Você também pode gostar
- OrigoFeed 304N P4Documento16 páginasOrigoFeed 304N P4PedroAinda não há avaliações
- Airjet 40Documento14 páginasAirjet 40Rodney CalderonAinda não há avaliações
- 461 Maquina de Solda Mig.Documento16 páginas461 Maquina de Solda Mig.Nilton sergio gomes lins100% (1)
- Ordem de ServiçoDocumento9 páginasOrdem de ServiçoFernando BarbosaAinda não há avaliações
- Manual Eletroserra MacrotopDocumento12 páginasManual Eletroserra MacrotopCristian Augusto Radtke Winter100% (1)
- Manual Serra Eletrica 18 2200w Es22002 Tekna 220vDocumento21 páginasManual Serra Eletrica 18 2200w Es22002 Tekna 220vValdir Junior Simoes50% (2)
- Manual de InstruçõesDocumento11 páginasManual de InstruçõesSimone FlávioAinda não há avaliações
- Fonte Mig Esab Origo Mig 408T 408TP 558T 558TP (Edição)Documento38 páginasFonte Mig Esab Origo Mig 408T 408TP 558T 558TP (Edição)federico100% (1)
- Manual W660 Verixx 082010Documento40 páginasManual W660 Verixx 082010paulo_fernandes_70Ainda não há avaliações
- Manual Migpulse 3000Documento21 páginasManual Migpulse 3000princiemanutencaoAinda não há avaliações
- Manual Origo Arc 3001iDocumento56 páginasManual Origo Arc 3001ifranzwagnerhoffmannAinda não há avaliações
- Corte Plasma 100Documento16 páginasCorte Plasma 100Luciano PereiraAinda não há avaliações
- g682 Manual Torno Copiador ComprimidoDocumento24 páginasg682 Manual Torno Copiador ComprimidoVinicius Sabrina PedroAinda não há avaliações
- Fonte Warrior 400i CCCV 380 440VDocumento67 páginasFonte Warrior 400i CCCV 380 440VAnderson BrandãoAinda não há avaliações
- Super Bantam 256 ManualDocumento14 páginasSuper Bantam 256 ManualVinicius AntheroAinda não há avaliações
- Manual 8003Documento16 páginasManual 8003Brian CanazaAinda não há avaliações
- RoçadeiraDocumento20 páginasRoçadeiraEstoque Casa & PiscinaAinda não há avaliações
- Inversora de Solda Terra Soluções em Equipamentos Twi-180Documento14 páginasInversora de Solda Terra Soluções em Equipamentos Twi-180Hugo SantanaAinda não há avaliações
- OrigoMig 408T 408TP 558T 558TP PT Es PDFDocumento62 páginasOrigoMig 408T 408TP 558T 558TP PT Es PDFCarlos Padilla50% (2)
- OrigoMig 408T 408TP 558TDocumento38 páginasOrigoMig 408T 408TP 558TRodrigo BilheiroAinda não há avaliações
- g1683 Manual Cortador de AzulejosDocumento16 páginasg1683 Manual Cortador de AzulejosJorge BorgesAinda não há avaliações
- Cm2760-Db - Deusllk Web PorDocumento35 páginasCm2760-Db - Deusllk Web PorArtur GarridoAinda não há avaliações
- Manual ETT 202 PDFDocumento16 páginasManual ETT 202 PDFAlessandro MaiaAinda não há avaliações
- Buddy Arc 145 - EsabDocumento18 páginasBuddy Arc 145 - EsabRicardoAinda não há avaliações
- g1920br Manual Lixadeira Orbital 180w ComprimidoDocumento16 páginasg1920br Manual Lixadeira Orbital 180w ComprimidooficinatacomAinda não há avaliações
- Manual-ES-500 550 600 650-PTDocumento28 páginasManual-ES-500 550 600 650-PTFillipe FigueiraAinda não há avaliações
- Máquinas de Solda PDFDocumento20 páginasMáquinas de Solda PDFjoabe da silva souzaAinda não há avaliações
