poder CalorificoDocumento20 páginas5 Poder CalorificoLaura Costa RochaAinda não há avaliações
- Seção 303-03e - Arrefecimento Do MotorDocumento92 páginasSeção 303-03e - Arrefecimento Do MotorEduardo Hartmann Oliveira100% (1)
- Comparação de Sistemas - Correlação e RegressãoDocumento45 páginasComparação de Sistemas - Correlação e RegressãoNil FernandesAinda não há avaliações
- (UNICAMP Introdução À Analise Espectral) PDFDocumento125 páginas(UNICAMP Introdução À Analise Espectral) PDFAdriano MazottiAinda não há avaliações
- NormasaplicaveisDocumento44 páginasNormasaplicaveisrkiliamAinda não há avaliações
- 1 - Movimento UnidimensionalDocumento62 páginas1 - Movimento UnidimensionalÁleff Allan Oliveira BorgesAinda não há avaliações
- DownloadDocumento12 páginasDownloadthiago dos santos mendonçaAinda não há avaliações
- Ef10 Cad Lab Guia Prof Quest Al 3 2Documento1 páginaEf10 Cad Lab Guia Prof Quest Al 3 2Nuno Tenda100% (1)
- Notas de Aula Fisica Moderna Cap 8Documento60 páginasNotas de Aula Fisica Moderna Cap 8WemersonxDAinda não há avaliações
- MQEII LHB - Exercicios para As Aulas Praticas Transf TrifasicoDocumento6 páginasMQEII LHB - Exercicios para As Aulas Praticas Transf TrifasicoMunir BragançaAinda não há avaliações
- Bancada Didática para Estudo de Fator de PotênciaDocumento47 páginasBancada Didática para Estudo de Fator de PotênciaLaurindo CarinhasAinda não há avaliações
- Alto-Falantes III - em Série e ParaleloDocumento4 páginasAlto-Falantes III - em Série e ParaleloAlex E Ana PaulaAinda não há avaliações
- Tubular em EspiralDocumento21 páginasTubular em EspiralBernardo henrique ReisAinda não há avaliações