- Manual Migpulse 300Documento12 páginasManual Migpulse 300Vladimir BritoAinda não há avaliações
- Manual g1921 Lixadeira Orbital 380 ComprimidoDocumento16 páginasManual g1921 Lixadeira Orbital 380 ComprimidoThiago Da CostaAinda não há avaliações
- Manual Chemi Tool ARC 200 TDocumento11 páginasManual Chemi Tool ARC 200 Ttsht.sines1Ainda não há avaliações
- Rev11 Pej-42v PTDocumento20 páginasRev11 Pej-42v PTErlon Alex da Guia Silva Da GuiaAinda não há avaliações
- PDF 70089Documento8 páginasPDF 70089rpragosaAinda não há avaliações
- Handyarc130i 140i 160i PT Rev1Documento24 páginasHandyarc130i 140i 160i PT Rev1Elliank Queiroz100% (1)
- Origo Mig 558T. Origo Mig 558TP. Manual Do Usuário e Peças de Reposição. OrigoMig 558T OrigoMig 558TP - 2016Documento44 páginasOrigo Mig 558T. Origo Mig 558TP. Manual Do Usuário e Peças de Reposição. OrigoMig 558T OrigoMig 558TP - 2016Zilvan LeiteAinda não há avaliações
- APR Trabalho A QuenteDocumento3 páginasAPR Trabalho A Quentetec.segheatlarissaAinda não há avaliações
- Smashweld 257M: Manual Do Usuário e Peças de ReposiçãoDocumento32 páginasSmashweld 257M: Manual Do Usuário e Peças de ReposiçãoleonardollvAinda não há avaliações
- Manual TIG WSE 318 WSE 505Documento24 páginasManual TIG WSE 318 WSE 505Rodrigo Reis - SumigAinda não há avaliações
- Ordem de Serviço - Eletricist-Nr-10Documento8 páginasOrdem de Serviço - Eletricist-Nr-10José CarlosAinda não há avaliações
- g1902 Manual Furadeira de Impacto 13mm OtimizadoDocumento16 páginasg1902 Manual Furadeira de Impacto 13mm OtimizadoMassahiro FilhoAinda não há avaliações
- Manual - NB 250 + 400 + 500Documento28 páginasManual - NB 250 + 400 + 500craftluiz59Ainda não há avaliações
- NR18 - Treinamento - Serra Marmore - P21 NR18 - Abr 21Documento21 páginasNR18 - Treinamento - Serra Marmore - P21 NR18 - Abr 21Luis Gustavo de Souza SantosAinda não há avaliações
- Manual de MáquinasDocumento24 páginasManual de MáquinasRoberto Teixeira de OliveiraAinda não há avaliações
- Manual Maquina de Solda Inversora Esab Bantam 180i PDFDocumento36 páginasManual Maquina de Solda Inversora Esab Bantam 180i PDFMarcos BarbosaAinda não há avaliações
- Manual ESQ 1900 I ESQ 2900 I ESQ 3000 IDocumento33 páginasManual ESQ 1900 I ESQ 2900 I ESQ 3000 IAdrianoMuracamiAraujoAinda não há avaliações
- Manual Da Smashweld 260 - ESAB SoldadoraDocumento36 páginasManual Da Smashweld 260 - ESAB SoldadoraJairo Ferreira Do NascimentoAinda não há avaliações
- fg4004w 639b5cf7dfa6fDocumento24 páginasfg4004w 639b5cf7dfa6fMatheus Rodrigues GonçalvesAinda não há avaliações
- Manual Furadeira de Bancada 13mm Lote1 ImpressaoDocumento20 páginasManual Furadeira de Bancada 13mm Lote1 ImpressaoObá Soji Rui SemedeAinda não há avaliações
- Manual de Instruções: Inversor para Solda MmaDocumento24 páginasManual de Instruções: Inversor para Solda MmaEvandroAinda não há avaliações
- LHN 220i Plus 50-60Hz PTDocumento20 páginasLHN 220i Plus 50-60Hz PTOficina de Inversoras de soldaAinda não há avaliações
- Manual AW-140SDocumento14 páginasManual AW-140SDanyllo LoboAinda não há avaliações
- Imets 8180 BV Super Tork Profissional ManualDocumento44 páginasImets 8180 BV Super Tork Profissional ManualPatrick Alves ReisAinda não há avaliações
- Manual Flex4000Documento26 páginasManual Flex4000BrunnanaAinda não há avaliações
- g1951 Manual Martelete Rotativo RompedorDocumento20 páginasg1951 Manual Martelete Rotativo RompedorMarcelo SrodzinskiAinda não há avaliações
- Manual Serra de Fita Atualizado2016 OutroDocumento24 páginasManual Serra de Fita Atualizado2016 OutroWillian VieiraAinda não há avaliações
- Ordem de Servico EletrecistaDocumento9 páginasOrdem de Servico EletrecistaEliudi Batista100% (1)
- Ordemdeserviooperadordemaquinaperfuratriz 140916192608 Phpapp01Documento3 páginasOrdemdeserviooperadordemaquinaperfuratriz 140916192608 Phpapp01Claudio SilvaAinda não há avaliações
- Manual de Instruções: IO-HOB-1175 / 8508391 (04.2022 V7)Documento32 páginasManual de Instruções: IO-HOB-1175 / 8508391 (04.2022 V7)netjuanfranAinda não há avaliações
- Zanussi Zit64bv PTDocumento12 páginasZanussi Zit64bv PTJoão LopesAinda não há avaliações
- Valor Data: Pix Realizado Com Sucesso!Documento2 páginasValor Data: Pix Realizado Com Sucesso!Janaina GomesAinda não há avaliações
- Valor Data: Pix Realizado Com Sucesso!Documento2 páginasValor Data: Pix Realizado Com Sucesso!Janaina GomesAinda não há avaliações
- Contrato Adesao GWC7 H37Documento40 páginasContrato Adesao GWC7 H37Janaina GomesAinda não há avaliações
- Valor Data: Pix Realizado Com Sucesso!Documento2 páginasValor Data: Pix Realizado Com Sucesso!Janaina GomesAinda não há avaliações
- Valor Data: Pix Realizado Com Sucesso!Documento2 páginasValor Data: Pix Realizado Com Sucesso!Janaina GomesAinda não há avaliações
- Catálogo FerragensDocumento52 páginasCatálogo FerragensJanaina GomesAinda não há avaliações
- 01 - Catálogo Iluminação 2022 - 2023 - Digital - InddDocumento36 páginas01 - Catálogo Iluminação 2022 - 2023 - Digital - InddJohn NascimentoAinda não há avaliações
- Valdenir Ailton Da SilvaDocumento1 páginaValdenir Ailton Da SilvajandersondtdAinda não há avaliações
- Valor Data: Pix Realizado Com Sucesso!Documento2 páginasValor Data: Pix Realizado Com Sucesso!Janaina GomesAinda não há avaliações
- 1 2020 Catalogo Portugues Am PDFDocumento27 páginas1 2020 Catalogo Portugues Am PDFfredjbps@gmail.comAinda não há avaliações
- Certifico e Dou Fé Que, Junto Aos Autos O(s) Seguinte(s) Documento(s) : AR RECEBIDO 5002306-59 Valdecy ElerDocumento1 páginaCertifico e Dou Fé Que, Junto Aos Autos O(s) Seguinte(s) Documento(s) : AR RECEBIDO 5002306-59 Valdecy ElerJanaina GomesAinda não há avaliações
- 2019 TEMPERATURA E PRESSAO BCI'sDocumento7 páginas2019 TEMPERATURA E PRESSAO BCI'sJanaina GomesAinda não há avaliações
- Cunha, E.R. - Carvalho, R.M. - Tavares, L.M.M. - Simulação Avançada de Britadores de Impacto de Eixo VerticalDocumento10 páginasCunha, E.R. - Carvalho, R.M. - Tavares, L.M.M. - Simulação Avançada de Britadores de Impacto de Eixo VerticalGildoAinda não há avaliações
- Calculadora CLT X PJ by ContratoPJ - Release7.5.1Documento7 páginasCalculadora CLT X PJ by ContratoPJ - Release7.5.1fabiojxavierAinda não há avaliações
- RELAT. NÃO CONFORMIDADES TCsDocumento1 páginaRELAT. NÃO CONFORMIDADES TCsJanaina GomesAinda não há avaliações
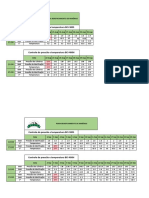
- Contr. de Vazão de MateriaisDocumento23 páginasContr. de Vazão de MateriaisJanaina GomesAinda não há avaliações
- Diagrama CargaDocumento1 páginaDiagrama CargaJanaina GomesAinda não há avaliações
- Redutores Linha R.Revisão 1Documento19 páginasRedutores Linha R.Revisão 1Campel Silva100% (1)
- 11 - Edital Aquisição de Calcário em Atendimento A Secretaria Municipal de AgriculturaDocumento45 páginas11 - Edital Aquisição de Calcário em Atendimento A Secretaria Municipal de AgriculturaJanaina GomesAinda não há avaliações
- 2020 Temperatura PlantaDocumento81 páginas2020 Temperatura PlantaJanaina GomesAinda não há avaliações
- Contr. Troca de Telas, Óleo e RevestimentosDocumento3 páginasContr. Troca de Telas, Óleo e RevestimentosJanaina GomesAinda não há avaliações
- Manual de Instruções BCI 400HDocumento177 páginasManual de Instruções BCI 400HJanaina GomesAinda não há avaliações
- Mod. Corrente Dos Motores Britagem Primário 1Documento1 páginaMod. Corrente Dos Motores Britagem Primário 1Janaina GomesAinda não há avaliações
- Maquina01 PDFDocumento1 páginaMaquina01 PDFJanaina GomesAinda não há avaliações
- SANDVIK CH440:01: Anexo A: Desenhos de InstalaçãoDocumento32 páginasSANDVIK CH440:01: Anexo A: Desenhos de InstalaçãoJanaina GomesAinda não há avaliações
- Correia PDFDocumento1 páginaCorreia PDFJanaina GomesAinda não há avaliações
- Manual de Instruções PV50020 4D - 38471Documento56 páginasManual de Instruções PV50020 4D - 38471Janaina GomesAinda não há avaliações
- Manual de Instruções BMI 1209Documento50 páginasManual de Instruções BMI 1209Janaina Gomes100% (1)
- SANDVIK CH440:01: Manual de InstalaçãoDocumento108 páginasSANDVIK CH440:01: Manual de InstalaçãoJanaina GomesAinda não há avaliações
- S 223.360.01 PT Instruções de Manutenção Britadores: Hydrocone Da Série 1800Documento284 páginasS 223.360.01 PT Instruções de Manutenção Britadores: Hydrocone Da Série 1800Janaina GomesAinda não há avaliações
- Lista de Exercícios Quimica Geral Eng. Computação AdaptaçãoDocumento4 páginasLista de Exercícios Quimica Geral Eng. Computação AdaptaçãoRenato MartinsAinda não há avaliações
- Transgénicos, Uma Visão Geral Sobre Os Prós e ContrasDocumento30 páginasTransgénicos, Uma Visão Geral Sobre Os Prós e Contras25MAX04Ainda não há avaliações
- Ebook Receitas Nanda Castelo BrancoDocumento8 páginasEbook Receitas Nanda Castelo Brancofe.brandaoAinda não há avaliações
- Mapa de QuantidadesDocumento15 páginasMapa de QuantidadesDosmito Joao Desma100% (1)
- Dados Da Fatura de ElectricidadeDocumento3 páginasDados Da Fatura de ElectricidadehermeniodropshippingAinda não há avaliações
- Sebenta MeteorologiaDocumento73 páginasSebenta MeteorologiaAndré Homem de SáAinda não há avaliações
- Anexo 1 Formulário Analise de Segurança Da Tarefa - AST - ADocumento3 páginasAnexo 1 Formulário Analise de Segurança Da Tarefa - AST - AThais OliveiraAinda não há avaliações
- Introdução A Mecanização Agrícola22Documento61 páginasIntrodução A Mecanização Agrícola22Djair Felix0% (1)
- O Fim Da GastriteDocumento120 páginasO Fim Da Gastritevictor oliveiraAinda não há avaliações
- Ext. Seco Crataegus - Nova LiteraturaDocumento1 páginaExt. Seco Crataegus - Nova LiteraturahowesteveAinda não há avaliações
- B.2.1 - Ficha de Trabalho - Sistema Excretor (1) - SoluçõesDocumento2 páginasB.2.1 - Ficha de Trabalho - Sistema Excretor (1) - SoluçõesparrequinhoAinda não há avaliações
- Mapa Parasito - Rugai e WillisDocumento1 páginaMapa Parasito - Rugai e WillisRanielly LarissaAinda não há avaliações
- Aula 2 PEA 5705Documento35 páginasAula 2 PEA 5705Carlyson SilvaAinda não há avaliações
- AL5 Variação Do Carácter Químico de Soluções Aquosas - ResoluçãoDocumento2 páginasAL5 Variação Do Carácter Químico de Soluções Aquosas - ResoluçãoBeatriz EvangelistaAinda não há avaliações
- STRALIS 490S40T / 490S44T - 4x2Documento2 páginasSTRALIS 490S40T / 490S44T - 4x2Glauber BrasileiroAinda não há avaliações
- CARDIOLOGIADocumento17 páginasCARDIOLOGIAMilena CristinaAinda não há avaliações
- Matemática - Aula 02Documento85 páginasMatemática - Aula 02Igor Santos0% (1)
- Catalogo de Especies Vegetais PDFDocumento308 páginasCatalogo de Especies Vegetais PDFMarilia Sarno100% (2)
- Manejo Reprodutivo de Caprinos e OvinosDocumento139 páginasManejo Reprodutivo de Caprinos e Ovinosderson18Ainda não há avaliações
- Meridianos Do Coração e Intestino Delgado e Suas Funções Na Medicina Tradicional ChinesaDocumento2 páginasMeridianos Do Coração e Intestino Delgado e Suas Funções Na Medicina Tradicional ChinesaFátima ReginaAinda não há avaliações
- FotoproteçãoDocumento12 páginasFotoproteçãoHelen Ferreira linzAinda não há avaliações
- Apostila Design de SobrancelhasDocumento7 páginasApostila Design de Sobrancelhasmonique100% (2)
- Os Jovens de Dom Bosco Nos Tempos AtuaisDocumento11 páginasOs Jovens de Dom Bosco Nos Tempos AtuaisWilkinson SaturninoAinda não há avaliações
- Curso para CIPATRDocumento98 páginasCurso para CIPATRAdony AmorimAinda não há avaliações
- Quimica v2Documento70 páginasQuimica v2Fuê Leme50% (2)
- Caderno FinalDocumento43 páginasCaderno FinalAlineAinda não há avaliações
- Aula 01 Veiculos Cosmeticos PDFDocumento32 páginasAula 01 Veiculos Cosmeticos PDFRoberta Medeiros100% (1)
- Enfermagem Da Saúde Da Criança e Do AdolescenteDocumento21 páginasEnfermagem Da Saúde Da Criança e Do Adolescentenivia ferreiraAinda não há avaliações
- São João Batista Maria Vianney - Biografia, Obras, Espiritualidade - Edemir Lopes de Souza PDFDocumento15 páginasSão João Batista Maria Vianney - Biografia, Obras, Espiritualidade - Edemir Lopes de Souza PDFViam prudentiae100% (2)
- Sandplay Jogo de AreiaDocumento7 páginasSandplay Jogo de Areianeila mesquita100% (1)